一种控制薄壁类零件变形的柔性装夹装置及装夹方法与流程
本发明涉及机械加工中薄壁类零件的装夹紧固技术,具体是一种针对薄壁类零件控制加工变形及吸附装夹的装置。
背景技术:
1、由于飞机减重的需要,因此机体结构中存在许多的薄壁类零件,这些零件的结构特点是:四周由1.5mm~2.5mm壁厚的封闭/半封闭立筋组成,且这些立筋存在开闭角,通常在3°~10°之间;零件中部由壁厚1.5mm~2mm的薄壁腹板与立筋连接。腹板的尺寸在1000mm×500mm之间。由于这类零件的腹板面积大、壁厚薄,且腹板上没有加强筋,因此该结构零件在进行加工时,由于零件的刚性不足,在机械加工过程中易受切削力、切削热和切削振动等各种因素影响。零件在加工过程中容易产生形状变形,使得零件的壁厚尺寸难以保证。同时由于薄壁零件结构形式的限制,使其加工刚性差,在加工过程中易产生加工震颤,使得被加工表面产生波纹,从而降低了被加工表面的粗糙度,使产品的质量不易保证;而为了保证薄壁零件的产品质量就必须增加零件的加工时间,这反而降低了薄壁零件的加工效率,进而影响其零件的生产交付节点。
2、结合此类零件的结构特点,现有的加工方法有2种:第一种方法是在加工完薄壁零件的一面后,在该面采用垫块粘接或零件腔内涂满石膏的方式来提高零件加工时的强度和刚性;但这种方法的缺点是使用石膏后易污染切削液和腐蚀机床台面,且加工过程中装夹调整需要停机由操作工手动操作完成,严重影响了数控加工的加工效率;第二种方法是申请该类薄壁零件的专用工装进行零件的加工,这种方法虽然可以避免操作工人进行手工操作及避免机床切削液污染及床面腐蚀的问题,但申请的专用工装不能做到通用性,对于不同形状的零件没有很好的适用性。且无法避免设计更改对此类工装的影响,因此方法二在一定程度上造成了成本的增加和工装的浪费。
3、基于上述该类薄壁零件在机械加工过程中存在的问题,探索一种增强薄壁类零件加工过程中的零件刚性、控制其加工变形,同时还适用不同结构形状零件的柔性装夹装置,既保证产品的质量,又能提高产品的加工效率,并且降低加工成本。
技术实现思路
1、本发明的目的在于设计一种控制薄壁类零件变形的柔性装夹装置及装夹方法,该柔性装夹装置一方面可以增加薄壁零件的刚性,另一方面可以通过调整装夹装置上定位装置和辅助支撑的位置,来适应不同结构薄壁零件的装夹,使其该装夹装置具有通用性,从而大幅降低不同结构薄壁零件的加工制造成本;控制零件加工变形,保证零件产品的质量,提高零件加工效率。
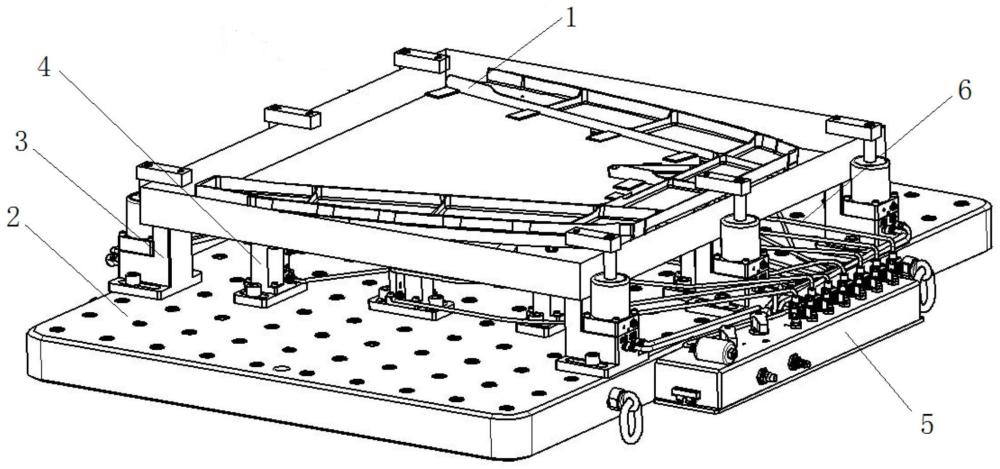
2、一种控制薄壁类零件变形的柔性装夹装置,其特征在于,含有固定台面、定位装夹单元和支撑吸附单元,所述的固定台面上设有多个均匀布置的安装孔,在固定台面的一侧还有气源连接组件,在固定台面上薄壁零件的周边,设有多个固定在连接孔上的定位装夹单元,定位装夹单元通过压板和定位块对薄壁零件的周边进行压紧定位,在固定台面上薄壁零件的底部,设有多个固定在连接孔上的支撑吸附单元,支撑吸附单元通过真空吸盘和支撑杆对薄壁零件的底面进行吸附支撑,定位装夹单元和支撑吸附单元的工作气路与固定台面一侧的气源连接组件连接。
