一种基于摄影测量的大型复杂型面加工基准找正的方法与流程
本发明涉及大型复杂型面零件加工,具体涉及一种基于摄影测量的大型复杂型面加工基准找正的方法。
背景技术:
1、大型复杂型面加工一直是机械加工行业中的重点及难点,工件加工基准的找正显得尤为重要,准确而快速的找正工件加工基准,对于保证加工质量、提高生产效率来说意义重大,传统的工件找正方法已经无法满足大型复杂型面工件加工使用要求,现今航天、航空、通信、造船、车辆的诸多工艺领域,各行各业的产品型面复杂程度越来越高,加工精度要求甚至达到微米级别,大型复杂型面加工基准找正对于加工行业提出更高的要求。
技术实现思路
1、本发明要解决的技术问题是克服现有技术存在的不足,提供一种基于摄影测量的大型复杂型面加工基准找正的方法。
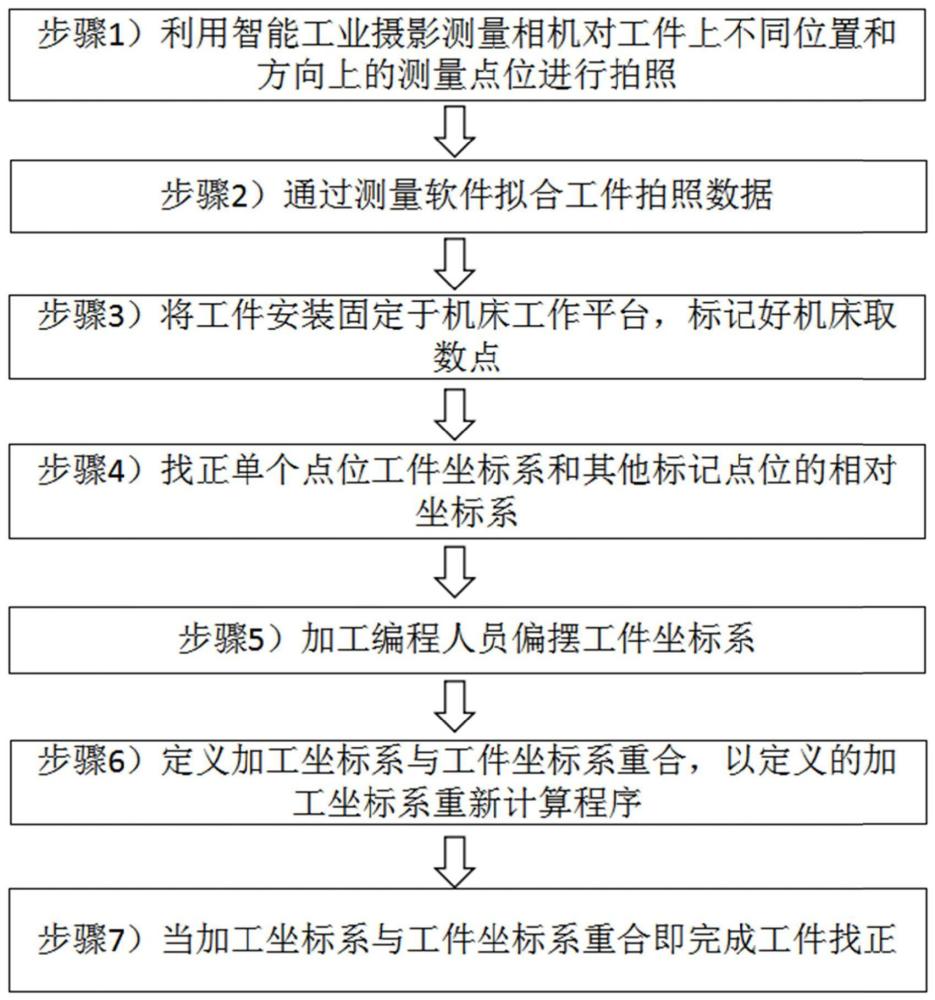
2、为解决上述技术问题,本发明公开一种基于摄影测量的大型复杂型面加工基准找正的方法,包括以下步骤:步骤1)利用智能工业摄影测量相机对工件上不同位置和方向上的测量点位进行拍照;步骤2)通过测量软件拟合工件拍照数据;步骤3)将工件安装固定于机床工作平台,标记好机床取数点;步骤4)找正单个点位工件坐标系和其他标记点位的相对坐标系;步骤5)加工编程人员偏摆工件坐标系;步骤6)定义加工坐标系与工件坐标系重合,以定义的加工坐标系重新计算程序;步骤7)当加工坐标系与工件坐标系重合即完成工件找正。
3、进一步的,工件测量时型面贴点的间隔距离一般为(50-70)mm*(50-70)mm;且型面曲率越大,检测点位密度增加。
4、进一步的,工件在机床上取数点位标记应不少于三处以保证不同方向位置均有取数点位。
5、进一步的,在所述步骤4)中,包括如下步骤:步骤41)设定其中任意一点为机床加工原点,定义好工件坐标系;步骤42)以工件坐标系为基准测量其余各点位相对坐标值。
6、进一步的,在所述步骤5)中,编程人员需要将加工坐标系与工件坐标系偏摆至重合。
7、进一步的,在所述步骤6)中,编程人员与需要确认以加工坐标系重新计算加工程序时,加工坐标系与工件坐标系重合。
8、进一步的,工件在机台上装夹时,注意工件的摆放不会影响机床加工。
9、进一步的,在所述步骤2)中,拍照检验数据需要在软件中拟合到位,保证工件型面余量分布尽量均匀。
10、与现有技术相比,本发明的优点在于:
11、本发明通过在待加工的复杂型面工件上贴点拍照后,进一步通过数据拟合、机床试刀找正点位的方式,从而可快速、准确地找正大型复杂型面加工基准,便于复杂型面工件加工,提高复杂型面工件的加工精度和生产效率。
技术特征:
