一种旋转靶材的内径校直方法与流程
本发明涉及靶材校直,尤其是涉及一种旋转靶材的内径校直方法,具体是用于加工长度大于3米,纯度大于99.99%的高纯度旋转靶材的加工方法。
背景技术:
1、一体式旋转靶是通过铸造工艺制成的,而铸造工艺制造出来的管靶的圆周度具有一定误差,并且随着管靶长度的增加,管靶的直线度误差也随之增加,而管靶对直线度和圆周度的要求非常高,因此管靶在铸造完成后,还需要通过机械加工对管靶的直线度和圆周度进行调整。
2、现有技术中,以管靶的外径作为加工基准,先以管靶的外圆周面作为校直基准进行校直,调整管靶的直线度,由于管靶壁厚偏心,以外圆校直后,内径还是弯的,因此还需要通过镗床对管靶进行镗孔,以调整管靶的圆周度;但是随着管靶的长度增加,对镗床的要求更高,并且在加工铝制管靶时,由于铝制管靶较软,在镗孔时容易粘刀,拉伤表面,导致合格率低,例如对3米长的管靶进行镗孔,需要耗费4个小时的加工时间,花费1000元的加工费用,镗床产生20元的损耗,产生5公斤的废料,校直时间长、效率低、成本高,因此有必要予以改进。
技术实现思路
1、针对现有技术存在的不足,本发明的目的是提供一种旋转靶材的内径校直方法,以内径为基准校直,无需进行镗孔,减少废料产生,提高生产效率,降低生产成本。
2、为了实现上述目的,本发明所采用的技术方案是:一种旋转靶材的内径校直方法,用于加工长度大于3米的旋转靶材,包括以下步骤,
3、s1,确定基准步骤,将待校直的管靶吊移至车床,以管靶的内径为旋转轴装夹在车床上,通过车床分别车削管靶的左右两个端部的外圆周面,得到左右两个基准部,每一个基准部的圆跳度控制在0.01~0.05毫米,两个基准部之间的相对同轴度误差控制在0.01~0.05毫米,两个基准部之间为待校部;
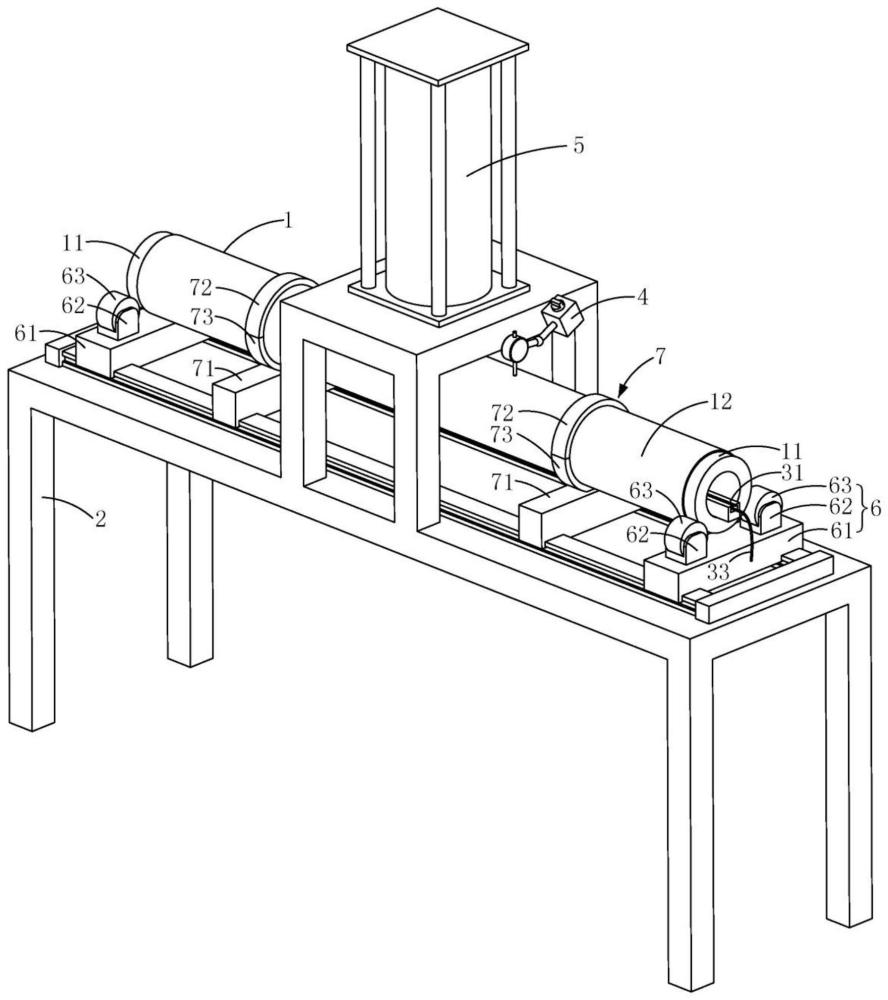
4、s2,固定步骤,将车削完成的管靶吊移至校直装置上,校直装置包括机座、内径测量机构、外径测量机构、推压机构和两个旋转承托机构,两个旋转承托机构分别滑动安装于机座,推压机构固定安装于机座的中部,内径测量机构活动安装于机座,外径测量机构活动安装于推压机构,将管靶的两个基准部分别滚动安装在两个旋转承托机构上,以固定管靶并使管靶以内径为旋转轴旋转安装在校直装置上;
5、s3,校直点确定步骤,包括以下子步骤,
6、s3.1,标记校直点子步骤,沿管靶的长度方向,在待校部上分别标记至少三个校直点,各个校直点均匀间隔排布在管靶上;
7、s3.2,基准测量子步骤,内径测量机构包括滑轨、测量仪和拉绳,测量仪滑动安装于滑轨,拉绳的一端与测量仪固定连接,测量仪设置有测量杆和测量表,测量杆与测量表连接,测量杆的位移变化反应于测量表的数值变化,
8、将内径测量机构插入管靶的内孔中,使测量仪的测量杆的外端部抵顶管靶的内壁,通过将测量杆向下压一定的距离从而在测量表上形成一对应的初始数值,同时测量杆也形成有一定的向下的测量行程;
9、s3.3,内径测量子步骤,抽动拉绳将测量仪移动至各个校直点,测量杆的外端部抵顶校直点的内壁,以基准部的内径为转轴旋转管靶,如基准部与待校部不同轴,管靶在旋转的过程中发生偏转,使抵顶于管靶内壁的测量杆发生移动,从而使测量表上的数值发生对应的变化,记录测量表内的相对初始数值的变化幅度的差值,分别在各个校直点上获得对应的跳动值;
