一种定宽压力机锤头测量和标定方法与流程
本专利申请属于热轧生产工艺,更具体地说,是涉及一种定宽压力机锤头测量和标定方法。
背景技术:
1、作为热轧生产关键控制技术,连铸连轧发展迅速且可以满足和适应用户对带钢尺寸的各种需求。为了实现连铸与连轧之间宽度上的衔接,目前常用的两种调宽技术是立辊轧制调宽和定宽压力机大侧压调宽技术。其中,定宽压力机的开发和应用提高了调宽效率,降低了板坯头尾的切损,有效提升了板坯连铸机的产能。
2、由于热轧生产线调宽技术对板坯定宽压力机的依赖,在实际生产过程中由于机械磨损及定宽压力机锤头更换,其开口度、对中度存在动态变化。如果控制偏差超出标准范围则会对生产和产品质量造成严重影响。采用传统的仪器测量对中和开度方法,测量周期长、单次测量时间长,不能有效应对设备状态变化对对中及开口度的影响。
3、所以,在正常更换定宽压力机锤头,有必要采取一种快速、准确的测量标定方法,使得定宽压力机锤头开口度和对中度满足标准要求。
技术实现思路
1、本发明需要解决的技术问题是提供一种定宽压力机锤头测量和标定方法,能够在日常更换定宽压力机锤头以后,通过现场测量并结合现有自动化控制程序的完成标定,从而快速、准确的得到锤头的对中度和开口度值,以满足生产轧制对中控制和带钢成品宽度的准确控制。
2、为了解决上述问题,本发明所采用的技术方案是:
3、一种定宽压力机锤头测量和标定方法,包括如下步骤:
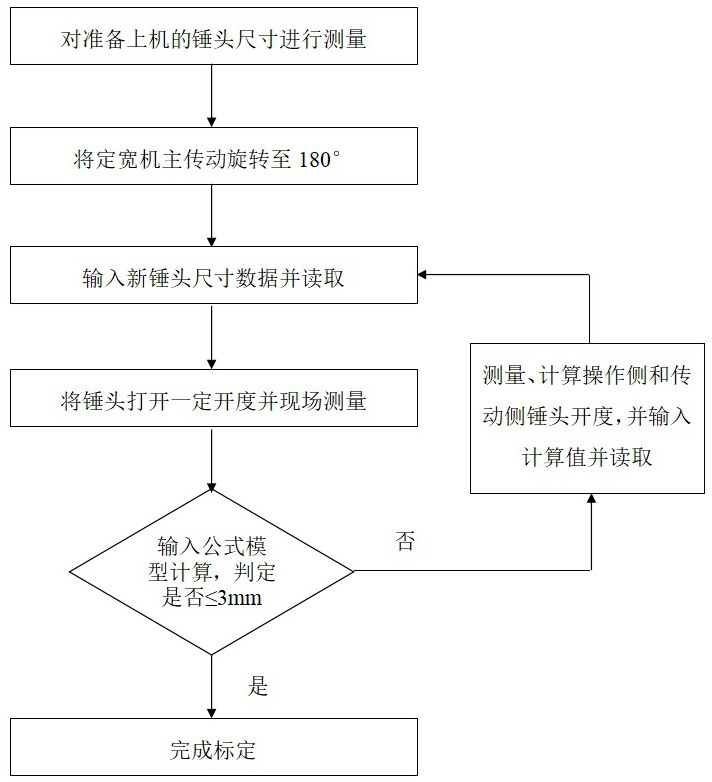
4、s1、对准备上机更换的新加工定宽机锤头尺寸进行测量,新加工定宽机锤头为两个,其尺寸分别记为d和e;
5、s2、在已有的定宽机锤头自动化控制界面,将控制锤头的定宽机主传动角度手动动作至所需角度,比如180°;
6、s3、将准备上机更换的新加工定宽机锤头测量尺寸数据d和e输入到指定的操作画面数据输入窗口,并读取数据;
7、s4、对已经更换完毕的新加工定宽机锤头的开口度进行测量,并进一步完成精确标定。
8、进一步,步骤s1中,利用板尺对新加工定宽机锤头尺寸进行测量。
9、进一步,步骤s4中,具体的步骤是:
10、s41、测量操作侧和传动侧两个锤头外沿之间的距离a,该测量值a减去320mm即为锤头辊缝开度值;
11、s42、将获取的新加工定宽机锤头辊缝开度值与定宽机锤头自动化控制界面显示的锤头间隙值比较数值差,如果数值差≤3mm,则执行步骤s49;如果数值差>3mm,则继续执行步骤s43:
12、s43、在定宽机锤头自动化控制界面选择标定画面,并将锤头辊缝控制模式切换为手动模式;
13、s44、测量工作侧锤头外沿至下导辊传动侧外沿之间的距离c;
14、s45、测量传动侧锤头外沿至下导辊工作侧外沿之间的距离b;
15、s46、将步骤s44、步骤s45所得的两个测量值c、b代入公式计算模型进行计算;
16、s47、将计算结果输入到指定的操作画面输入窗口进行标定;
17、s48、根据步骤s41-s41,现场重新测量操作侧和传动侧两个锤头之间的距离,并核查数值差,直至数值差在控制范围内;
18、s49、完成标定。