1.一种基于摄影测量的大型复杂型面加工基准找正的方法,其特征在于,包括以下步骤:步骤1)利用智能工业摄影测量相机对工件上不同位置和方向上的测量点位进行拍照;步骤2)通过测量软件拟合工件拍照数据;步骤3)将工件安装固定于机床工作平台,标记好机床取数点;步骤4)找正单个点位工件坐标系和其他标记点位的相对坐标系;步骤5)加工编程人员偏摆工件坐标系;步骤6)定义加工坐标系与工件坐标系重合,以定义的加工坐标系重新计算程序;步骤7)当加工坐标系与工件坐标系重合即完成工件找正。
2.根据权利要求1所述的基于摄影测量的大型复杂型面加工基准找正的方法,其特征在于,工件测量时型面贴点的间隔距离一般为(50-70)mm*(50-70)mm;且型面曲率越大,检测点位密度增加。
3.根据权利要求1所述的基于摄影测量的大型复杂型面加工基准找正的方法,其特征在于,工件在机床上取数点位标记应不少于三处以保证不同方向位置均有取数点位。
4.根据权利要求1所述的基于摄影测量的大型复杂型面加工基准找正的方法,其特征在于,在所述步骤4)中,包括如下步骤:步骤41)设定其中任意一点为机床加工原点,定义好工件坐标系;步骤42)以工件坐标系为基准测量其余各点位相对坐标值。
5.根据权利要求3所述的基于摄影测量的大型复杂型面加工基准找正的方法,其特征在于,在所述步骤5)中,编程人员需要将加工坐标系与工件坐标系偏摆至重合。
6.根据权利要求1所述的基于摄影测量的大型复杂型面加工基准找正的方法,其特征在于,在所述步骤6)中,编程人员与需要确认以加工坐标系重新计算加工程序时,加工坐标系与工件坐标系重合。
7.根据权利要求1-6任一所述的基于摄影测量的大型复杂型面加工基准找正的方法,其特征在于,工件在机台上装夹时,注意工件的摆放不会影响机床加工。
8.根据权利要求1-6任一所述的基于摄影测量的大型复杂型面加工基准找正的方法,其特征在于,在所述步骤2)中,拍照检验数据需要在软件中拟合到位,保证工件型面余量分布尽量均匀。
技术总结
本发明公开了一种基于摄影测量的大型复杂型面加工基准找正的方法,包括以下步骤:步骤1)利用智能工业摄影测量相机对工件上不同位置和方向上的测量点位进行拍照;步骤2)通过测量软件拟合工件拍照数据;步骤3)将工件安装固定于机床工作平台,标记好机床取数点;步骤4)找正单个点位工件坐标系和其他标记点位的相对坐标系;步骤5)加工编程人员偏摆工件坐标系;步骤6)定义加工坐标系与工件坐标系重合,以定义的加工坐标系重新计算程序;步骤7)当加工坐标系与工件坐标系重合即完成工件找正。本发明通过在待加工的复杂型面工件上贴点拍照后,进一步通过数据拟合、机床试刀找正点位的方式,从而可快速、准确地找正大型复杂型面加工基准。
技术研发人员:黄大军,谢鹏程,王阳,王春阳,黄浩,周海军,申维波
受保护的技术使用者:湖南飞宇航空装备有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!