一种DVD机架智能组装生产线及组装工艺的制作方法
本发明涉及dvd机架智能组装,具体为一种dvd机架智能组装生产线及组装工艺。
背景技术:
1、dvd机芯是光驱的主要组成部分,包括光电管、聚焦透镜等光学元件组成的激光头机芯,以及配合激光头运行的机芯架,dvd机芯架由机架以及安装在机架上的马达、齿轮和电路板等组成。
2、目前,现有的dvd机芯架组装工序复杂,零件众多,以前全靠人工组装,效率低下,成本居高不下,后有开发部分工序的自动化设备,但由于不能全工序组装,造成车间物料流动混乱,不易管理。
技术实现思路
1、本发明的目的在于提供一种dvd机架智能组装生产线及组装工艺,以解决上述背景技术中提出的技术问题。
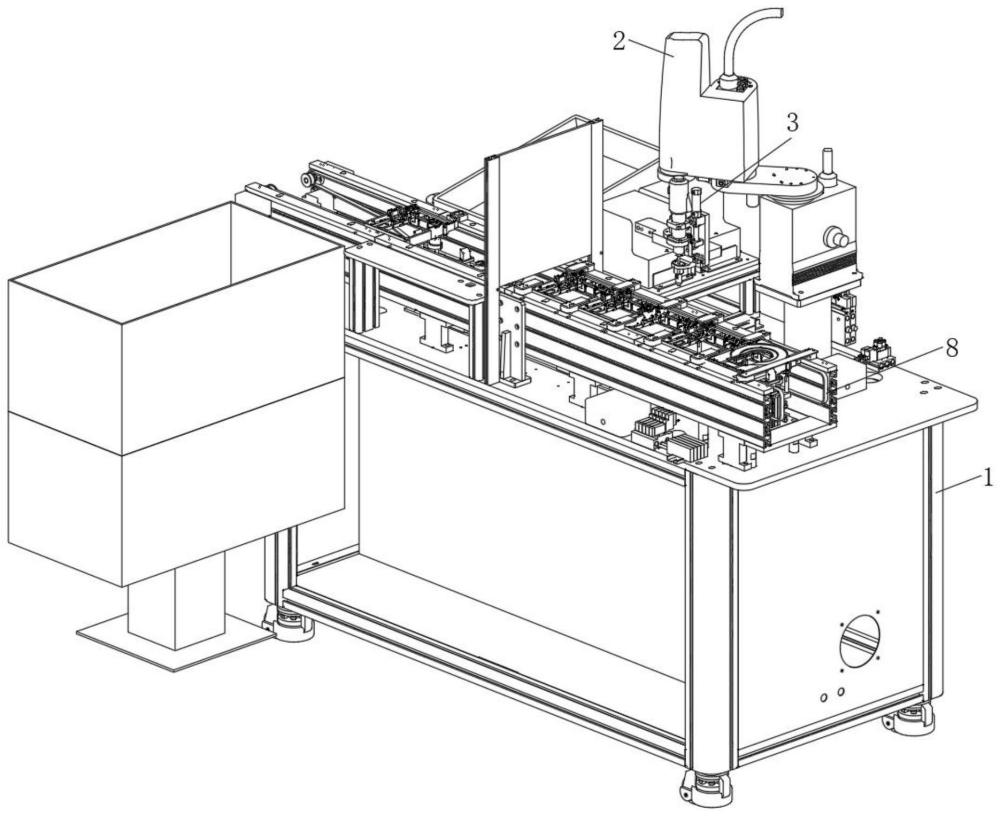
2、为实现上述目的,本发明提供如下技术方案:一种dvd机架智能组装生产线及组装工艺,包括工作台,所述工作台的顶端设置有送料结构,所述工作台的顶端位于送料结构的后端设置有一号机械臂,所述一号机械臂底端的一侧设置有一号打螺丝机构,所述工作台的顶端位于一号机械臂的一侧设置有二号机械臂,所述二号机械臂底端的一侧设置有一号装齿轮机构,所述工作台的顶端位于二号机械臂的一侧设置有三号机械臂,所述三号机械臂底端的一侧设置有二号装齿轮机构,所述工作台的顶端位于三号机械臂的一侧设置有四号机械臂,所述四号机械臂底端的一侧设置有三号装齿轮机构,所述工作台的顶端位于四号机械臂的一侧设置有打销钉机构,所述工作台的顶端位于打销钉机构的一侧设置有齿条装配结构,所述工作台的顶端位于齿条装配结构的一侧设置有托盘放置框,所述工作台的顶端设置有位于送料结构与托盘放置框之间的托盘装配结构,所述工作台顶端的安装架内设置有桥架装配机构,所述工作台的顶端位于安装架的一侧设置有电路板装配结构,所述工作台的顶端位于电路板装配结构的一侧设置有二号打螺丝机构。
3、优选的,所述一号打螺丝机构由一号导轨架、一号电动推杆、一号滑轨架、一号驱动电机和一号打螺丝头组成,所述一号导轨架安装在一号机械臂底端的一侧,所述一号滑轨架滑动连接在一号导轨架的外表面。
4、优选的,所述一号电动推杆安装在一号导轨架的底端,且一号电动推杆的一端与一号滑轨架连接,所述一号驱动电机安装在一号滑轨架的顶端,且一号驱动电机的输出端安装有一号打螺丝头。
5、优选的,所述二号装齿轮机构、三号装齿轮机构与一号装齿轮机构的结构相同,所述一号装齿轮机构由二号导轨架、二号滑轨架和定位结构组成,所述二号导轨架设置在二号机械臂底端的一侧,所述二号滑轨架滑动连接在二号导轨架的外表面,所述定位结构安装在二号滑轨架的底端。
6、优选的,所述打销钉机构由三号导轨架、四号滑轨架、二号电动推杆、三号滑轨架、二号驱动电机和打销钉头组成,所述三号导轨架安装在工作台的顶端,所述四号滑轨架滑动连接在三号导轨架的外表面。
7、优选的,所述二号电动推杆对称安装在四号滑轨架的顶端,所述三号滑轨架滑动连接在四号滑轨架的外表面,所述二号驱动电机安装在三号滑轨架的顶端,所述二号驱动电机的输出端连接有打销钉头。
8、优选的,所述桥架装配机构由四号导轨架、五号滑轨架、三号电动推杆和夹持臂组成,所述四号导轨架安装在安装架内侧的顶端,所述五号滑轨架滑动连接在四号导轨架的外表面,所述三号电动推杆安装在五号滑轨架内侧的顶端,所述夹持臂对称安装在五号滑轨架的前端。
9、优选的,所述二号打螺丝机构由五号导轨架、四号电动推杆、六号滑轨架、三号驱动电机和二号打螺丝头组成,所述五号导轨架安装在工作台的顶端,所述六号滑轨架滑动连接在五号导轨架的外表面,所述四号电动推杆安装在五号导轨架的顶端,且四号电动推杆的一端与六号滑轨架连接,所述三号驱动电机安装在六号滑轨架的顶端,所述三号驱动电机的输出端连接有二号打螺丝头。
