铠装电加热器的修复方法与流程
本申请属于铠装电加热器,具体涉及一种铠装电加热器的修复方法。
背景技术:
1、铠装式高电阻合金电加热器(又称为铠装电加热器)通常由热端、连接器、冷端和电缆接头(封杯头)等部分组成。热端以镍铬合金(如cr20ni80)为发热体,冷端以铜芯为非发热体。热端的镍铬丝与冷端的铜丝在连接器内对接,冷端和热端均由不锈钢包壳包裹,包壳内填充氧化镁粉并压实,氧化镁粉能起到很好的绝缘和热传导作用。
2、目前行业内,针对大规模应用铠装电加热器的快堆核电机组,故障缺陷频繁。铠装电加热器故障普遍采用“只换不修”或“返厂维修”的理念,这无疑增加了修复成本和修复周期。
技术实现思路
1、有鉴于此,本申请实施例致力于提供一种铠装电加热器的修复方法,通过采用气焊辅以银质焊条将铠装电加热器破损处的加热丝重新搭接焊牢,外部采用对应直径的保护外壳,以解决现有技术中的铠装电加热器修复难度大、修复周期长和修复成本高的问题。
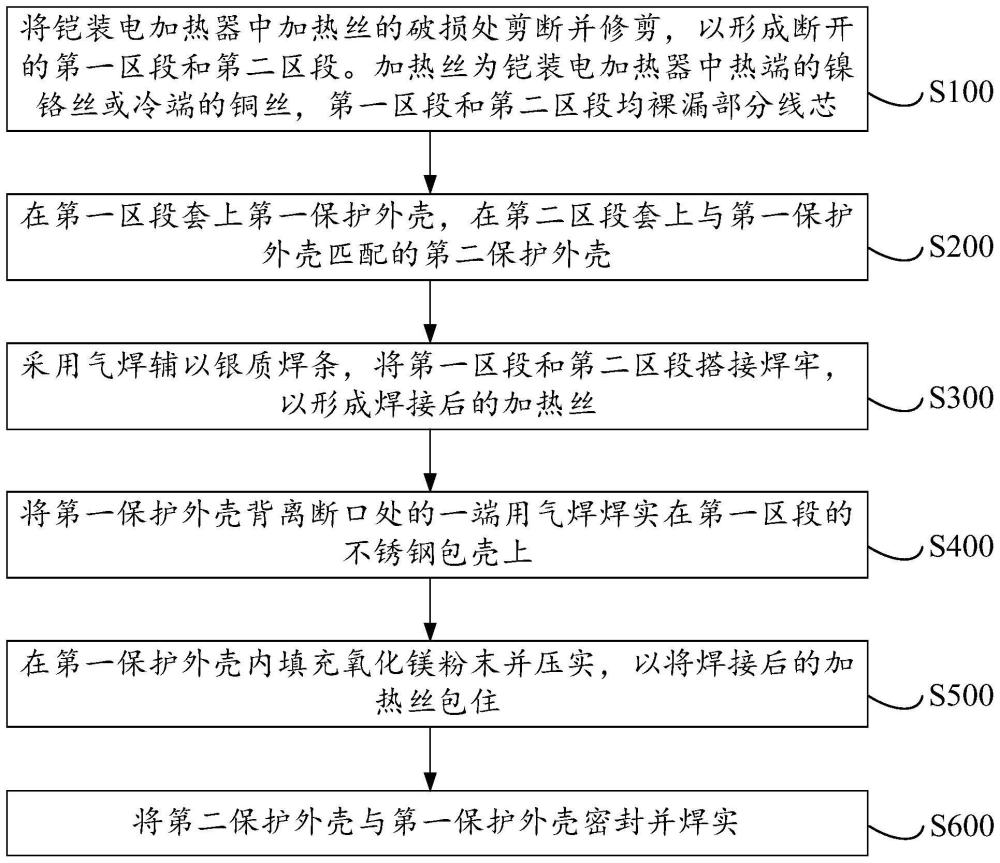
2、本申请提供了一种铠装电加热器的修复方法,该修复方法包括:将铠装电加热器中加热丝的破损处剪断并修剪,以形成断开的第一区段和第二区段,加热丝为铠装电加热器中热端的镍铬丝或冷端的铜丝,第一区段和第二区段均裸漏部分线芯;在第一区段套上第一保护外壳,在第二区段套上与第一保护外壳匹配的第二保护外壳;采用气焊辅以银质焊条,将第一区段和第二区段搭接焊牢,以形成焊接后的加热丝;将第一保护外壳背离断口处的一端用气焊焊实在第一区段的不锈钢包壳上;在第一保护外壳内填充氧化镁粉末并压实,以将焊接后的加热丝包住;将第二保护外壳与第一保护外壳密封并焊实。
3、在上述方案中,通过采用气焊辅以银质焊条,将内部导电的镍铬丝(热端)或铜丝(冷端)重新搭接焊牢,外部采用对应直径的保护外壳,在保护外壳的中间填充氧化镁粉末将焊好的镍铬电阻丝或铜丝包住,之后对保护外壳的两边进行焊接,从而使得焊接好的铠装电加热器整体连接紧密,实现了在现场在线修复铠装电加热器,使铠装电加热器迅速重新投入使用并可长期稳定工作,保障机组系统工况加热需求,降低了铠装电加热器的修复周期和修复成本。
4、在本申请一个具体实施方式中,上述将铠装电加热器中加热丝的破损处剪断并修剪,以形成断开的第一区段和第二区段,包括:将铠装电加热器中加热丝的破损处剪断,以形成第一加热丝和第二加热丝;将第一加热丝朝向断口处一端以及第二加热丝朝向断口处一端分别进行裁剪修齐;剥离第一加热丝朝向断口处一端的不锈钢包壳,以形成第一区段,第一区段中裸漏线芯的长度不低于预设长度;剥离第二加热丝朝向断口处一端的不锈钢包壳,以形成第二区段,第二区段中裸漏线芯的长度不低于预设长度。
5、在本申请一个具体实施方式中,预设长度为2cm。
6、在本申请一个具体实施方式中,第一保护外壳为保护套,第二保护外壳为套环。上述将第二保护外壳与第一保护外壳密封并焊实,包括:将第二保护外壳朝向断口处的一端压进第一保护外壳内密封并焊实。
7、在本申请一个具体实施方式中,第一保护外壳和第二保护外壳的材料与不锈钢包壳的材料相同。
