一种半包围式K-TIG管道焊接气体保护装置及方法与流程
本发明涉及焊接保护设备领域,具体涉及一种半包围式k-tig管道焊接气体保护装置及方法。
背景技术:
1、k-tig焊主要是在传统tig焊基础上进行了改进。k-tig焊采用专用焊枪,在k-tig焊接过程中,大电流电弧直接作用在被焊工件的表面,工件表面的温度在极短时间内上升至沸点,使得被焊金属发生熔化甚至汽化等现象。此时,在电弧压力的作用下,被焊工件表面开始向下凹陷而形成小凹坑,并且不断地把已经熔化的液态金属挤到熔池的四周,小凹坑也不断地向下凹陷,因此在液态金属熔池中就出现了贯穿工件的小孔。熔池内部受到电弧压力、液态金属表面张力和液态金属静压力等作用下得到动态平衡,此时小孔就会保持相对稳定的几何形状。当电弧向前移动时,小孔也会随之向前移动,此时原熔池失去了平衡逐渐凝固成焊缝。k-tig焊接过程中,部分等离子气体从被焊工件的背面泄出,小孔保持开放的状态。
2、由于k-tig焊接时使用大电流,电弧能量高,熔池凝固后温度较高,焊接完成的焊缝需要相对较长的时间进行冷却,熔池位置和焊缝冷却过程中容易氧化,特别是不锈钢、有色金属焊接时更容易出现,导致产生各种焊接缺陷;现有技术中通过设置气体保护罩来进行焊接保护,但其保护气体的范围多在焊枪的下游熔池和焊缝位置,只依靠焊枪自身的气体保护仍然无法覆盖所有的熔池区域,影响焊缝的质量,导致焊接接头的塑性和韧性降低。
技术实现思路
1、本发明的目的是针对现有技术存在的缺陷,提供一种半包围式k-tig管道焊接气体保护装置及方法,将配合焊枪的安装孔设置在拖罩上,孔板上设置有分散孔,并在安装孔环向上分布多个分散孔以通过分散孔输出环绕焊枪分布的保护气体,利用围绕焊枪分布的保护气体对焊枪形成的熔池区域进行保护,结合拖罩形成的扩散槽使保护气分布于焊缝区域,增加保护范围以减少氧化问题,提高焊接质量。
2、本发明的第一目的是提供一种半包围式k-tig管道焊接气体保护装置,采用以下方案:
3、包括:
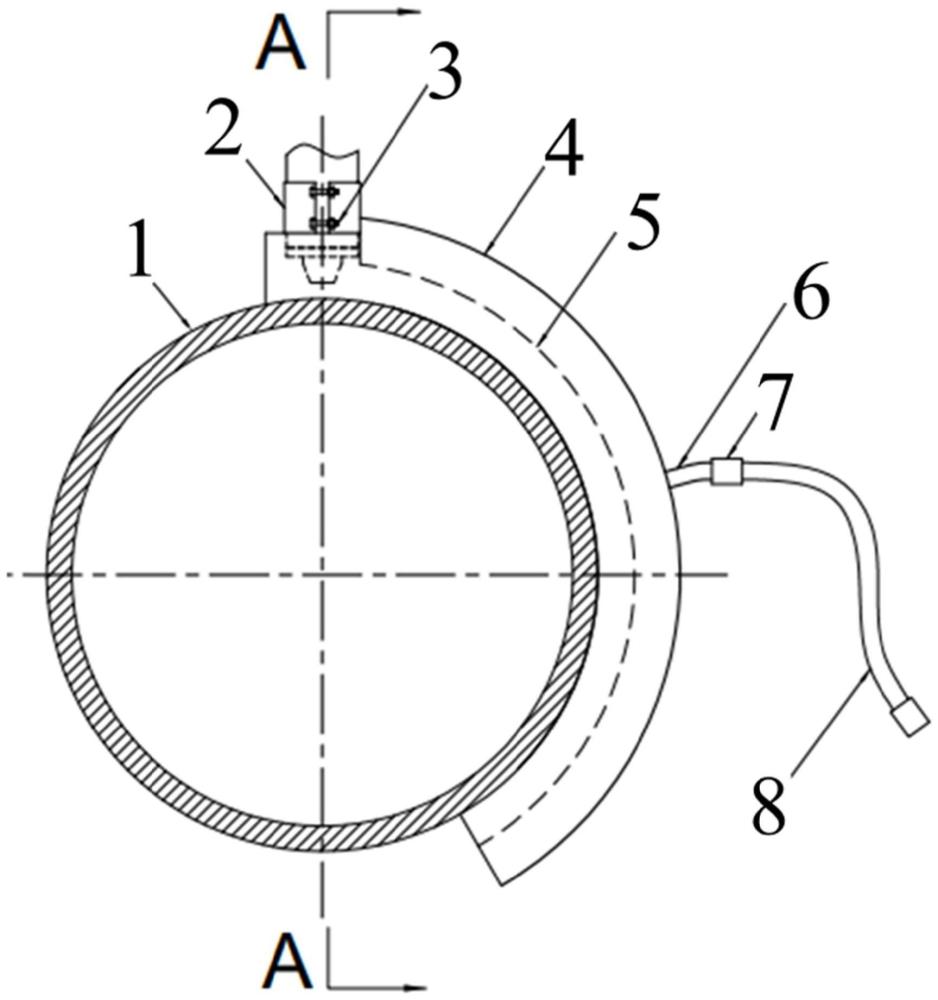
4、拖罩,为带有开口的壳体结构,其上设有气体接头;
5、孔板,安装于拖罩内,孔板一侧与拖罩之间形成分散腔,孔板另一侧与拖罩之间形成扩散槽,扩散槽穿过孔板上预设的分散孔和分散腔连通气体接头;
6、拖罩上设有供焊枪配合的安装孔,安装孔贯穿分散腔,分散腔绕安装孔环向分布,安装孔环向的孔板上分布有分散孔。
7、进一步的,所述分散腔内填充丝团,沿远离气体接头的方向上丝团密度逐渐降低。
