SMT回流焊接炉温的精准控制方法与流程
本发明属于控制,尤其涉及一种smt回流焊接炉温的精准控制方法。
背景技术:
1、smt工艺的基本流程包括:锡膏印刷-零件贴装-回流焊接-清洗-aoi光学检测-维修-分板。
2、其中,在smt贴片(surface mount technology,电子电路表面组装技术;简称表面贴装)指的是在pcb(印刷电路板)基础上进行加工的系列工艺流程的简称;在smt贴片生产回流焊接中,温度太低会导致焊锡未熔化冷焊,温度太高会导致pcb上的电子元件被烘烤坏,因此一个精准的回流焊接炉温是保证整个焊接品质的关键;亟需改进。
技术实现思路
1、本发明实施例的目的在于提供一种smt回流焊接炉温的精准控制方法,能够解决现有技术的回流焊接中温度太低、太高容易导致焊接低质的问题。
2、本发明实施例是这样实现的,一种smt回流焊接炉温的精准控制方法,包括:
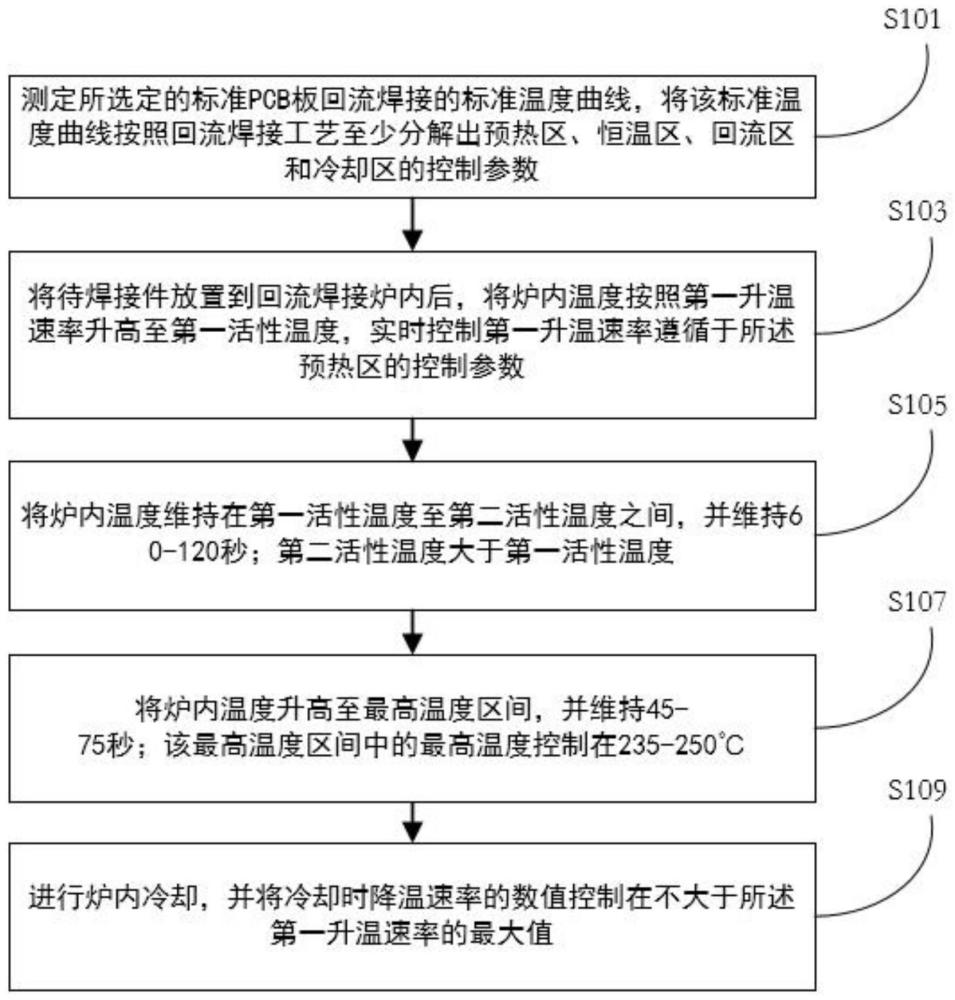
3、测定所选定的标准pcb板回流焊接的标准温度曲线,将该标准温度曲线按照回流焊接工艺至少分解出预热区、恒温区、回流区和冷却区的控制参数;
4、将待焊接件放置到回流焊接炉内后,将炉内温度按照第一升温速率升高至第一活性温度,实时控制第一升温速率遵循于所述预热区的控制参数;
5、将炉内温度维持在第一活性温度至第二活性温度之间,并维持60-120秒;第二活性温度大于第一活性温度;
6、将炉内温度升高至最高温度区间,并维持45-75秒;该最高温度区间中的最高温度控制在235-250℃;
7、进行炉内冷却,并将冷却时降温速率的数值控制在不大于所述第一升温速率的最大值。
8、作为本发明进一步的方案,所述测定所选定的标准pcb板回流焊接的标准温度曲线的步骤中,具体可以通过模拟测定、实物测定,或者通过模拟测定和实物测定同时实现。
9、作为本发明进一步的方案,通过模拟测定所选定的标准pcb板回流焊接的标准温度曲线,具体包括:
10、选定标准pcb板,设定测温探头,并连接测温探头与测温仪;
11、将设定有测温探头的标准pcb板放进回流焊接炉中,模拟正常生产的过炉动作测试炉内温度;
12、测试完成后读取所述测温仪通过所述温度探头采集的温度数据,生成炉温曲线;即得所述的标准温度曲线。
13、作为本发明进一步的方案,所述模拟测定的次数为两次以上,进而得到两次以上的炉温曲线;
14、拟合所有的炉温曲线,得到所述的标准温度曲线。
15、作为本发明进一步的方案,所述方法还包括:
16、在分解出预热区、恒温区、回流区和冷却区的控制参数后,对预热区、恒温区、回流区和冷却区的控制参数求导,得到预热控制分量、恒温控制分量、回流控制分量和冷却控制分量;
17、将待焊接件放置到回流焊接炉内后,实时获取炉内温度;
18、在时序上按照相应时刻的预热控制分量、恒温控制分量、回流控制分量或冷却控制分量控制炉内温度,实现待焊接件的回流焊接。