8、在本申请一个具体实施方式中,在上述将铠装电加热器中加热丝的破损处剪断并修剪,以形成断开的第一区段和第二区段之后,该修复方法还包括:确认第一区段的直阻和绝缘合格以及第二区段的直阻和绝缘合格。
9、在本申请一个具体实施方式中,在上述将第二保护外壳与第一保护外壳密封并焊实之后,该修复方法还包括:确认焊接后的加热丝的直阻和绝缘合格。
10、在本申请一个具体实施方式中,第一保护外壳上设有排气孔。在上述将第二保护外壳与第一保护外壳密封并焊实之后,该修复方法还包括:通过加热的方式排出第一保护外壳内的气体,以压实第一保护外壳内的氧化镁粉;将第一保护外壳上的排气孔用银焊条点焊密封。
11、在本申请一个具体实施方式中,第一区段和第二区段搭接焊牢的位置位于第一保护外壳的中间位置。
12、在本申请一个具体实施方式中,第一保护外壳的内径大于不锈钢包壳的外径;和/或,第二保护外壳的内径大于不锈钢包壳的外径。
技术特征:
1.一种铠装电加热器的修复方法,其特征在于,包括:
2.根据权利要求1所述的修复方法,其特征在于,所述将所述铠装电加热器中加热丝的破损处剪断并修剪,以形成断开的第一区段和第二区段,包括:
3.根据权利要求2所述的修复方法,其特征在于,
4.根据权利要求1所述的修复方法,其特征在于,所述第一保护外壳为保护套,所述第二保护外壳为套环,其中,所述将所述第二保护外壳与所述第一保护外壳密封并焊实,包括:
5.根据权利要求1所述的修复方法,其特征在于,
6.根据权利要求1所述的修复方法,其特征在于,在所述将所述铠装电加热器中加热丝的破损处剪断并裁剪修齐,以形成断开的第一区段和第二区段之后,还包括:
7.根据权利要求1所述的修复方法,其特征在于,在所述将所述第二保护外壳与所述第一保护外壳密封并焊实之后,还包括:
8.根据权利要求1所述的修复方法,其特征在于,所述第一保护外壳上设有排气孔,在所述将所述第二保护外壳与所述第一保护外壳密封并焊实之后,还包括:
9.根据权利要求1至8中任一项所述的修复方法,其特征在于,
10.根据权利要求1至8中任一项所述的修复方法,其特征在于,
技术总结
本申请提供了一种铠装电加热器的修复方法,该修复方法包括:将铠装电加热器中加热丝的破损处剪断并修剪以形成第一区段和第二区段,第一区段和第二区段均裸漏部分线芯;在第一区段套上第一保护外壳,在第二区段套上第二保护外壳;采用气焊辅以银质焊条将第一区段和第二区段搭接焊牢以形成焊接后的加热丝;将第一保护外壳背离断口处的一端用气焊焊实在第一区段的不锈钢包壳上;在第一保护外壳内填充氧化镁粉末并压实;将第二保护外壳与第一保护外壳密封并焊实。本申请通过采用气焊辅以银质焊条将铠装电加热器中破损处的加热丝重新搭接焊牢,外部采用保护外壳,并在保护外壳内填充氧化镁粉末,从而降低了铠装电加热器的修复周期和修复成本。
技术研发人员:朱伟,洪源平,张春东,张飞,姜浩,刘献斌,张黎,刘丰豪,林森,崔莹,张士祥,杨冬,陈胜华,王胜,卜志强,凡梦磊,马小栋,郭祥凤,解越,李洪维,薛跃帮
受保护的技术使用者:中核霞浦核电有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!