3、所述的控制薄壁类零件变形的柔性装夹装置,其特征在于,所述的定位装夹单元,含有压板、定位支撑杆、升降台、定位块,所述的定位块的底部设有腰形孔用于与固定台面连接孔的柔性连接,升降台固定在定位块中部台阶上,升降台通过气压控制定位支撑杆的伸缩,升降台的工作气路与气源连接组件连接,定位支撑杆的顶部设有压板,压板与定位块的顶面距离通过支撑杆的伸缩可调,零件边缘夹紧在压板与定位块的顶面之间,实施对零件边缘的压紧定位。
4、所述的控制薄壁类零件变形的柔性装夹装置,其特征在于,升降台工作气路的进气口和抽气口设在定位块上,进气口和抽气口通过管路与气源连接组件上对应的进气口和抽气口连通。
5、所述的控制薄壁类零件变形的柔性装夹装置,其特征在于,所述的支撑吸附单元,含有真空吸盘,吸附支撑杆和吸附块,所述的吸附块的底部设有腰形孔用于与固定台面连接孔的柔性连接,吸附块通过气压控制吸附支撑杆的伸缩,吸附块的工作气路与气源连接组件连接,吸附支撑杆的顶部设有真空吸盘,真空吸盘的吸附面与零件底面高度匹配,实施对薄壁零件底面的吸附支撑。
6、所述的控制薄壁类零件变形的柔性装夹装置,其特征在于,所述吸附块工作气路的进气口和抽气口通过管路与气源连接组件上对应的进气口和抽气口连通。
7、一种控制薄壁类零件变形的柔性装夹方法,其特征在于包含以下内容:1)使用上述的任一项控制薄壁类零件变形的柔性装夹装置;2)将固定台面放置在机床工作台上,并在机床上找正固定;3)根据薄壁类零件的形状,将多个定位装夹单元布置在固定台面上,调整定位装夹单元的位置和高度,用定位装夹单元的压板与定位块顶面将薄壁类零件的工艺边缘夹紧,再将定位装夹单元与固定台面固定;4)将多个支撑吸附单元放置在薄壁类零件的底部适当位置,调整支撑吸附单元的位置和高度,使支撑吸附单元顶部的真空吸盘吸附支撑在薄壁类零件的底部,再将支撑吸附单元的底部与固定台面固定。
8、本发明的优点在于,通过能起到支撑作用及连接吸附零件的方法和装置,一方面降低了零件在加工过程中因结构强度弱而产生的加工震颤、变形等问题,提高零件加工质量;另一方面可针对不同薄壁零件的结构特点因地制宜的选取与零件的连接位置、方式、数量;不再受制于专用真空铣具的束缚,可以解决相似薄壁类零件的吸附固定问题,不会对零件表面质量造成损伤,安全性、可靠性高。同时可减少专用真空铣具的申请,提升效率,节约成本。
技术特征:
1.一种控制薄壁类零件变形的柔性装夹装置,其特征在于,含有固定台面、定位装夹单元和支撑吸附单元,所述的固定台面上设有多个均匀布置的安装孔,在固定台面的一侧还有气源连接组件,在固定台面上薄壁零件的周边,设有多个固定在连接孔上的定位装夹单元,定位装夹单元通过压板和定位块对薄壁零件的周边进行压紧定位,在固定台面上薄壁零件的底部,设有多个固定在连接孔上的支撑吸附单元,支撑吸附单元通过真空吸盘和支撑杆对薄壁零件的底面进行吸附支撑,定位装夹单元和支撑吸附单元的工作气路与固定台面一侧的气源连接组件连接。
