一种百万核电低压转子车削装夹找正方法与流程
本发明涉及转子车削装夹找正,具体涉及一种百万核电低压转子车削装夹找正方法。
背景技术:
1、由于百万核电低压转子重量较重,且长度较长,因此双顶尖顶紧的装夹方式不满足其加工需求。同时,采用一夹一托的装夹方式时,夹爪承重约为整根转子的一半,由于受力较大,因此转子长时间运转时,夹爪极易产生裂纹,从而造成安全隐患。
2、因此,提供一种使用于百万核电低压转子车削装夹找正方法,为百万机组转子的车削加工提供了技术保障,成为行业内技术人员亟待解决的技术问题。
技术实现思路
1、本发明的目的是为了解决由于百万核电低压转子重量较重且长度较长,夹爪受力过大易产生裂纹从而造成安全隐患的问题,而提供一种百万核电低压转子车削装夹找正方法。
2、一种百万核电低压转子车削装夹找正方法,按以下步骤进行:
3、步骤1、安装夹爪:
4、将8个夹爪依次安装至机床花盘上,并根据夹持的转子法兰外圆直径φd,将位于机床花盘最下方的3个夹爪调整至正确位置,其他5个夹爪与机床花盘中心的距离大于法兰外圆半径的二分之一;
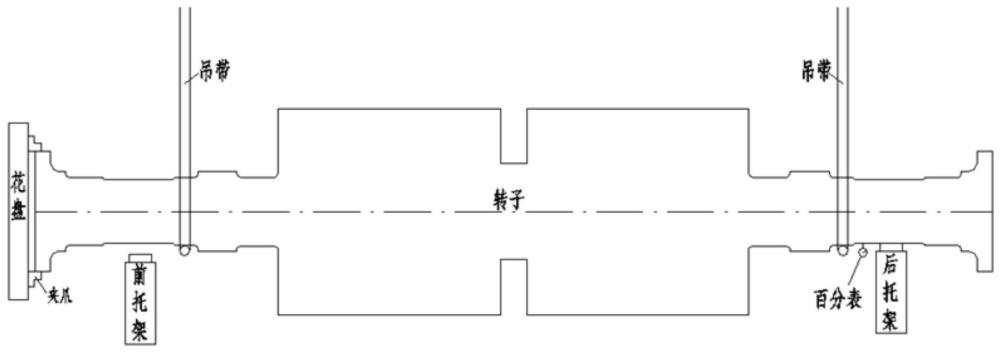
5、步骤2、吊放转子:
6、使用吊梁将转子起吊,并将夹持的转子法兰外圆放置在最下方的3个夹爪上,同时调整后托架位置,使转子的后轴径放置在后托架上;
7、步骤3、浮起后托架:
8、在转子的后轴径外圆底部安装百分表,然后启动后托架供油系统,确认后托架主瓦浮起正常,然后记录后托架的油膜厚度和油压;
9、步骤4、预紧夹爪:
10、使用机械扳手将其余5个夹爪依次拧紧,使夹爪最小力夹紧工件,保证机床带动工件低速旋转;待转子运转稳定后,移走吊梁;
11、步骤5、前轴径粗找正:
12、在转子的前轴径位置安装百分表,回转转子,监测前轴径外圆跳动,并使用机械扳手调整夹爪至前轴径外圆跳动小于0.1mm;
13、步骤6、调整转子与导轨的平行度:
14、在机床刀板上安装百分表,检测转子前后两个叶轮外圆的径向值,计算转子回转中心与机床导轨的不平行量,然后调整后托架的两侧支撑,使转子回转中心与机床导轨的不平行量小于0.01mm;
15、步骤7、调整转子轴串:
16、分别在转子的前轴径凸台端面及后法兰端面上安装百分表,并低速转动转子,监测两轴向端面的串动情况,然后调整后托架主瓦的高度,至转子转动过程向床尾串动的距离小于0.05mm;
17、步骤8、前轴径精找正:
18、在前轴径位置安装百分表,回转转子,监测前轴径外圆跳动,使用液压增力调整夹爪夹紧转子,使前轴径外圆跳动找正小于0.01mm;
19、步骤9、复查转子平行度及轴串:
20、重新步骤6中监测转子回转中心与机床导轨的不平行量,控制不平行量小于0.01mm;重复步骤7中监测两轴向端面的串动情况;若上述转子回转中心与机床导轨的不平行量或两轴向端面的串动情况不合格,则依次释放各夹爪夹紧力,保证机床带动工件低速旋转,重新执行步骤6至步骤9,直至转子回转中心与机床导轨的不平行量及两轴向端面的串动情况均合格;
21、步骤10、浮起前托架:
22、在前轴径外圆底部安装百分表,启动前托架供油系统,然后确认前托架主瓦浮起正常,然后记录前托架油膜厚度和油压;
23、步骤11、复查转子平行度及轴串:
24、重复步骤6中监测转子回转中心与机床导轨的不平行量,控制不平行量小于0.01mm;重复步骤7中监测两轴向端面的串动情况;若转子回转中心与机床导轨的不平行量或两轴向端面的串动情况不合格,则松开前托架,重新执行步骤7至步骤11,直至转子平行度及轴串情况合格,完成百万核电低压转子车削装夹找正。
25、本发明的有益效果:
26、本发明对于百万核电低压转子制定了夹爪夹持及双托架支撑的装夹方式,由机床前托架支撑转子前轴径以分担机床夹爪的受力,确保了转子运转过程中的安全性。同时通过实际加工验证了此装夹找正方案的可行性,形成了一种使用于百万核电低压转子车削装夹找正方法,为百万机组转子的车削加工提供了技术保障,有效解决了由于百万核电低压转子重量较重且长度较长,夹爪受力过大易产生裂纹从而造成安全隐患的问题。
27、本发明可获得一种百万核电低压转子车削装夹找正方法。
技术特征:
1.一种百万核电低压转子车削装夹找正方法,其特征在于该方法按以下步骤进行:
2.根据权利要求1所述的一种百万核电低压转子车削装夹找正方法,其特征在于步骤2中前托架不与转子的前轴径接触。
3.根据权利要求1所述的一种百万核电低压转子车削装夹找正方法,其特征在于步骤2中使用吊梁并通过在转子的前轴径和后轴径分别套上吊带的方式将转子起吊。
4.根据权利要求1或3所述的一种百万核电低压转子车削装夹找正方法,其特征在于步骤4中待转子运转稳定后,拆除吊带并移走吊梁。
5.根据权利要求1所述的一种百万核电低压转子车削装夹找正方法,其特征在于步骤6中选择位置对称、轴向跨距较大、外径大且相等的两个叶轮作为检测对象。
6.根据权利要求1所述的一种百万核电低压转子车削装夹找正方法,其特征在于步骤10中前托架的油压小于等于后托架油压的二分之一。
7.根据权利要求1所述的一种百万核电低压转子车削装夹找正方法,其特征在于步骤11中完成百万核电低压转子车削装夹找正后且在转子车削前,分别在转子前轴径凸台端面及后法兰端面上安装百分表,高速回转转子,监测两端面的轴向串动情况,当两端面的串动量每小时小于等于0.005mm时,进行转子的车削加工。
技术总结
一种百万核电低压转子车削装夹找正方法,涉及转子车削装夹找正技术领域。本发明的目的是为了解决由于百万核电低压转子重量较重且长度较长,夹爪受力过大易产生裂纹从而造成安全隐患的问题。本发明对于百万核电低压转子制定了夹爪夹持及双托架支撑的装夹方式,由机床前托架支撑转子前轴径以分担机床夹爪的受力,确保了转子运转过程中的安全性。同时通过实际加工验证了此装夹找正方案的可行性,形成了一种使用于百万核电低压转子车削装夹找正方法,为百万机组转子的车削加工提供了技术保障。本发明可获得一种百万核电低压转子车削装夹找正方法。
技术研发人员:刘俊峰,徐翔,王晟昱,付江涛,崔居龙,关忠,张百刚,段文博,李君锐
受保护的技术使用者:哈尔滨汽轮机厂有限责任公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!