一种新能源减速器壳体双面高精度定位锯切工装的制作方法
本发明涉及机械加工,特别是涉及一种新能源减速器壳体双面高精度定位锯切工装。
背景技术:
1、减速器是新能源动力总成关键零部件。小型化、轻量化、集成化是电驱动未来趋势,通过将驱动电机、逆变器,减速器三个部件一体化、集成化,可以实现轻量化、高效、小型化,同时降低成本,在一定程度上解放空间、利于整车布置。
2、由于新能源减速器壳体产品小型化、轻量化、集成化特点,其壁厚较薄(一般设计为3.3~4mm)、产品精度要求高等结构设计特征,造成铸造工艺难度高,模具结构复杂;铸件整修处理工艺及工装要求提高;同时对机加工设备精度要求高,加工工艺难度提升。
3、新能源减速器壳体铸件铸造工艺有以下特点:
4、采用六开模成型(且多处位置由砂芯成型),铸件的整体轮廓度稳定性波动大,轮廓度达到2.0。
5、由于低压铸造工艺特点,在产品的两侧分别存在进料口和冒口,需要锯切两刀;
6、铸件带浇口和冒口的重量达40kg,铸件无法采用人工手法锯切去除浇冒口;
7、铸件切割面的最大轮廓达到400x500x400,冒口切割截面范围大,为了保证锯切残留稳定,对锯切调试困难,需要花费大量的时间进行调整,保证铸件切割面与锯切方向保证平行。
8、由于铸件存在以上特点,使用常规锯切工装会导致锯切定位波动大的问题。
技术实现思路
1、本发明目的是针对背景技术中存在的问题,提出一种新能源减速器壳体双面高精度定位锯切工装,通过增加高精度可控旋转轴来实现快速调整,保证铸件切割面与锯切方向保证平行,达到减小开班锯切时间。并通过旋转轴可以实现一次装夹完成两次锯切,从而减小单个产品锯切循环时间。
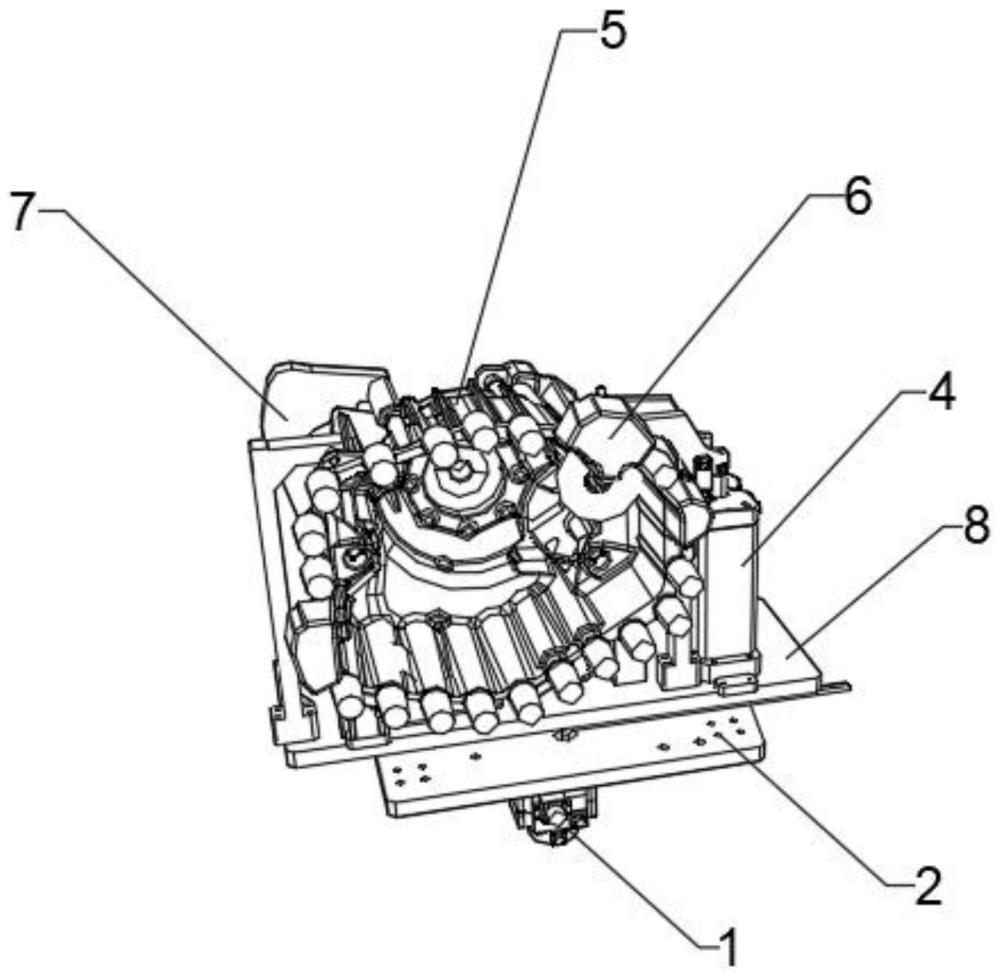
2、本发明的技术方案,一种新能源减速器壳体双面高精度定位锯切工装,包括可控转轴、转轴固定板、转轴连接板和铸件定位及压紧组件,可控转轴、转轴固定板和转轴连接板组成转向系统,驱动安装在转向系统上的铸件定位及压紧组件转动角度;
3、铸件定位及压紧组件用于对铸件安装固定;
4、工装整体安装到锯切设备上,并将铸件通过铸件定位及压紧组件固定;调整转向系统使铸件的切割面与锯切方向平行,锯切浇口;
5、再通过转向系统调整铸件旋转180度,锯切冒口。
6、优选的,可控转轴固定设置在转轴固定板上;
7、转轴连接板固定在可控转轴上,并位于转轴固定板的上方;
8、铸件定位和压紧组件固定在转轴连接板上,转轴固定板用于与锯切设备连接;可控转轴的输出端驱动转轴连接板转动。
9、优选的,可控转轴为伺服电机。
10、优选的,铸件定位及压紧组件包括固定板、第一滑动块、第二滑动块、第一支撑块、第二支撑块、第三支撑块、第一定位块、第二定位块、第三定位块、第一压紧件、第二压紧件和第三压紧件;
11、固定板与转轴连接板固定连接;
12、第一滑动块和第二滑动块均设置在固定板上,用于对铸件的底部进行承托及导向;
13、第一支撑块、第二支撑块和第三支撑块均设置在固定板上,并位于固定板远离锯切方向的一侧;第一支撑块、第二支撑块和第三支撑块用于对铸件的底部进行支撑;
14、第一定位块、第二定位块和第三定位块均设置在固定板上,并位于固定板靠近锯切方向的一侧;第一定位块、第二定位块和第三定位块用于对铸件进行定位;
15、第一压紧件、第二压紧件和第三压紧件均设置在固定板上,其中第一压紧件设置在第一支撑块的一侧,对铸件的下部进行压紧;
16、第二压紧件和第三压紧件均设置在第二定位块的一侧,且第二压紧件和第三压紧件保持对称设置;第二压紧件和第三压紧件对铸件的顶部进行压紧。
17、优选的,第一滑动块和第二滑动块的顶部设置有与铸件底部相匹配的仿形部。
18、优选的,铸件沿着第一滑动块和第二滑动块的仿形部在y轴方向上运动。