2.如权利要求1所述的控制薄壁类零件变形的柔性装夹装置,其特征在于,所述的定位装夹单元,含有压板、定位支撑杆、升降台、定位块,所述的定位块的底部设有腰形孔用于与固定台面连接孔的柔性连接,升降台固定在定位块中部台阶上,升降台通过气压控制定位支撑杆的伸缩,升降台的工作气路与气源连接组件连接,定位支撑杆的顶部设有压板,压板与定位块的顶面距离通过支撑杆的伸缩可调,零件边缘夹紧在压板与定位块的顶面之间,实施对零件边缘的压紧定位。
3.如权利要求2所述的控制薄壁类零件变形的柔性装夹装置,其特征在于,升降台工作气路的进气口和抽气口设在定位块上,进气口和抽气口通过管路与气源连接组件上对应的进气口和抽气口连通。
4.如权利要求1所述的控制薄壁类零件变形的柔性装夹装置,其特征在于,所述的支撑吸附单元,含有真空吸盘,吸附支撑杆和吸附块,所述的吸附块的底部设有腰形孔用于与固定台面连接孔的柔性连接,吸附块通过气压控制吸附支撑杆的伸缩,吸附块的工作气路与气源连接组件连接,吸附支撑杆的顶部设有真空吸盘,真空吸盘的吸附面与零件底面高度匹配,实施对薄壁零件底面的吸附支撑。
5.如权利要求1所述的控制薄壁类零件变形的柔性装夹装置,其特征在于,所述吸附块工作气路的进气口和抽气口通过管路与气源连接组件上对应的进气口和抽气口连通。
6.一种控制薄壁类零件变形的柔性装夹方法,其特征在于包含以下内容:1)使用如权利要求1-5所述的任一项控制薄壁类零件变形的柔性装夹装置;2)将固定台面放置在机床工作台上,并在机床上找正固定;3)根据薄壁类零件的形状,将多个定位装夹单元布置在固定台面上,调整定位装夹单元的位置和高度,用定位装夹单元的压板与定位块顶面将薄壁类零件的工艺边缘夹紧,再将定位装夹单元与固定台面固定;4)将多个支撑吸附单元放置在薄壁类零件的底部适当位置,调整支撑吸附单元的位置和高度,使支撑吸附单元顶部的真空吸盘吸附支撑在薄壁类零件的底部,再将支撑吸附单元的底部与固定台面固定。
技术总结
一种控制薄壁类零件变形的柔性装夹装置及装夹方法,含有固定台面、定位装夹单元和支撑吸附单元,所述的固定台面上设有多个均匀布置的安装孔,在固定台面的一侧还有气源连接组件,在固定台面上薄壁零件的周边,设有多个固定在连接孔上的定位装夹单元,定位装夹单元通过压板和定位块对薄壁零件的周边进行压紧定位,在固定台面上薄壁零件的底部,设有多个固定在连接孔上的支撑吸附单元,支撑吸附单元通过真空吸盘和支撑杆对薄壁零件的底面进行吸附支撑,定位装夹单元和支撑吸附单元的工作气路与固定台面一侧的气源连接组件连接。
技术研发人员:韩鹏,粟嘉宝,杨晓冬,潘张彪,李峰,徐龙,董海波,卢国伟,张展宁
受保护的技术使用者:中航西安飞机工业集团股份有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!