一种折弯机机架点焊定位装置及方法与流程
本发明涉及折弯机点焊定位工装的,具体来说,涉及一种折弯机机架点焊定位装置及方法。
背景技术:
1、以往折弯机机架焊接都是提前在平台上画线定位,借助航吊挪到预定位置,由于航吊灵敏度较差,需要多次移动,焊接期间,航吊作为辅助设备,焊接期间,必须一直吊着,如此,其他工位在此期间则无法使用航吊,不利于生产。而且不同型号的折弯机,还需重新画线,费时费力。
技术实现思路
1、针对相关技术中的上述技术问题,本发明提供一种折弯机机架点焊定位装置及方法,能够解决上述问题。
2、为实现上述技术目的,本发明的技术方案是这样实现的:
3、一种折弯机机架点焊定位装置,包括:
4、平台;
5、设置于所述平台上的第一立板工装组件,所述第一立板工装组件包括第一定位基准台;
6、位于所述平台右侧且与所述第一立板工装组件相对的第二立板工装组件,所述第二立板工装组件包括x轴向轨道组件一,所述x轴向轨道组件一上端滑动连接有y轴向轨道组件一,所述y轴向轨道组件一上端滑动连接有第二定位基准台;
7、位于所述平台前侧的横板工装组件,所述横板工装组件包括y轴向轨道组件二,所述y轴向轨道组件二上端滑动连接有x轴向轨道组件二,所述x轴向轨道组件二上端滑动连接有第三定位基准台。
8、进一步的,所述第一定位基准台、所述第二定位基准台和所述第三定位基准台均设有一个基准平面板,所述基准平面板的内侧设有分张手轮和磁力吸盘,所述基准平面板两侧连接有两块侧板,两块所述侧板之间连接有若干加强杆。
9、进一步的,所述x轴向轨道组件一沿x轴向设置,所述y轴向轨道组件一沿y轴向设置,所述第二定位基准台通过滑座一滑动连接于所述y轴向轨道组件一,所述y轴向轨道组件一和所述滑座一上均设有用于锁定的锁止组件。
10、进一步的,所述x轴向轨道组件二沿x轴向设置,所述y轴向轨道组件二沿y轴向设置,所述第三定位基准台通过滑座二滑动连接于所述x轴向轨道组件二上,所述x轴向轨道组件二和所述滑座二上均设有用于锁定的锁止组件。
11、进一步的,所述滑座二的前侧面连接有动力装置,所述动力装置包括动力源和动力安装座,所述动力源的动力杆活动连接于所述滑座二前侧面的长型孔中。
12、一种折弯机机架点焊定位,包括如下步骤:
13、s1、借用航吊,将横板置于所述滑座二上,并使所述横板的侧面贴靠在所述第三定位基准台的基准平面板上,同时转动所述第三定位基准台上磁力吸盘的摆臂,所述磁力吸盘吸附所述横板,使所述横板与所述第三定位基准台的基准平面板紧贴,此时松开航吊,然后所述动力装置将所述横板推到预定位置;
14、s2、借用航吊,将第一立板置于所述平台上,并使所述第一立板贴靠在所述第一定位基准台的基准平面板上,并沿y轴方向移动所述第一立板,使所述第一立板紧贴所述横板,同时转动所述第一定位基准台上磁力吸盘的摆臂,所述磁力吸盘吸附所述第一立板,使所述第一立板与所述第一定位基准台的基准平面板紧贴固定,然后微调所述滑座二的位置,使所述第一立板沿x轴向移动到图纸所设计位置,此时所述滑座二、所述x轴向轨道组件二分别通过所述锁止组件锁死,最后通过点焊将所述第一立板与所述横板的相对位置固定死;
