一种汽车钣金件辊压成型装置的制作方法
本发明涉及钣金加工领域,具体是涉及一种汽车钣金件辊压成型装置。
背景技术:
1、钣金是一种针对金属薄板(通常在6mm以下)的综合冷加工工艺,包括剪、冲、切、复合、折、焊接、铆接、拼接、成型(如汽车车身)等。其显著的特征就是同一零件厚度一致。通过钣金工艺加工出的产品叫做钣金件。
2、钣金加工是钣金技术职员需要把握的枢纽技术,也是钣金制品成形的重要工序。钣金加工是包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方法,还包括新冲压技术及新工艺。
3、现有的汽车钣金件在进行辊压成型制造时,无法根据所需调节辊压的位置,需要更换不同的模具来进行相应的处理,工作效率低,并且无法很好的根据钣金件的厚度调节相应的辊压距离,适用性差,无法满足实际使用所需。
4、因此,需要提供一种汽车钣金件辊压成型装置,旨在解决上述问题。
技术实现思路
1、针对现有技术存在的不足,本发明实施例的目的在于提供一种汽车钣金件辊压成型装置,旨在解决背景技术中提出的技术问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种汽车钣金件辊压成型装置,包括成型箱,所述成型箱上设置有用于输送物料带的第一传送辊和第二传送辊,所述第一传送辊和第二传送辊相向旋转,所述成型箱内还设置有用于辊压成型加工的第一成型子模具和第一成型母模具以及第二成型母模具和第二成型子模具,所述第一成型子模具和第一成型母模具以及第二成型母模具和第二成型子模具均活动安装于成型箱的内部,所述第一成型子模具和第一成型母模具以及第二成型母模具和第二成型子模具的外侧均设置有辊压限位调节机构,所述辊压限位调节机构包括用于限位第一成型子模具和第一成型母模具位置的第一限位架以及用于限位第二成型母模具和第二成型子模具位置的第二限位架,所述第一限位架和第二限位架均限位安装于成型箱的内部,且所述第一成型子模具和第二成型母模具的连接处设置有辊压间距调节机构,所述成型箱的底部设置有用于支撑的支撑脚。
4、作为本发明进一步的方案,所述辊压限位调节机构还包括用于限位调节第一限位架的第一电动伸缩杆以及用于限位调节第二限位架的第二电动伸缩杆,所述第一限位架固定连接第一电动伸缩杆的活塞杆,所述第二限位架固定连接第二电动伸缩杆的活塞杆,所述第一电动伸缩杆和第二电动伸缩杆均固定安装于成型箱上。
5、作为本发明进一步的方案,所述第一成型子模具通过第一连接轴转动连接于成型箱的内部,所述第一连接轴转动连接于连接滑块上,所述连接滑块限位滑动连接于成型箱上,所述第一成型母模具限位滑动连接于第一方形轴上,所述第一方形轴固定连接第二电机的输出轴,所述第二电机固定安装于成型箱的外侧,所述第一限位架上开设有用于避位第一连接轴和第一方形轴的凹槽。
6、作为本发明进一步的方案,所述第二成型母模具通过第三连接轴转动连接于成型箱的内部,所述第三连接轴转动连接于连接滑块上,所述第二成型子模具限位滑动连接于第二方形轴上,所述第二方形轴固定连接第三电机的输出轴,所述第三电机固定安装于成型箱的外侧,所述第二限位架上开设有用于避位第三连接轴和第二方形轴的凹槽,第一电动伸缩杆可推动第一限位架进行移动,第二电动伸缩杆可推动第二限位架进行移动,从而实现了第一成型子模具和第一成型母模具的辊压成型位置调节以及第二成型母模具和第二成型子模具的辊压成型位置调节。
7、作为本发明进一步的方案,所述辊压间距调节机构包括用于调节第一成型子模具以及第二成型母模具的连杆,所述连杆的一端转动连接于第一连接轴上,所述连杆的另一端转动连接于第三连接轴上,所述连杆通过第二连接轴转动连接于成型箱的外侧。