10、优选的,所述工作台的一侧设置有与送料结构相匹配的导料板,所述导料板倾斜设置。
11、一种dvd机架智能组装工艺,包括以下操作步骤:
12、s1、安装马达,并采用一号打螺丝机构打两颗马达螺丝;
13、s2、点齿轮油,通过一号装齿轮机构与二号机械臂的配合安装马达齿轮及装载齿轮c;
14、s3、通过三号机械臂与二号装齿轮机构的配合压入马达齿轮并安装进给齿轮a及装载齿轮a;
15、s4、通过四号机械臂与三号装齿轮机构的配合安装进给齿轮b及装载齿轮b;
16、s5、采用打销钉机构打两颗齿轮销钉,并点托盘油;
17、s6、采用齿条装配结构安装齿条,并齿条点油;
18、s7、通过托盘放置框与托盘装配结构的配合安装托盘;
19、s8、采用桥架装配机构安装桥架;
20、s9、将线路板翻转,并采用电路板装配结构安装线路板;
21、s10、采用二号打螺丝机构打两颗线路板螺丝。
22、与现有技术相比,本发明的有益效果是:
23、本发明通过一号打螺丝机构、打销钉机构、一号装齿轮机构、桥架装配机构、送料结构、二号装齿轮机构、三号装齿轮机构、齿条装配结构、托盘装配结构和电路板装配结构构成全工序流水线,且该全工序流水线由10台设备组成,可以从装马达开始到装电路板结束,并且中间包含齿轮、螺丝、齿条、托盘、桥架加工所需要的安装工位,同时含自动翻转机芯架工位,可以使得整个机芯架从空架上线到两面零件安装完成都在一条流水线上流动,节省数十名人工,车间物流大为优化,成本大大降低,并提高了产品的质量。
技术特征:
1.一种dvd机架智能组装生产线,包括工作台(1),其特征在于:所述工作台(1)的顶端设置有送料结构(8),所述工作台(1)的顶端位于送料结构(8)的后端设置有一号机械臂(2),所述一号机械臂(2)底端的一侧设置有一号打螺丝机构(3),所述工作台(1)的顶端位于一号机械臂(2)的一侧设置有二号机械臂(16),所述二号机械臂(16)底端的一侧设置有一号装齿轮机构(5),所述工作台(1)的顶端位于二号机械臂(16)的一侧设置有三号机械臂(9),所述三号机械臂(9)底端的一侧设置有二号装齿轮机构(10),所述工作台(1)的顶端位于三号机械臂(9)的一侧设置有四号机械臂(12),所述四号机械臂(12)底端的一侧设置有三号装齿轮机构(11),所述工作台(1)的顶端位于四号机械臂(12)的一侧设置有打销钉机构(4),所述工作台(1)的顶端位于打销钉机构(4)的一侧设置有齿条装配结构(13),所述工作台(1)的顶端位于齿条装配结构(13)的一侧设置有托盘放置框(14),所述工作台(1)的顶端设置有位于送料结构(8)与托盘放置框(14)之间的托盘装配结构(15),所述工作台(1)顶端的安装架内设置有桥架装配机构(6),所述工作台(1)的顶端位于安装架的一侧设置有电路板装配结构(17),所述工作台(1)的顶端位于电路板装配结构(17)的一侧设置有二号打螺丝机构(7)。
2.根据权利要求1所述的一种dvd机架智能组装生产线,其特征在于:所述一号打螺丝机构(3)由一号导轨架(301)、一号电动推杆(302)、一号滑轨架(303)、一号驱动电机(304)和一号打螺丝头(305)组成,所述一号导轨架(301)安装在一号机械臂(2)底端的一侧,所述一号滑轨架(303)滑动连接在一号导轨架(301)的外表面。
3.根据权利要求2所述的一种dvd机架智能组装生产线,其特征在于:所述一号电动推杆(302)安装在一号导轨架(301)的底端,且一号电动推杆(302)的一端与一号滑轨架(303)连接,所述一号驱动电机(304)安装在一号滑轨架(303)的顶端,且一号驱动电机(304)的输出端安装有一号打螺丝头(305)。