19、进一步,步骤s42中,偏差量为2~5mm,优选3mm。
20、进一步,步骤s46中,公式计算模型为:
21、工作侧开口度los:= (a+b-c)/2-160
22、传动侧开口度lds:= (a+c-b)/2-160。
23、步骤s2中,将控制锤头的定宽机主传动角度手动动作至180°
24、由于采用了上述技术方案,本发明取得的有益效果是:
25、本方法适用于冶金行业热连轧机组定宽压力机,在需要更换新的定宽机锤头以后,通过线下测量新的待上机锤头尺寸,并录入定宽机自动化控制人机界面完成标定。为了保证定宽机锤头的开口度、对中度精度,进一步给出了所述的定宽机锤头更换后测量、计算和校正标定方法,保证生产过程中连铸板坯的轧制对中性和产品宽度质量的控制精度,具有较高的推广应用价值。
26、本发明在更换定宽压力机锤头以后,现场测量并计算,快速得出定宽压力机锤头的开口度,并确保更换锤头以后定宽压力机锤头的对中度,可以实现单人快速测量,测量通过计算后保证了锤头中心的对称,保证了热轧带钢宽度的精度控制和轧制对中精确性。
27、本方法简单实用,能够在日常更换定宽压力机锤头以后,通过现场测量并结合现有自动化控制程序的完成标定,从而快速、准确的得到锤头的对中度和开口度值,以满足生产轧制对中控制和带钢成品宽度的准确控制,适用于大规模推广。
技术特征:
1.一种定宽压力机锤头测量和标定方法,其特征在于包括如下步骤:
2.根据权利要求1所述的一种定宽压力机锤头测量和标定方法,其特征在于:步骤s1中,利用板尺对新加工定宽机锤头尺寸进行测量。
3.根据权利要求1所述的一种定宽压力机锤头测量和标定方法,其特征在于:步骤s4中,具体的步骤是:
4.根据权利要求3所述的一种定宽压力机锤头测量和标定方法,其特征在于:步骤s42中,偏差量为2~5mm。
5.根据权利要求1所述的一种定宽压力机锤头测量和标定方法,其特征在于:步骤s46中,公式计算模型为:
6.根据权利要求1-5任一项所述的一种定宽压力机锤头测量和标定方法,其特征在于:步骤s2中,将控制锤头的定宽机主传动角度手动动作至180°。
技术总结
本发明涉及一种定宽压力机锤头测量和标定方法,步骤为:确认并动作压力机模块角度为180°,测量操作侧和传动侧两个锤头之间的距离,测量工作侧锤头至下导辊传动侧外沿之间的距离,测量传动侧锤头外沿至下导辊工作侧外沿的距离,工作侧锤头平行面至锤头背板下沿的距离,传动侧锤头平行面至锤头背板下沿的距离,对各个测量值计算,将计算结果输入操作画面进行标定。本发明在更换定宽压力机锤头以后,现场测量并计算,快速得出定宽压力机锤头的开口度,并确保更换锤头以后定宽压力机锤头的对中度,可以实现单人快速测量,测量通过计算后保证了锤头中心的对称,保证了热轧带钢宽度的精度控制和轧制对中精确性。
技术研发人员:马永乐,李毅挺,李明智,习瑞彬,张欣觌,韩彬彬,冯树启,苗京波,陈松
受保护的技术使用者:河钢乐亭钢铁有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!