一种振动成型系统的制作方法
本发明涉及机械加工设备,尤其是涉及一种振动成型系统。
背景技术:
1、在电解铝行业,充当电极的预焙阳极碳块参与反应而成为工业消耗品,在提倡节能减排的政策下,预焙阳极炭素行业也得到了资源整合,一些产能低、能耗大的企业逐渐被淘汰。目前,碳素厂家对预焙阳极炭块生产线的产能和生产成本及产品质量提出了更高的要求,与之配套的阳极振动成型机也需要在生产效率和性能上得到提高。
2、预焙阳极碳块的生产一般采用振动成型机,常规现有的振动成型机采用依附设备外架支撑进行上部加压+下部振动的方式实现炭块的成型,即,罩体、模套和底模闭合后,当利用振动成型机对底模进行振动。
3、本申请人发现现有技术至少存在以下技术问题:产品在生产时,需要在模套上方设置移动加料料仓,加料料仓在接料位接料完毕后,移动至成型工位模套上方放料至模套内部,主机设备占用高度空间较大,此种成型方式在高度空间上的空行程距离较大,严重降低了生产效率;且振动过程振动侧向力对整体设备冲击较大,噪音高,影响设备运行的稳定性。
技术实现思路
1、本发明的目的在于提供一种振动成型系统,以解决现有技术中存在的振动成型系统生产效率低,对设备冲击大的技术问题。本发明提供的诸多技术方案中的优选技术方案所能产生的诸多技术效果详见下文阐述。
2、为实现上述目的,本发明提供了以下技术方案:
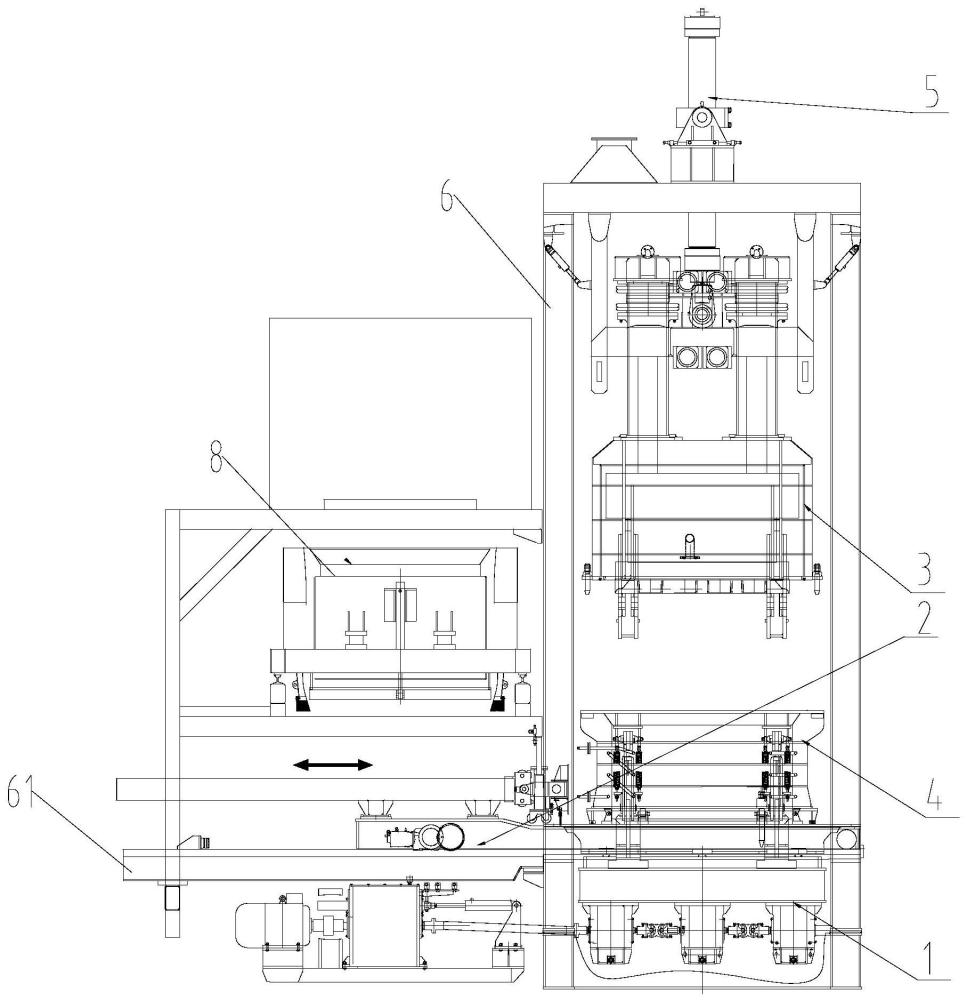
3、本发明提供的振动成型系统,包括主机架、振动台、移动车和真空罩组件,其中:
4、所述主机架连接有轨道,所述移动车在接料工位和成型工位之间沿所述轨道可往复移动的设置;
5、所述振动台上设置有减震气囊和支撑台,所述减震气囊连接于所述振动台和所述支撑台之间,所述减震气囊处于放气收缩状态时,所述移动车与模具组件相连接,所述减震气囊处于充气膨胀状态时,所述支撑台将所述模具组件托起至与所述移动车脱离的位置;所述真空罩组件在竖直方向上可移动的设置,从而与模具组件密封连接或分离。
6、优选的,所述模具组件包括底模和模套,所述模套固定于所述底模上,所述减震气囊处于放气收缩状态时,所述移动车与所述底模相连接,所述减震气囊处于充气膨胀状态时,所述支撑台将所述底模托起至与所述移动车脱离的位置;
7、所述移动车上连接有油包加热装置,所述油包加热装置与所述底模、所述模套之间通过热管连通,用于对所述底模、所述模套加热。
8、优选的,所述振动成型系统还包括锁紧机构,所述锁紧机构位于所述支撑台上,所述真空罩组件上设置有挂钩部,所述真空罩组件与所述模具组件密封定位时,所述锁紧机构与所述挂钩部卡接固定,从而将所述真空罩组件、所述模具组件锁紧。