8、进一步的,所述安装孔内安装有焊枪支架,安装孔内部与分散腔相隔离。
9、进一步的,所述拖罩的开口为圆弧形曲面,分散腔和孔板为与拖罩开口对应的弧形结构。
10、进一步的,所述拖罩对应开口的边沿设有弹性防火层,弹性防火层能够贴合于待焊接的管道外壁,以封堵拖罩的开口。
11、进一步的,沿所述拖罩圆弧形轨迹方向上,安装孔到拖罩一端的距离大于安装孔到拖罩另一端的距离。
12、进一步的,所述孔板上的分散孔阵列布置,沿远离气体接头的方向上,分散孔的直径逐渐减小。
13、进一步的,围绕所述安装孔分布的分散孔的轴线相对于分散孔所在位置的法线倾斜布置,分散孔的出口一端较入口一端远离安装孔轴线。
14、本发明的第二目的是提供一种工作方法,利用如第一目的所述的半包围式k-tig管道焊接气体保护装置,包括:
15、拖罩的开口朝向待焊接管道并扣罩于待焊接管道;
16、气体接头从外部获取保护气体并输入分散腔内,保护气体在分散腔内分散;
17、保护气体经由分散孔流入扩散槽内,在扩散槽和待焊接管道之间形成隔离外界空气的保护区域,对熔池位置和焊缝进行保护。
18、进一步地,保护气体沿围绕安装孔的分散孔进入扩散槽内,保护气体围绕焊枪周围分布以隔离外界气体。
19、与现有技术相比,本发明具有的优点和积极效果是:
20、(1)针对目前k-tig焊接时气体保护效果较差的问题,将配合焊枪的安装孔设置在拖罩上,孔板上设置有分散孔,并在安装孔环向上分布多个分散孔以通过分散孔输出环绕焊枪分布的保护气体,利用围绕焊枪分布的保护气体对焊枪形成的熔池区域进行保护,结合拖罩形成的扩散槽使保护气分布于焊缝区域,增加保护范围以减少氧化问题,提高焊接质量。
21、(2)通过在拖罩翼缘部分粘接弹性防火层,利用弹性提高拖罩与管道之间的贴合效果,起到实现相对密闭气体空间,提高密封性的目的;另外,可以扩大拖罩的管径适用范围,利用弹性防火层的柔性贴合作用,对于管径差别不大的管道,能够利用弹性防火层的形变适配管道外壁的变化,结合孔板与管材焊件之间留有的间隙,达到调节拖罩所适配管径的范围,提高保护装置的通用性。
22、(3)除覆盖熔池位置外,通过拖罩能够形成覆盖靠近熔池的焊缝位置,增大保护作用的覆盖范围,用于较小直径管道的焊接时,保护范围接近1/2管径,用于较大直径管道的焊接时,保护范围超过1/3管径,保护范围长,能够有效保护k-tig焊接时处于高温下熔池和焊缝不被氧化。