4.根据权利要求1所述的一种dvd机架智能组装生产线,其特征在于:所述二号装齿轮机构(10)、三号装齿轮机构(11)与一号装齿轮机构(5)的结构相同,所述一号装齿轮机构(5)由二号导轨架(501)、二号滑轨架(502)和定位结构(503)组成,所述二号导轨架(501)设置在二号机械臂(16)底端的一侧,所述二号滑轨架(502)滑动连接在二号导轨架(501)的外表面,所述定位结构(503)安装在二号滑轨架(502)的底端。
5.根据权利要求1所述的一种dvd机架智能组装生产线,其特征在于:所述打销钉机构(4)由三号导轨架(401)、四号滑轨架(402)、二号电动推杆(403)、三号滑轨架(404)、二号驱动电机(405)和打销钉头(406)组成,所述三号导轨架(401)安装在工作台(1)的顶端,所述四号滑轨架(402)滑动连接在三号导轨架(401)的外表面。
6.根据权利要求5所述的一种dvd机架智能组装生产线,其特征在于:所述二号电动推杆(403)对称安装在四号滑轨架(402)的顶端,所述三号滑轨架(404)滑动连接在四号滑轨架(402)的外表面,所述二号驱动电机(405)安装在三号滑轨架(404)的顶端,所述二号驱动电机(405)的输出端连接有打销钉头(406)。
7.根据权利要求1所述的一种dvd机架智能组装生产线,其特征在于:所述桥架装配机构(6)由四号导轨架(601)、五号滑轨架(602)、三号电动推杆(603)和夹持臂(604)组成,所述四号导轨架(601)安装在安装架内侧的顶端,所述五号滑轨架(602)滑动连接在四号导轨架(601)的外表面,所述三号电动推杆(603)安装在五号滑轨架(602)内侧的顶端,所述夹持臂(604)对称安装在五号滑轨架(602)的前端。
8.根据权利要求1所述的一种dvd机架智能组装生产线,其特征在于:所述二号打螺丝机构(7)由五号导轨架(701)、四号电动推杆(702)、六号滑轨架(703)、三号驱动电机(704)和二号打螺丝头(705)组成,所述五号导轨架(701)安装在工作台(1)的顶端,所述六号滑轨架(703)滑动连接在五号导轨架(701)的外表面,所述四号电动推杆(702)安装在五号导轨架(701)的顶端,且四号电动推杆(702)的一端与六号滑轨架(703)连接,所述三号驱动电机(704)安装在六号滑轨架(703)的顶端,所述三号驱动电机(704)的输出端连接有二号打螺丝头(705)。
9.根据权利要求1所述的一种dvd机架智能组装生产线,其特征在于:所述工作台(1)的一侧设置有与送料结构(8)相匹配的导料板(18),所述导料板(18)倾斜设置。
10.一种dvd机架智能组装工艺,其特征在于,包括以下操作步骤:
技术总结
本发明公开了一种DVD机架智能组装生产线及组装工艺,涉及DVD机架智能组装技术领域,包括工作台,所述工作台的顶端设置有送料结构。本发明通过一号打螺丝机构、打销钉机构、一号装齿轮机构、桥架装配机构、送料结构、二号装齿轮机构、三号装齿轮机构、齿条装配结构、托盘装配结构和电路板装配结构构成全工序流水线,且该全工序流水线由10台设备组成,可以从装马达开始到装电路板结束,并且中间包含齿轮、螺丝、齿条、托盘、桥架加工所需要的安装工位,同时含自动翻转机芯架工位,可以使得整个机芯架从空架上线到两面零件安装完成都在一条流水线上流动,节省数十名人工,车间物流大为优化,成本大大降低,并提高了产品的质量。
技术研发人员:王关根
受保护的技术使用者:中山市博美电子科技有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!