8、作为本发明进一步的方案,所述辊压间距调节机构还包括用于驱使连杆进行调节的调节齿条板,所述调节齿条板限位滑动连接于连接座内,所述调节齿条板啮合连接于转动齿轮的外侧,所述调节齿条板上螺纹连接有调节丝杆,所述调节丝杆转动连接于连接座的内部,所述连接座固定安装于成型箱的外侧,所述连接座开设有用于避位连杆的避位槽。
9、作为本发明进一步的方案,所述辊压间距调节机构还包括用于驱使调节丝杆进行旋转调节的第四电机,所述调节丝杆上固定连接有第一皮带轮,所述第四电机的输出轴固定连接第二皮带轮,所述第一皮带轮和第二皮带轮上传动连接有同步带,所述第四电机固定安装于连接座上,第四电机的输出轴旋转,在同步带的同步传动作用下驱使调节丝杆旋转,从而在调节丝杆与调节齿条板螺纹连接的关系下驱使调节齿条板进行升降移动的调节,从而驱使第二连接轴上的连杆进行相应的旋转调节,从而带动第一成型子模具以及第二成型母模具进行相应辊压成型间距的调节。
10、作为本发明进一步的方案,所述第一传送辊和第二传送辊通过齿轮副的转动连接,所述第一传送辊固定连接第一电机的输出轴,所述第一电机固定安装于成型箱的外侧,第一电机的输出轴驱使第一传送辊旋转,在齿轮副的连接关系下驱使第一传送辊和第二传送辊相向旋转,从而实现对钣金料带的输送。
11、综上所述,本发明实施例与现有技术相比具有以下有益效果:
12、本发明在进行钣金料带的辊压成型加工时,料带经过第一传送辊和第二传送辊的连接处时,第一电机的输出轴驱使第一传送辊旋转,在齿轮副的连接关系下驱使第一传送辊和第二传送辊相向旋转,从而实现对钣金料带的输送,且通过设置的辊压限位调节机构使第一电动伸缩杆可推动第一限位架进行移动,第二电动伸缩杆可推动第二限位架进行移动,从而实现了第一成型子模具和第一成型母模具的辊压成型位置调节以及第二成型母模具和第二成型子模具的辊压成型位置调节,便于调节加工使用,使用便捷。
13、通过设置的辊压限位调节机构金可驱使第二连接轴上的连杆进行相应的旋转调节,从而带动第一成型子模具以及第二成型母模具进行相应辊压成型间距的调节,方便调节使用,极大的提升了工作效率。
14、为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
技术特征:
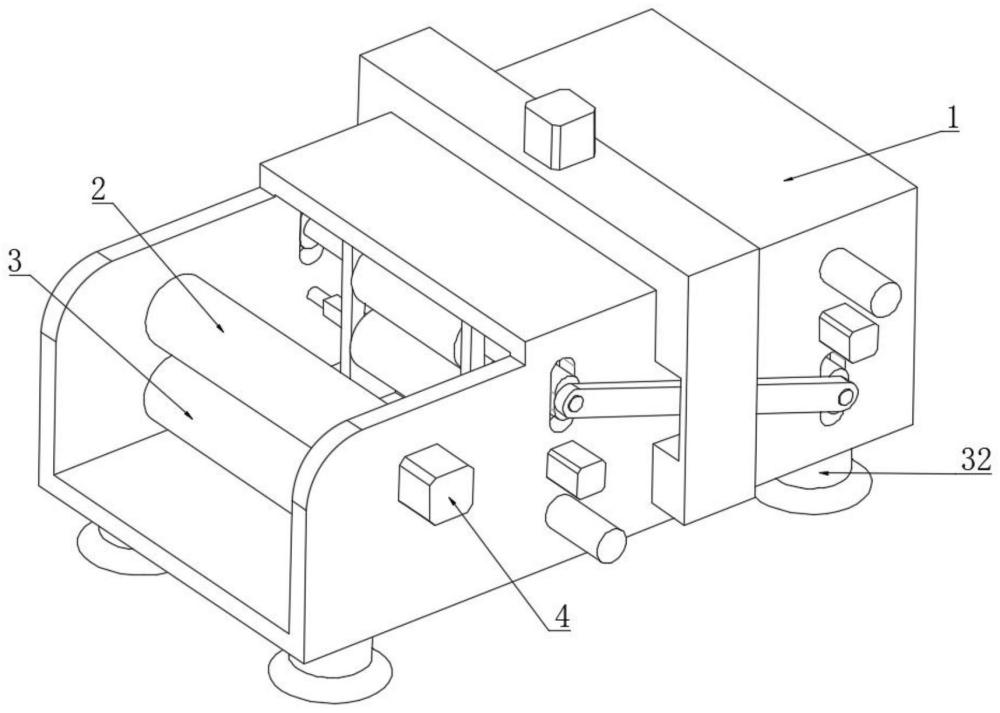
1.一种汽车钣金件辊压成型装置,包括成型箱(1),其特征在于,所述成型箱(1)上设置有用于输送物料带的第一传送辊(2)和第二传送辊(3),所述第一传送辊(2)和第二传送辊(3)相向旋转,所述成型箱(1)内还设置有用于辊压成型加工的第一成型子模具(6)和第一成型母模具(7)以及第二成型母模具(18)和第二成型子模具(19),所述第一成型子模具(6)和第一成型母模具(7)以及第二成型母模具(18)和第二成型子模具(19)均活动安装于成型箱(1)的内部,所述第一成型子模具(6)和第一成型母模具(7)以及第二成型母模具(18)和第二成型子模具(19)的外侧均设置有辊压限位调节机构,所述辊压限位调节机构包括用于限位第一成型子模具(6)和第一成型母模具(7)位置的第一限位架(8)以及用于限位第二成型母模具(18)和第二成型子模具(19)位置的第二限位架(23),所述第一限位架(8)和第二限位架(23)均限位安装于成型箱(1)的内部,且所述第一成型子模具(6)和第二成型母模具(18)的连接处设置有辊压间距调节机构,所述成型箱(1)的底部设置有用于支撑的支撑脚(32)。
2.根据权利要求1所述的汽车钣金件辊压成型装置,其特征在于,所述辊压限位调节机构还包括用于限位调节第一限位架(8)的第一电动伸缩杆(10)以及用于限位调节第二限位架(23)的第二电动伸缩杆(22),所述第一限位架(8)固定连接第一电动伸缩杆(10)的活塞杆,所述第二限位架(23)固定连接第二电动伸缩杆(22)的活塞杆,所述第一电动伸缩杆(10)和第二电动伸缩杆(22)均固定安装于成型箱(1)上。