10、s4,校直点和校直值确定步骤,对比各个跳动值,通过两个旋转承托机构将跳动值最大的校直点移动至推压机构的下方,校直值设置为最大跳动值的50±1%;
11、s5,校直步骤,包括以下子步骤,
12、s5.1,下压校直子步骤,旋转管靶使校直点的最高点朝上,启动推压机构由上至下对管靶下压,当外径测量机构检测到推压机构下压一个校直值后停止下压;
13、s5.2,校准持续校直子步骤,重复s3.3子步骤分别对各个校直点重新测量,当校直后的任意一个跳动值仍然大于精度要求范围时,重复s4步骤和s5.1子步骤,直至校直后的各个跳动值均在精度要求范围内;
14、s6,偏心矫正步骤,将校直完成的管靶吊移至车床,以基准部的外径为基准将待校部的偏心的一部分车削掉。
15、进一步的技术方案中,机座还滑动安装有两个校直支撑机构,两个校直支撑机构均滑动安装于两个旋转承托机构之间,推压机构滑动安装于机座,在校直点和校直值确定步骤中,两个旋转承托机构保持固定,分别移动两个校直支撑机构至跳动值最大的校直点的左右两侧作为支点,并将推压机构移动至跳动值最大的校直点的上方。
16、进一步的技术方案中,校直支撑机构包括支撑滑座、上支撑架和下支撑架,支撑滑座滑动安装于机座,下支撑架的下部活动安装于支撑滑座,下支撑架的上部的一侧与上支撑架的一侧铰接、下支撑架的另一侧与上支撑架卡扣连接,当上支撑架与下支撑架连接固定后,校直支撑机构的中部沿机座的长度方向形成一中空的锁止固定孔;
17、在下压校直子步骤中,旋转管靶使校直点的最高点朝上后,旋转上支撑架将上支撑架与下支撑架固定连接,使管靶夹持固定在锁止固定孔内。
18、进一步的技术方案中,旋转承托机构包括承托滑座和两个承托滚轮组件,承托滑座的下部左右滑动安装于机座,两个承托滚轮组件间隔设置在承托滑座上,每个承托滚轮组件包括安装座和滚轮,滚轮旋转安装于安装座,安装座设置于承托滑座上,滚轮与管靶的基准部滚动配合。
19、进一步的技术方案中,内径测量机构还设置有测量滑座和安装于测量滑座的补光灯,测量滑座滑动安装于滑轨,测量仪固定安装于测量滑座,拉绳的一端与测量滑座固定连接,补光灯设置于测量仪的前侧。
20、进一步的技术方案中,内径测量机构还设置有监控器和摄像头,监控器与摄像头电连接,摄像头安装于测量滑座,摄像头朝向测量仪的测量表。
21、进一步的技术方案中,外径测量机构和测量仪均选用百分表。
22、进一步的技术方案中,基准部的长度为10~100mm。
23、进一步的技术方案中,标记校直点子步骤中,当管靶的长度大于3000mm时,每增加5000~1000mm至少增设一个校直点。
24、进一步的技术方案中,推压机构选用5t压载规格的压力机。
25、采用上述结构后,本发明和现有技术相比所具有的优点是:通过内径作为加工基准,先以内径为校直基准通过车床车削出两个基准部,再以基准部为旋转轴安装在校直装置上,通过测量待校部和基准部的内径之间的差值,获得管靶的弯曲数据,通过推压机构进行校直,全程以内径为基准进行校直,无需再对内径进行镗孔,降低废料产生,降低成本,简化校直工序,缩短校直时间,提高校直效率,加工合格率达到100%,具体是用于加工长度大于3米,纯度大于99.99%的高纯度旋转靶材的加工方法。
技术特征:
1.一种旋转靶材的内径校直方法,其特征在于:用于加工长度大于3米的旋转靶材,包括以下步骤,