9、优选的,所述锁紧机构包括支撑杆、转动块、第一驱动装置和复位弹性件,其中:
10、所述支撑杆、所述第一驱动装置固定于所述支撑台上,所述转动块转动连接于所述支撑杆上;
11、所述第一驱动装置的伸缩端与所述转动块的一端转动连接,所述转动块的另一端设置有凸轴,所述第一驱动装置用于驱动所述转动块转动,从而使所述凸轴与所述挂钩部卡接固定或脱离;
12、所述复位弹性件的一端固定于所述支撑台上,另一端与所述转动块的背离所述凸轴的一端连接。
13、优选的,所述移动车上设置有推块机构,所述推块机构包括第二驱动装置和推头导向架,其中:
14、所述推头导向架固定于所述第二驱动装置的伸缩端,用于在所述第二驱动装置的驱动下水平移动,从而将所述模具组件上的成品从所述成型工位推动至下线工位。
15、优选的,所述推块机构上设置有喷油装置,用于向所述模具组件上喷射润滑油;所述移动车上设置有轨道清扫装置。
16、优选的,所述轨道的一端或两端设置有定位挡块,所述定位挡块用于防止所述移动车脱离所述轨道。
17、优选的,所述真空罩组件包括罩体、压重导向轴和加压气囊,其中:
18、所述加压气囊固定于所述罩体上部,所述压重导向轴与所述加压气囊固定连接,所述压重导向轴的下端固定有模具压头,所述加压气囊膨胀时,用于推动所述压重导向轴下移,以使所述模具压头在所述罩体与所述模具组件密封锁紧时对所述模具组件内的原料加压。
19、优选的,所述振动成型系统还包括升降驱动装置,所述升降驱动装置的伸缩端与所述真空罩组件连接,用于带动所述真空罩组件竖直升降;
20、所述主机架上设置有导向轨,所述导向轨竖直设置,所述真空罩组件上设置有滚轮,所述滚轮与所述导向轨滚动连接。
21、优选的,所述振动成型系统还包括加料装置,所述加料装置位于所述接料工位,并设置于所述轨道上方。
22、本发明提供的振动成型系统,与现有技术相比,具有如下有益效果:振动台上的减震气囊处于收缩状态时,移动车与模具组件相连接,移动车沿轨道移动,从而带动模具组件在接料工位和成型工位之间往复移动,分别实现向模具组件内加料、在成型工位生产,通过模套移动接料替代了移动加料料仓,降低主机架设备高度,降低设备成型过程的空行程,提高生产效率;气囊处于充气膨胀状态时,支撑台将模具组件托起至与移动车脱离的位置,便于真空罩组件与模具组件密封连接,防止振动台振动损坏移动车,且减震气囊能够减轻振动对设备的冲击,保证振动成型系统稳定运行。
技术特征:
1.一种振动成型系统,其特征在于,包括主机架、振动台、移动车和真空罩组件,其中:
2.根据权利要求1所述的振动成型系统,其特征在于,所述模具组件包括底模和模套,所述模套固定于所述底模上,所述减震气囊处于放气收缩状态时,所述移动车与所述底模相连接,所述减震气囊处于充气膨胀状态时,所述支撑台将所述底模托起至与所述移动车脱离的位置;
3.根据权利要求1所述的振动成型系统,其特征在于,所述振动成型系统还包括锁紧机构,所述锁紧机构位于所述支撑台上,所述真空罩组件上设置有挂钩部,所述真空罩组件与所述模具组件密封定位时,所述锁紧机构与所述挂钩部卡接固定,从而将所述真空罩组件、所述模具组件锁紧。
4.根据权利要求3所述的振动成型系统,其特征在于,所述锁紧机构包括支撑杆、转动块、第一驱动装置和复位弹性件,其中:
5.根据权利要求1所述的振动成型系统,其特征在于,所述移动车上设置有推块机构,所述推块机构包括第二驱动装置和推头导向架,其中:
6.根据权利要求5所述的振动成型系统,其特征在于,所述推块机构上设置有喷油装置,用于向所述模具组件上喷射润滑油;所述移动车上设置有轨道清扫装置。
7.根据权利要求1所述的振动成型系统,其特征在于,所述轨道的一端或两端设置有定位挡块,所述定位挡块用于防止所述移动车脱离所述轨道。
8.根据权利要求1所述的振动成型系统,其特征在于,所述真空罩组件包括罩体、压重导向轴和加压气囊,其中:
9.根据权利要求1或8所述的振动成型系统,其特征在于,所述振动成型系统还包括升降驱动装置,所述升降驱动装置的伸缩端与所述真空罩组件连接,用于带动所述真空罩组件竖直升降;
10.根据权利要求1所述的振动成型系统,其特征在于,所述振动成型系统还包括加料装置,所述加料装置位于所述接料工位,并设置于所述轨道上方。
技术总结
本发明提供了一种振动成型系统,涉及机械加工设备领域,解决了振动成型系统生产效率低,对设备冲击大的问题。该振动成型系统包括主机架、振动台、移动车和真空罩组件,主机架连接有轨道,移动车在接料工位和成型工位之间沿轨道可往复移动的设置;振动台上设置有减震气囊和支撑台,减震气囊连接于振动台和支撑台之间,减震气囊处于放气收缩状态时,移动车与模具组件相连接,减震气囊处于充气膨胀状态时,支撑台将模具组件托起至与移动车脱离的位置;真空罩组件在竖直方向上可移动的设置,从而与模具组件密封连接或分离。气囊处于充气膨胀状态时,支撑台将模具组件托起至与移动车脱离的位置,减震气囊能够减轻振动对设备的冲击,保证振动成型系统稳定运行。
技术研发人员:关小敏,胡英豪,史鹏飞,任鹏飞,刘汉雷,赵有福,宋志超,张金龙,张炎东
受保护的技术使用者:洛阳震动机械有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!