一种起重机伸臂焊接变形控制装置及方法与流程
本发明属于港口机械,涉及一种起重机伸臂焊接变形控制装置及方法。
背景技术:
1、港口机械产品中,有一类产品归属于流动式港机,流动式港机产品中以正面吊运起重机最具代表性。正面吊运起重机分多个类型,但主要作业对象为集装箱,具备抓取及转运集装箱的功能,正面吊运起重机整机重量要求轻便,所以设计的伸臂薄且细长为方箱型结构,而方箱型结构焊接变形大,港口作业工况对其结构强度要求高,同时伸臂截面方向要求与图纸误差控制在±2mm以内;此类工件筒体截面较小,现有技术采用传统的拉筋控制法,且只能在筒体组队初期拼点拉筋,对焊接变形后的结构件只能采用人工火焰调形矫正,冷却后还需一名体格较小的工人爬进筒体内部将拼点的拉筋切下,作业强度大,工作效率低下,且调形后钢板软化、结构件强度下降,产品质量下降。
技术实现思路
1、本发明的目的在于克服现有技术中的不足,提供一种起重机伸臂焊接变形控制装置及方法,能够解决传统的拉筋控制法只能在筒体组队初期拼点拉筋,对焊接变形后的结构件采用人工火焰调形矫正而导致的作业强度大,工作效率低下,且调形后钢板软化、结构件强度下降,产品质量下降的技术问题。
2、为缓解上述技术问题,本发明是采用下述技术方案实现的:
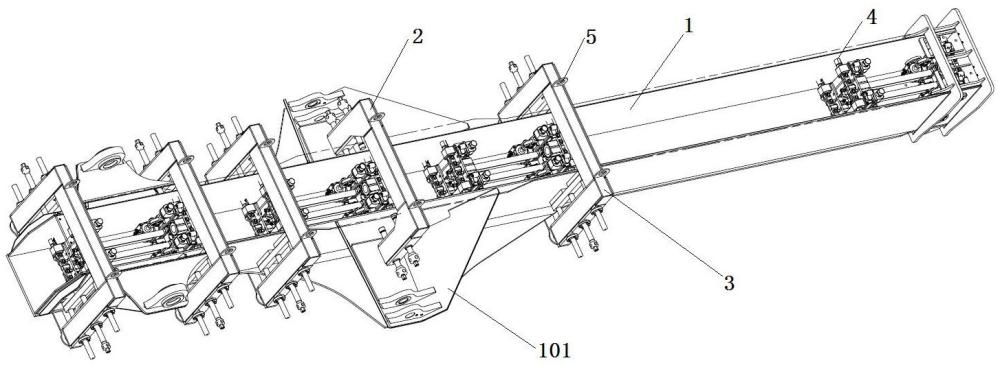
3、第一方面,本发明提供了一种起重机伸臂焊接变形控制装置,包括夹紧卡栏、至少一个环包卡栏和至少一个气动内撑机构;
4、所述夹紧卡栏设置于所述起重机伸臂的支架处,所述环包卡栏环设于所述起重机伸臂外侧,所述夹紧卡栏与所述环包卡栏共同作用实现对所述起重机伸臂外侧的定位;所述气动内撑机构设于所述起重机伸臂内部,用于对所述起重机伸臂内侧进行定位。
5、进一步地,所述夹紧卡栏包括第一u型基体和第一紧固件,所述第一u型基体两侧开设有第一安装孔,所述第一安装孔内埋设有所述第一紧固件。
6、进一步地,所述环包卡栏包括第二u型基体、锥形销及连接杆;
7、所述锥形销布置于所述第二u型基体的两侧底端,所述锥形销之间安装有用于将所述第二u型基体封闭成环的连接杆。
8、进一步地,还包括一对夹紧机构,所述夹紧机构包括顶紧块、及集成于所述顶紧块上用于与所述第二u型基体连接的第二紧固件及分布于所述第二紧固件两侧的轴杆,所述顶紧块布置于所述第二u型基体内作用于所述起重机伸臂。
9、进一步地,所述气动内撑机构包括:内撑侧梁、内撑横梁、高度支撑组件、宽度支撑组件及驱动轮;
10、所述内撑侧梁与所述内撑横梁连接构成所述气动内撑机构的支撑主体;
11、所述高度支撑组件布置于所述内撑侧梁内侧,用于为所述起重机伸臂的垂直方向提供支撑力;
12、所述宽度支撑组件布置于所述内撑侧梁外侧,用于为所述起重机伸臂的水平方向提供支撑力;
13、所述内撑侧梁底端布置有供所述气动内撑机构在所述起重机伸臂内部运动的驱动轮。
14、进一步地,所述高度支撑组件和所述宽度支撑组件上均布置有用于与空气压缩机连接的充气接口和回气接口。
15、进一步地,所述高度支撑组件包括高度支撑基体、第一气缸、第一传动件及第一接触块;
16、所述高度支撑基体上布置有与其铰接的第一气缸,所述第一气缸的输出端连接有所述第一传动件,所述第一传动件的输出端布置有作用于所述起重机伸臂的第一接触块。
17、进一步地,所述宽度支撑组件包括宽度支撑基体、第二气缸、第二传动件及第二接触块;
18、所述宽度支撑基体与所述第二气缸卡接,所述第二气缸的输出端连接有所述第二传动件,所述第二传动件的输出端布置有作用于所述起重机伸臂的第二接触块。
19、进一步地,所述夹紧卡栏、环包卡栏及气动内撑机构上均集成有供吊装件连接的吊耳。
20、第二方面,本发明提供了上述任一项所述的起重机伸臂焊接变形控制装置的控制方法,包括:
21、对应于所述起重机伸臂的支架处,采用所述夹紧卡栏对所述起重机伸臂外侧进行夹紧定位;
22、将所述环包卡栏环包于所述起重机伸臂的外侧,对所述起重机伸臂外侧定位;
23、驱动所述起重机伸臂内部的所述气动内撑机构,对所述起重机伸臂内侧进行定位。
24、与现有技术相比,本发明所达到的有益效果:
25、通过采用所述夹紧卡栏对所述起重机伸臂外侧进行夹紧定位,将所述环包卡栏环包于所述起重机伸臂的外侧,对所述起重机伸臂外侧定位;以及驱动所述起重机伸臂内部的所述气动内撑机构,对所述起重机伸臂内侧进行定位,内部支撑和外部夹紧的方法实现了对所述起重机伸臂的变形控制,提高了工作效率、结构件强度及产品质量。
技术特征:
1.一种起重机伸臂焊接变形控制装置,其特征在于,包括夹紧卡栏(2)、至少一个环包卡栏(3)和至少一个气动内撑机构(4);
2.根据权利要求1所述的起重机伸臂焊接变形控制装置,其特征在于,所述夹紧卡栏(2)包括第一u型基体(201)和第一紧固件(202),所述第一u型基体(201)两侧开设有第一安装孔,所述第一安装孔内埋设有所述第一紧固件(202)。
3.根据权利要求1所述的起重机伸臂焊接变形控制装置,其特征在于,所述环包卡栏(3)包括第二u型基体(301)、锥形销(302)及连接杆(303);
4.根据权利要求3所述的起重机伸臂焊接变形控制装置,其特征在于,还包括一对夹紧机构(31),所述夹紧机构(31)包括顶紧块(311)、集成于所述顶紧块(311)上用于与所述第二u型基体(301)连接的第二紧固件(313)及分布于所述第二紧固件(313)两侧的轴杆(312),所述顶紧块(311)布置于所述第二u型基体(301)内作用于所述起重机伸臂(1)。
5.根据权利要求1所述的起重机伸臂焊接变形控制装置,其特征在于,所述气动内撑机构(4)包括:内撑侧梁(41)、内撑横梁(42)、高度支撑组件(44)、宽度支撑组件(43)及驱动轮(45);
6.根据权利要求5所述的起重机伸臂焊接变形控制装置,其特征在于,所述高度支撑组件(44)和所述宽度支撑组件(43)上均布置有用于与空气压缩机连接的充气接口(6)和回气接口(7)。
7.根据权利要求6所述的起重机伸臂焊接变形控制装置,其特征在于,所述高度支撑组件(44)包括高度支撑基体(440)、第一气缸(441)、第一传动件(442)及第一接触块(443);
8.根据权利要求6所述的起重机伸臂焊接变形控制装置,其特征在于,所述宽度支撑组件(43)包括宽度支撑基体(430)、第二气缸(431)、第二传动件(432)及第二接触块(433);
9.根据权利要求1所述的起重机伸臂焊接变形控制装置,其特征在于,所述夹紧卡栏(2)、环包卡栏(3)及气动内撑机构(4)上均集成有供吊装件连接的吊耳(5)。
10.一种权利要求1-9中任一项所述的起重机伸臂焊接变形控制装置的控制方法,其特征在于,包括:
技术总结
本发明公开了一种港口机械技术领域的一种起重机伸臂焊接变形控制装置及方法,装置包括夹紧卡栏、至少一个环包卡栏和至少一个气动内撑机构;所述夹紧卡栏设置于所述起重机伸臂的支架处,所述环包卡栏环设于所述起重机伸臂外侧,所述夹紧卡栏与所述环包卡栏共同作用实现对所述起重机伸臂外侧的定位;所述气动内撑机构设于所述起重机伸臂内部,用于对所述起重机伸臂内侧进行定位。能够解决传统的拉筋控制法对焊接变形后的结构件采用人工火焰调形矫正而导致的作业强度大,工作效率低下,且调形后钢板软化、结构件强度下降,产品质量下降的技术问题。
技术研发人员:蒋苏,王金龙,李家凤,殷海飞
受保护的技术使用者:徐州徐工港口机械有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!