15、s3、借用航吊,将第二立板置于所述滑座一上,并使所述第二立板贴靠在所述第二定位基准台的基准平面板上,并沿y轴方向移动所述第二立板,使所述第二立板靠近所述横板,同时转动所述第二定位基准台上磁力吸盘的摆臂,所述磁力吸盘吸附所述第二立板,使所述第二立板与所述第二定位基准台的基准平面板紧贴固定,然后依次通过微调所述y轴向轨道组件一和所述滑座一的位置,使第二立板所述移动到图纸所设计位置,此时所述y轴向轨道组件一和所述滑座一分别通过所述锁止组件锁死,最后通过点焊将所述第二立板与所述横板的相对位置固定死。
16、本发明的有益效果:本申请能适用多种尺寸折弯机的快速拼接定位,并大幅减少占用航吊的时间。
技术特征:
1.一种折弯机机架点焊定位装置,其特征在于,包括:
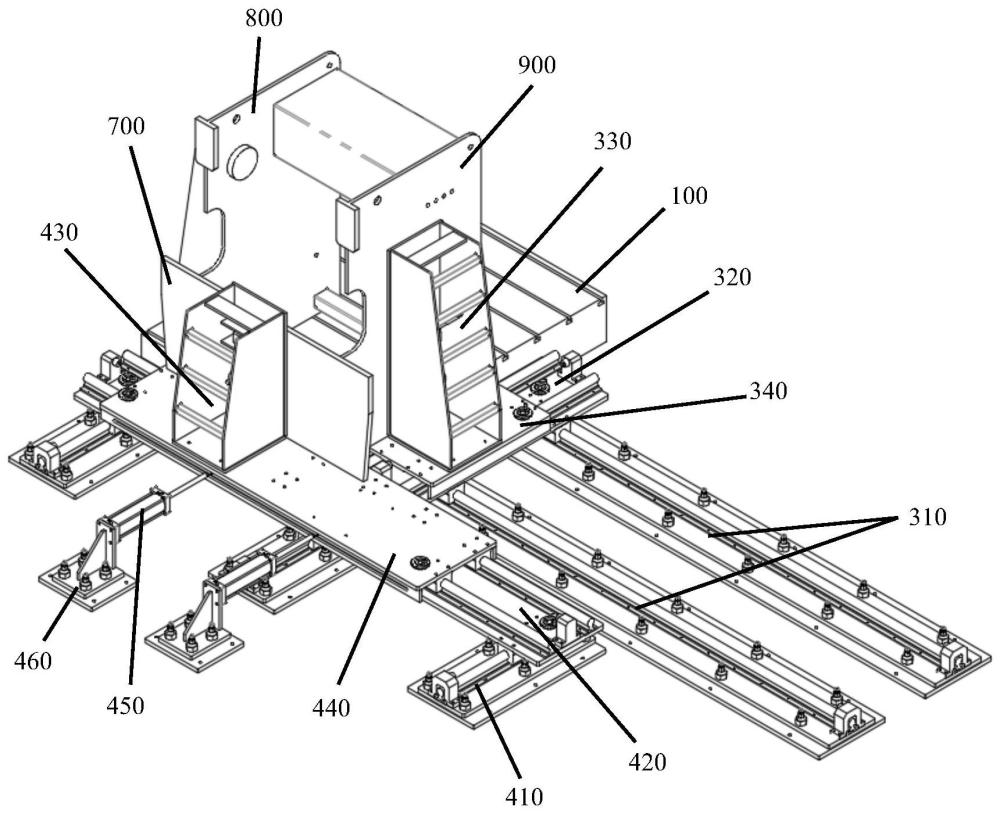
2.根据权利要求1所述的一种折弯机机架点焊定位装置,其特征在于,所述第一定位基准台(210)、所述第二定位基准台(330)和所述第三定位基准台(430)上分别设有一个基准平面板,所述基准平面板的内侧设有分张手轮(500)和磁力吸盘(600),所述基准平面板两侧连接有两块侧板,两块所述侧板之间连接有若干加强杆。
3.根据权利要求1所述的一种折弯机机架点焊定位装置,其特征在于,所述x轴向轨道组件一(310)沿x轴向设置,所述y轴向轨道组件一(320)沿y轴向设置,所述第二定位基准台(330)通过滑座一(340)滑动连接于所述y轴向轨道组件一(320),所述y轴向轨道组件一(320)和所述滑座一(340)上均设有用于锁定的锁止组件。
4.根据权利要求1所述的一种折弯机机架点焊定位装置,其特征在于,所述x轴向轨道组件二(420)沿x轴向设置,所述y轴向轨道组件二(410)沿y轴向设置,所述第三定位基准台(430)通过滑座二(440)滑动连接于所述x轴向轨道组件二(420)上,所述x轴向轨道组件二(420)和所述滑座二(440)上均设有用于锁定的锁止组件。
5.根据权利要求1所述的一种折弯机机架点焊定位装置,其特征在于,所述滑座二(440)的前侧面连接有动力装置,所述动力装置包括动力源(450)和动力安装座(460),所述动力源(450)的动力杆活动连接于所述滑座二(440)前侧面的长型孔(441)中。
6.一种利用如权利要求1~5任一一项所述的折弯机机架点焊定位装置的点焊定位方法,其特征在于,包括如下步骤:
技术总结
本发明公开了一种折弯机机架点焊定位装置及方法,包括平台;设置于所述平台上的第一立板工装组件,所述第一立板工装组件包括第一定位基准台;位于所述平台右侧且与所述第一立板工装组件相对的第二立板工装组件,所述第二立板工装组件包括X轴向轨道组件一,所述X轴向轨道组件一上端滑动连接有Y轴向轨道组件一,所述Y轴向轨道组件一上端滑动连接有第二定位基准台;位于所述平台前侧的横板工装组件,所述横板工装组件包括Y轴向轨道组件二,所述Y轴向轨道组件二上端滑动连接有X轴向轨道组件二,所述X轴向轨道组件二上端滑动连接有第三定位基准台。本申请能适用多种尺寸折弯机的快速拼接定位,并大幅减少占用航吊的时间。
技术研发人员:孙绵玉,石贤林,王世兵,李红
受保护的技术使用者:北京博尔顿智能装备技术研究院有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!