一种薄壁镂空零件加工方法与流程
本发明属于薄壁弱刚性镂空结构加工领域,涉及一种薄壁镂空零件加工方法。
背景技术:
1、航空航天等领域越来越追求产品的轻量化,所以众多薄壁带减重镂空结构的产品出现在加工车间,但由于薄壁镂空结构本身刚性较差,加工型面过程中极易因刀具切削材料时产生的作用力而被刀具带动产生过切、撕裂,加工速度也受到极大制约,并且由于薄壁镂空结构本身厚度较薄,最薄处可能达到0.2mm,无法直接装夹加工。因此,这种薄壁弱刚性镂空结构机械加工生产效率较慢且报废率较高,研究出合理的加工方法,提高薄壁镂空结构加工系统刚性,缩短加工时间,提高合格率和生产效率,是值得该领域技术人员研究的内容。
技术实现思路
1、本发明解决的技术问题是:克服现有技术的不足,提出一种薄壁镂空零件加工方法,有效提高薄壁镂空结构加工系统刚性,解决不便装夹问题,克服加工过切和撕裂难题,提高加工合格率和效率。
2、本发明解决技术的方案是:
3、一种薄壁镂空零件加工方法,包括如下步骤:
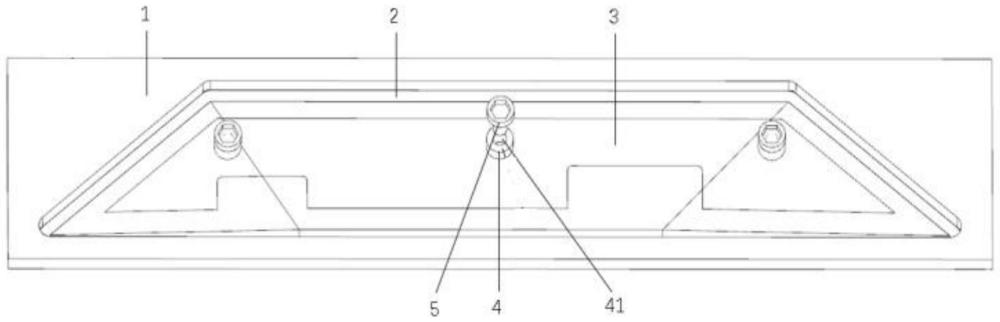
4、步骤一、将零件周围板材毛坯作为工艺支撑;并在零件的四周设置衔接结构与工艺支撑连接;制作封闭结构;在封闭结构上设置支撑柱;
5、步骤二、在零件下形面加工螺栓过孔;
6、步骤三、将零件翻面,使零件上形面向上;通过螺栓过孔找正零件;压紧零件;并采用压紧螺栓穿过支撑柱、螺栓过孔,将封闭结构压紧在机床平台上;
7、步骤四、采用圆鼻铣刀铣削零件上形面、封闭结构上表面、衔接结构上表面到位,采用小直径铣刀加工零件外轮廓和待镂空区域的轮廓,切断封闭结构和工艺支撑;完成镂空加工。
8、在上述的一种薄壁镂空零件加工方法,所述步骤一中,所述封闭结构的形状与零件的待镂空区域完全一致。
9、在上述的一种薄壁镂空零件加工方法,所述步骤一中,所述支撑柱中沿轴向设置有螺纹孔。
10、在上述的一种薄壁镂空零件加工方法,所述步骤二中,螺栓过孔的数量和位置与支撑柱一一对应。
11、在上述的一种薄壁镂空零件加工方法,所述步骤三中,翻面后,零件下形面与机床平台贴平;采用机床上的装夹压紧机构对工艺支撑进行夹紧,实现压紧零件。
12、在上述一种薄壁镂空零件加工方法,所述压紧螺栓与支撑柱的螺纹孔和螺栓过孔配合,实现将封闭结构覆盖零件的待镂空区域,并将封闭结构压紧在机床平台上。
13、在上述的一种薄壁镂空零件加工方法,所述衔接结构与零件薄壁边缘厚度相同;衔接结构的宽度a大于加工该部位使用的刀具直径;衔接结构外轮廓与工艺支撑外轮廓间最小宽度c大于5mm。
14、在上述的一种薄壁镂空零件加工方法,所述封闭结构的下表面与同侧零件下形面在待镂空区域轮廓处各点无高低差;所述封闭结构的上表面与同侧零件上形面在镂空轮廓处各点无高低差。
15、在上述的一种薄壁镂空零件加工方法,所述支撑柱数量大于等于2;支撑柱最大包络直径大于等于压紧螺栓螺帽最大包络直径,并且支撑柱侧壁与待镂空区域轮廓最短距离b大于加工镂空轮廓使用刀具的直径,并在满足该条件下以距离薄壁区域最近为优。
16、在上述的一种薄壁镂空零件加工方法,所述支撑柱的上表面与工艺支撑上表面共面;所述螺栓过孔直径比压紧螺栓的螺纹大径大0.4-1mm。
17、本发明与现有技术相比的有益效果是:
18、(1)本发明针对薄壁镂空零件的刚性差及不便装夹问题,设计工艺支撑、封闭结构及衔接结构等,有效克服产品刚性差和不便装夹问题;