19、作为本发明进一步的方案,所述实时控制第一升温速率遵循于所述预热区的控制参数的步骤,具体包括:
20、对所述预热区的控制参数求导,得到预热控制分量;
21、实时获取第一升温速率,并与相应时刻的预热控制分量做差,根据所得的差值调节炉内温度,使得该差值趋于零,以使第一升温速率遵循于所述预热区的控制参数。
22、作为本发明进一步的方案,将第一活性温度调至第二活性温度的过程中,各时刻的温度变化速率记为第二升温速率,该第二升温速率按照所述恒温区的控制参数进行实时调节。
23、作为本发明进一步的方案,所述第二活性温度的取值范围是150-200℃。
24、根据权利要求1所述的smt回流焊接炉温的精准控制方法,其特征在于,所述将炉内温度升高至最高温度区间,并维持45-75秒;该最高温度区间中的最高温度控制在235-250℃的步骤,具体包括:
25、按照回流区的控制参数,将炉内温度由第二活性温度升高至220℃;之后,控制炉内温度升高至235℃以上、250℃以下;维持炉内温度在220℃以上的时间在45-75秒。
26、作为本发明进一步的方案,所述进行炉内冷却的步骤,具体包括:
27、按照不大于所述第一升温速率的数值匀速控制炉内温度降低;
28、或者,变速控制炉内温度降低,变速时任意时刻的数值不大于所述第一升温速率的最大值。
29、作为本发明进一步的方案,其中,进行炉内冷却的降温速率为:1~5℃/s。
30、作为本发明进一步的方案,所述第一升温速率的范围为:1~5℃/s。
31、作为本发明进一步的方案,所述第一升温速率的最佳取值为3℃/s。
32、本发明实施例提供的一种smt回流焊接炉温的精准控制方法,相比现有技术取得以下有益效果:按照预热区、恒温区、回流区和冷却区,测定标准温度曲线,并根据测定的数据,精准控制待焊接件的回流焊接,这样的话,待焊接件是pcba(印制电路板)时,可以在恒温区:使pcba上的所有元件温度达到一致,使锡膏中的挥发性物质挥发掉,锡膏里的助焊剂开始工作与焊接部位的金属氧化层起化学反应去除氧化层形成干净的焊接面;在回流区:关键的焊接区,使焊锡颗粒开始熔化,并开始液化和表面吸锡的“灯草”过程,在所有可能的表面上覆盖,并开始形成锡焊点;并避免峰值温度过高或回流时间过长,可能会对pcb、元器件造成的损害;以及,峰值温度过低或回流时间过短,可能会使焊锡的润湿性变差而不能形成高品质的焊点,易造成虚焊、冷焊等不良;在冷却区:使得焊点迅速降温、焊锡凝固,焊点迅速冷却可以将焊料晶格细化,结合强度提高,焊点光亮,表面连续“呈弯月面”;避免冷却速率太快,则可能会因承受过大的热应力而造成元器件损伤,焊点有裂纹等不良。
技术特征:
1.一种smt回流焊接炉温的精准控制方法,其特征在于,所述smt回流焊接炉温的精准控制方法包括:
2.根据权利要求1所述的smt回流焊接炉温的精准控制方法,其特征在于,所述测定所选定的标准pcb板回流焊接的标准温度曲线的步骤中,具体可以通过模拟测定、实物测定,或者通过模拟测定和实物测定同时实现。
3.根据权利要求2所述的smt回流焊接炉温的精准控制方法,其特征在于,通过模拟测定所选定的标准pcb板回流焊接的标准温度曲线,具体包括:
4.根据权利要求3所述的smt回流焊接炉温的精准控制方法,其特征在于,所述模拟测定的次数为两次以上,进而得到两次以上的炉温曲线;
5.根据权利要求1所述的smt回流焊接炉温的精准控制方法,其特征在于,所述方法还包括:
6.根据权利要求1所述的smt回流焊接炉温的精准控制方法,其特征在于,所述实时控制第一升温速率遵循于所述预热区的控制参数的步骤,具体包括:
7.根据权利要求1所述的smt回流焊接炉温的精准控制方法,其特征在于,将第一活性温度调至第二活性温度的过程中,各时刻的温度变化速率记为第二升温速率,该第二升温速率按照所述恒温区的控制参数进行实时调节。
8.根据权利要求1所述的smt回流焊接炉温的精准控制方法,其特征在于,所述第二活性温度的取值范围是150-200℃。
9.根据权利要求1所述的smt回流焊接炉温的精准控制方法,其特征在于,所述将炉内温度升高至最高温度区间,并维持45-75秒;该最高温度区间中的最高温度控制在235-250℃的步骤,具体包括:
10.根据权利要求1所述的smt回流焊接炉温的精准控制方法,其特征在于,所述进行炉内冷却的步骤,具体包括:
11.根据权利要求1所述的smt回流焊接炉温的精准控制方法,其特征在于,其中,进行炉内冷却的降温速率为:1~5℃/s。
12.根据权利要求1所述的smt回流焊接炉温的精准控制方法,其特征在于,所述第一升温速率的范围为:1~5℃/s。
13.根据权利要求12所述的smt回流焊接炉温的精准控制方法,其特征在于,所述第一升温速率的最佳取值为3℃/s。
技术总结
本发明适用于控制技术领域,提供了一种SMT回流焊接炉温的精准控制方法,所述方法包括:测定所选定的标准PCB板回流焊接的标准温度曲线,将该标准温度曲线按照回流焊接工艺至少分解出预热区、恒温区、回流区和冷却区的控制参数;将待焊接件放置到回流焊接炉内后,将炉内温度按照第一升温速率升高至第一活性温度,实时控制第一升温速率遵循于所述预热区的控制参数;将炉内温度维持在第一活性温度至第二活性温度之间,并维持60‑120秒;第二活性温度大于第一活性温度;将炉内温度升高至最高温度区间,并维持45‑75秒;本发明按照预热区、恒温区、回流区和冷却区,测定标准温度曲线,并根据测定的数据,精准控制待焊接件的回流焊接,焊接品质高。
技术研发人员:闫发奎
受保护的技术使用者:福州宇隆光电科技有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!