2.根据权利要求1所述的一种旋转靶材的内径校直方法,其特征在于:所述机座(2)还滑动安装有两个校直支撑机构(7),两个校直支撑机构(7)均滑动安装于两个所述旋转承托机构(6)之间,所述推压机构(5)滑动安装于机座(2),在所述校直点和校直值确定步骤中,两个旋转承托机构(6)保持固定,分别移动两个校直支撑机构(7)至所述跳动值最大的所述校直点的左右两侧作为支点,并将推压机构(5)移动至跳动值最大的校直点的上方。
3.根据权利要求2所述的一种旋转靶材的内径校直方法,其特征在于:所述校直支撑机构(7)包括支撑滑座(71)、上支撑架(72)和下支撑架(73),支撑滑座(71)滑动安装于所述机座(2),下支撑架(73)的下部活动安装于支撑滑座(71),下支撑架(73)的上部的一侧与上支撑架(72)的一侧铰接、下支撑架(73)的另一侧与上支撑架(72)卡扣连接,当上支撑架(72)与下支撑架(73)连接固定后,校直支撑机构(7)的中部沿机座(2)的长度方向形成一中空的锁止固定孔;
4.根据权利要求1所述的一种旋转靶材的内径校直方法,其特征在于:所述旋转承托机构(6)包括承托滑座(61)和两个承托滚轮组件,承托滑座(61)的下部左右滑动安装于所述机座(2),两个承托滚轮组件间隔设置在承托滑座(61)上,每个承托滚轮组件包括安装座(62)和滚轮(63),滚轮(63)旋转安装于安装座(62),安装座(62)设置于承托滑座(61)上,滚轮(63)与所述管靶(1)的所述基准部(11)滚动配合。
5.根据权利要求4所述的一种旋转靶材的内径校直方法,其特征在于:所述内径测量机构(3)还设置有测量滑座(32)和安装于测量滑座(32)的补光灯(36),测量滑座(32)滑动安装于所述滑轨(31),所述测量仪固定安装于测量滑座(32),所述拉绳(33)的一端与测量滑座(32)固定连接,补光灯(36)设置于测量仪的前侧。
6.根据权利要求5所述的一种旋转靶材的内径校直方法,其特征在于:所述内径测量机构(3)还设置有监控器和摄像头,监控器与摄像头电连接,摄像头安装于所述测量滑座(32),摄像头朝向所述测量仪的所述测量表(35)。
7.根据权利要求6所述的一种旋转靶材的内径校直方法,其特征在于:所述外径测量机构(4)和所述测量仪均选用百分表。
8.根据权利要求1所述的一种旋转靶材的内径校直方法,其特征在于:所述基准部(11)的长度为10~100mm。
9.根据权利要求1所述的一种旋转靶材的内径校直方法,其特征在于:所述标记校直点子步骤中,当所述管靶(1)的长度大于3000mm时,每增加5000~1000mm至少增设一个所述校直点。
10.根据权利要求1所述的一种旋转靶材的内径校直方法,其特征在于:所述推压机构(5)选用5t压载规格的压力机。
技术总结
本发明公开了一种旋转靶材的内径校直方法,具体是用于加工长度大于3米,纯度大于99.99%的高纯度旋转靶材的加工方法,以内径为基准先通过车床车削出两个基准部,再以基准部为旋转轴安装在校直装置上,通过测量待校部和基准部的内径之间的差值,获得管靶的弯曲数据,再通过推压机构进行校直,全程以内径为基准进行校直,无需再对内径进行镗孔,降低废料产生,降低成本,简化校直工序,缩短校直时间,提高校直效率。
技术研发人员:伍温良
受保护的技术使用者:东莞市欧莱溅射靶材有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!