19、(2)本发明通过支撑柱和压紧螺栓固定封闭区域,有效加强了待镂空区域的定位准确性及装夹强度;
20、(3)本发明在加工中使用对零件向上作用力较小的圆鼻刀,避免零件被加工刀具带动,解决了加工过切和撕裂难题,提高了加工合格率和效率。
技术特征:
1.一种薄壁镂空零件加工方法,其特征在于:包括如下步骤:
2.根据权利要求1所述的一种薄壁镂空零件加工方法,其特征在于:所述步骤一中,所述封闭结构(3)的形状与零件的待镂空区域完全一致。
3.根据权利要求2所述的一种薄壁镂空零件加工方法,其特征在于:所述步骤一中,所述支撑柱(4)中沿轴向设置有螺纹孔(41)。
4.根据权利要求1所述的一种薄壁镂空零件加工方法,其特征在于:所述步骤二中,螺栓过孔的数量和位置与支撑柱(4)一一对应。
5.根据权利要求3所述的一种薄壁镂空零件加工方法,其特征在于:所述步骤三中,翻面后,零件下形面(63)与机床平台贴平;采用机床上的装夹压紧机构对工艺支撑(1)进行夹紧,实现压紧零件。
6.如权利要求5所述一种薄壁镂空零件加工方法,其特征在于:所述压紧螺栓(5)与支撑柱(4)的螺纹孔(41)和螺栓过孔配合,实现将封闭结构(3)覆盖零件的待镂空区域,并将封闭结构(3)压紧在机床平台上。
7.根据权利要求6所述的一种薄壁镂空零件加工方法,其特征在于:所述衔接结构(2)与零件薄壁边缘厚度相同;衔接结构(2)的宽度a大于加工该部位使用的刀具直径;衔接结构(2)外轮廓与工艺支撑(1)外轮廓间最小宽度c大于5mm。
8.根据权利要求6所述的一种薄壁镂空零件加工方法,其特征在于:所述封闭结构(3)的下表面与同侧零件下形面(63)在待镂空区域轮廓处各点无高低差;所述封闭结构(3)的上表面与同侧零件上形面(61)在镂空轮廓处各点无高低差。
9.根据权利要求4所述的一种薄壁镂空零件加工方法,其特征在于:所述支撑柱(4)数量大于等于2;支撑柱(4)最大包络直径大于等于压紧螺栓(5)螺帽最大包络直径,并且支撑柱(4)侧壁与待镂空区域轮廓最短距离b大于加工镂空轮廓使用刀具的直径,并在满足该条件下以距离薄壁区域最近为优。
10.根据权利要求4所述的一种薄壁镂空零件加工方法,其特征在于:所述支撑柱(4)的上表面与工艺支撑(1)上表面共面;所述螺栓过孔(41)直径比压紧螺栓(5)的螺纹大径大0.4-1mm。
技术总结
本发明涉及一种薄壁镂空零件加工方法,属于薄壁弱刚性镂空结构加工领域;将零件周围板材毛坯作为工艺支撑;在零件的四周设置衔接结构与工艺支撑连接;制作封闭结构;在零件下形面加工螺栓过孔;将零件翻面,使零件上形面向上;通过螺栓过孔找正零件;压紧零件;采用压紧螺栓穿过支撑柱、螺栓过孔,将封闭结构压紧在机床平台上;采用圆鼻铣刀铣削零件上形面、封闭结构上表面、衔接结构上表面到位,采用小直径铣刀加工零件外轮廓和待镂空区域的轮廓,切断封闭结构和工艺支撑;完成镂空加工。本发明有效提高了薄壁镂空结构加工系统刚性,解决了不便装夹的问题,克服了加工过切和撕裂难题,提高加工合格率和效率。
技术研发人员:柴柏青,刘旭波,苏胜伟,秦中环,王波,何艳涛,李豫新,张涛,刘伟
受保护的技术使用者:北京航星机器制造有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!