3.根据权利要求1所述的汽车钣金件辊压成型装置,其特征在于,所述第一成型子模具(6)通过第一连接轴(12)转动连接于成型箱(1)的内部,所述第一连接轴(12)转动连接于连接滑块(13)上,所述连接滑块(13)限位滑动连接于成型箱(1)上,所述第一成型母模具(7)限位滑动连接于第一方形轴(9)上,所述第一方形轴(9)固定连接第二电机(11)的输出轴,所述第二电机(11)固定安装于成型箱(1)的外侧,所述第一限位架(8)上开设有用于避位第一连接轴(12)和第一方形轴(9)的凹槽。
4.根据权利要求3所述的汽车钣金件辊压成型装置,其特征在于,所述第二成型母模具(18)通过第三连接轴(17)转动连接于成型箱(1)的内部,所述第三连接轴(17)转动连接于连接滑块(13)上,所述第二成型子模具(19)限位滑动连接于第二方形轴(20)上,所述第二方形轴(20)固定连接第三电机(21)的输出轴,所述第三电机(21)固定安装于成型箱(1)的外侧,所述第二限位架(23)上开设有用于避位第三连接轴(17)和第二方形轴(20)的凹槽。
5.根据权利要求4所述的汽车钣金件辊压成型装置,其特征在于,所述辊压间距调节机构包括用于调节第一成型子模具(6)以及第二成型母模具(18)的连杆(14),所述连杆(14)的一端转动连接于第一连接轴(12)上,所述连杆(14)的另一端转动连接于第三连接轴(17)上,所述连杆(14)通过第二连接轴(15)转动连接于成型箱(1)的外侧。
6.根据权利要求5所述的汽车钣金件辊压成型装置,其特征在于,所述辊压间距调节机构还包括用于驱使连杆(14)进行调节的调节齿条板(24),所述调节齿条板(24)限位滑动连接于连接座(29)内,所述调节齿条板(24)啮合连接于转动齿轮(16)的外侧,所述调节齿条板(24)上螺纹连接有调节丝杆(25),所述调节丝杆(25)转动连接于连接座(29)的内部,所述连接座(29)固定安装于成型箱(1)的外侧,所述连接座(29)开设有用于避位连杆(14)的避位槽(31)。
7.根据权利要求6所述的汽车钣金件辊压成型装置,其特征在于,所述辊压间距调节机构还包括用于驱使调节丝杆(25)进行旋转调节的第四电机(30),所述调节丝杆(25)上固定连接有第一皮带轮(27),所述第四电机(30)的输出轴固定连接第二皮带轮(28),所述第一皮带轮(27)和第二皮带轮(28)上传动连接有同步带(26),所述第四电机(30)固定安装于连接座(29)上。
8.根据权利要求1所述的汽车钣金件辊压成型装置,其特征在于,所述第一传送辊(2)和第二传送辊(3)通过齿轮副(5)的转动连接,所述第一传送辊(2)固定连接第一电机(4)的输出轴,所述第一电机(4)固定安装于成型箱(1)的外侧。
技术总结
本发明公开了一种汽车钣金件辊压成型装置,属于钣金加工技术领域,其技术要点是:包括成型箱,成型箱上设置有第一传送辊和第二传送辊,在进行钣金料带的辊压成型加工时,第一传送辊和第二传送辊相向旋转可对钣金料带进行输送,且通过设置的辊压限位调节机构可实现第一成型子模具和第一成型母模具的辊压成型位置调节以及第二成型母模具和第二成型子模具的辊压成型位置调节,便于调节加工使用,通过设置的辊压限位调节机构金可带动第一成型子模具以及第二成型母模具进行相应辊压成型间距的调节,方便调节使用,极大的提升了工作效率,具有便于调节辊压成型位置以及辊压距离和工作效率高的优点。
技术研发人员:郁卫叶,钱新矿
受保护的技术使用者:苏州久杰汽车部件有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!