23、(4)孔板上采用阵列布置的分散孔,使分散腔内的气体能够均匀输出到扩散槽内,同时,在分散腔内填充有丝团,丝团覆盖在气体接头区域,对进入分散腔的保护气体进行缓流和分散,促进保护气体在分散腔内的扩散,降低扩散后从分散孔内输出的气流压力,从而减少对焊接位置熔池成型的影响,保证气体保护均匀,提高焊缝质量。
技术特征:
1.一种半包围式k-tig管道焊接气体保护装置,其特征在于,包括:
2.如权利要求1所述的半包围式k-tig管道焊接气体保护装置,其特征在于,所述分散腔内填充丝团,沿远离气体接头的方向上丝团密度逐渐降低。
3.如权利要求1所述的半包围式k-tig管道焊接气体保护装置,其特征在于,所述安装孔内安装有焊枪支架,安装孔内部与分散腔相隔离。
4.如权利要求1所述的半包围式k-tig管道焊接气体保护装置,其特征在于,所述拖罩的开口为圆弧形曲面,分散腔和孔板为与拖罩开口对应的弧形结构。
5.如权利要求4所述的半包围式k-tig管道焊接气体保护装置,其特征在于,所述拖罩对应开口的边沿设有弹性防火层,弹性防火层能够贴合于待焊接的管道外壁,以封堵拖罩的开口。
6.如权利要求4所述的半包围式k-tig管道焊接气体保护装置,其特征在于,沿所述拖罩圆弧形轨迹方向上,安装孔到拖罩一端的距离大于安装孔到拖罩另一端的距离。
7.如权利要求1所述的半包围式k-tig管道焊接气体保护装置,其特征在于,所述孔板上的分散孔阵列布置,沿远离气体接头的方向上,分散孔的直径逐渐减小。
8.如权利要求7所述的半包围式k-tig管道焊接气体保护装置,其特征在于,围绕所述安装孔分布的分散孔的轴线相对于分散孔所在位置的法线倾斜布置,分散孔的出口一端较入口一端远离安装孔轴线。
9.一种工作方法,利用权利要求1-8中任一项所述半包围式k-tig管道焊接气体保护装置,其特征在于,包括:
10.如权利要求9所述的工作方法,其特征在于,保护气体沿围绕安装孔的分散孔进入扩散槽内,保护气体围绕焊枪周围分布以隔离外界气体。
技术总结
本发明提供一种半包围式K‑TIG管道焊接气体保护装置及方法,涉及焊接保护设备领域,针对目前K‑TIG焊接时气体保护效果较差的问题,将配合焊枪的安装孔设置在拖罩上,孔板上设置有分散孔,并在安装孔环向上分布多个分散孔以通过分散孔输出环绕焊枪分布的保护气体,利用围绕焊枪分布的保护气体对焊枪形成的熔池区域进行保护,结合拖罩形成的扩散槽使保护气分布于焊缝区域,增加保护范围以减少氧化问题,提高焊接质量。
技术研发人员:肖新,杨永强,周新磊,赵绍彬,张兆文
受保护的技术使用者:中国石油化工集团有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!