19、优选的,第一压紧件、第二压紧件和第三压紧件均为液压压紧机构。
20、优选的,第一定位块上设置定位面特征c2;第二定位块上设置定位面特征a2;第三定位块上设置定位面特征b2;
21、铸件上设置第一定位件、第二定位件和第三定位件;
22、第一定位件为圆孔特征a1,与第二定位块上的定位面特征a2对应;
23、第二定位件为腰型孔特征b1,与第三定位块上的定位面特征b2对应;
24、第三定位件为平面特征c1,与第一定位块上的定位面特征c2对应。
25、与现有技术相比,本发明具有如下有益的技术效果:
26、本发明通过精度可控转轴实现高精度调整旋转角度,在锯切工装上使用一个圆孔和一个腰型孔进行高精度定位,保证铸件在工装中的稳定性,可以通过高精度可控转轴实现快速将铸件切割面与锯切方向保证平行,实现装夹一次铸件完成铸件两侧面浇口和冒口的锯切工作,有效降低了因多次转换工装装夹,造成产品挤压变形质量问题。
技术特征:
1.一种新能源减速器壳体双面高精度定位锯切工装,包括可控转轴(1)、转轴固定板(2)、转轴连接板(3)和铸件定位及压紧组件(4),其特征在于,可控转轴(1)、转轴固定板(2)和转轴连接板(3)组成转向系统,驱动安装在转向系统上的铸件定位及压紧组件(4)转动角度;
2.根据权利要求1所述的一种新能源减速器壳体双面高精度定位锯切工装,其特征在于,转向系统中,可控转轴(1)固定设置在转轴固定板(2)上;
3.根据权利要求1所述的一种新能源减速器壳体双面高精度定位锯切工装,其特征在于,可控转轴(1)为伺服电机。
4.根据权利要求1所述的一种新能源减速器壳体双面高精度定位锯切工装,其特征在于,铸件定位及压紧组件(4)包括固定板(8)、第一滑动块(91)、第二滑动块(92)、第一支撑块(121)、第二支撑块(122)、第三支撑块(123)、第一定位块(10)、第二定位块(13)、第三定位块(14)、第一压紧件(111)、第二压紧件(112)和第三压紧件(113);
5.根据权利要求4所述的一种新能源减速器壳体双面高精度定位锯切工装,其特征在于,第一滑动块(91)和第二滑动块(92)的顶部设置有与铸件(5)底部相匹配的仿形部。
6.根据权利要求5所述的一种新能源减速器壳体双面高精度定位锯切工装,其特征在于,铸件(5)沿着第一滑动块(91)和第二滑动块(92)的仿形部在y轴方向上运动。
7.根据权利要求4所述的一种新能源减速器壳体双面高精度定位锯切工装,其特征在于,第一压紧件(111)、第二压紧件(112)和第三压紧件(113)均为液压压紧机构。
8.根据权利要求1所述的一种新能源减速器壳体双面高精度定位锯切工装,其特征在于,第一定位块(10)上设置定位面特征c2;第二定位块(13)上设置定位面特征a2;第三定位块(14)上设置定位面特征b2;
技术总结
本发明涉及机械加工技术领域,特别是涉及一种新能源减速器壳体双面高精度定位锯切工装。其包括可控转轴、转轴固定板、转轴连接板和铸件定位及压紧组件,可控转轴、转轴固定板和转轴连接板组成转向系统,驱动安装在转向系统上的铸件定位及压紧组件转动角度;铸件定位及压紧组件用于对铸件安装固定;工装整体安装到锯切设备上,并将铸件通过铸件定位及压紧组件固定;调整转向系统使铸件的切割面与锯切方向平行,锯切浇口;再通过转向系统调整铸件旋转180度,锯切冒口。本发明通过增加高精度可控旋转轴来实现快速调整,保证铸件切割面与锯切方向保证平行,达到减小开班锯切时间。并通过旋转轴实现一次装夹完成两次锯切,减小单个产品锯切循环时间。
技术研发人员:顾红亮,程学东
受保护的技术使用者:无锡锡南科技股份有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!