一种电磁场辅助激光深熔裂纹直接愈合方法
本发明涉及激光再造相关,具体涉及一种电磁场辅助激光深熔裂纹直接愈合方法。
背景技术:
1、核心零部件在使用和制造过程中产生裂纹难以避免。这将严重恶化结构的机械性能并降低其使用寿命,甚至严重时会导致部件断裂,从而造成严重的安全事故。因此,裂纹的填补已经成为再制造工程中不可缺少的部分。
2、目前针对裂纹的填补一般分为两大类,一类是增材修复方法,先将裂纹区域开槽去除,随后进行增材修复,最后将多余的表面去除从而实现裂纹修复;另一类是等材愈合方法。但目前在这两类方法中还存在以下难题:在裂纹增材修复中,零件裂纹修复前需要对破损部位进行机加工预处理,使得被切除区域往往远大于实际失效区域,造成修复效率降低,结合界面范围扩大,影响被修复部件的整体性能。在裂纹等材愈合中,电化学与碳氮共渗等方法只能愈合表面裂纹;脉冲电流技术对试样结构要求高,复杂构件裂纹难以愈合;涡流愈合技术设备昂贵且对裂纹深度有一定要求;热压愈合技术和高温愈合技术无法实现选区精准愈合,且工艺复杂。激光再制造技术作为一种先进的热加工制造技术,凭借其热源具有可精准选区,能量密度高,修复后热影响区小等优点等到重视。然而激光熔化技术在深熔模式中存在裂纹与气孔等缺陷且效率有待提高。
技术实现思路
1、本发明的目的在于克服上述不足问题,提供一种电磁场辅助激光深熔裂纹直接愈合方法,实现裂纹高效高质量愈合。
2、本发明为实现上述目的所采用的技术方案是:一种电磁场辅助激光深熔裂纹直接愈合方法,包括如下步骤:
3、步骤(1):对待愈合工件表面用进行打磨、清洗,之后将待愈合工件预固定在工作台上并保证待愈合表面向上;
4、步骤(2):将激光器移动至待愈合工件上方,激光器发射的激光束根据待愈合工件的裂纹的形状进行仿形激光扫描,激光束移动过程中光斑聚焦于待愈合工件表面;
5、步骤(3):将磁铁的两个磁极分别布置在所述待愈合工件的两侧并对待愈合工件进行夹紧,为工件提供预应力,定义待愈合工件受预紧力的垂直方向为x轴方向,两磁极之间的连线与x轴相正交并与待愈合工件上表面平行,两个磁极构成的磁场区域布满整个激光束的扫描区域;将电极的正负两极分别设置在待愈合工件不同于磁极侧的两端,且两个电极之间的连线与所述x轴方向相平行,以使电流方向与所述x轴方向相平行,使得磁场方向与电流方向相正交;
6、步骤(4):在步骤(3)的两个电极之间通入脉冲电流,两个电极在待愈合工件形成电场,两个磁极在待愈合工件形成稳态磁场,通过改变通入脉冲电流方向或磁场方向进行调节电流与磁场产生的洛伦兹力的方向与重力方向相同;洛伦兹力大小通过改变电流大小与磁场强度进行调节;
7、步骤(5):开启激光器,激光束在待愈合工件的裂纹待愈合区域进行仿形填充扫描;待填充的金属材料在激光辐照下形成熔融态,熔融态的金属在同时受到洛伦兹力、重力和磁极预紧力的作用下被迫向底部填充,激光扫码路径结束后,停止激光器、电场和磁场的作用,完成待愈合工件的裂纹愈合。
8、进一步的,对待愈合工件表面用砂纸进行机械打磨,使用丙酮进行超声波清洗并去除油污。
9、进一步的,激光器的激光扫描仿形区域覆盖裂纹延伸区域,激光扫描采用直线填充方式并与裂纹延伸方向垂直。
10、进一步的,激光束在待愈合工件的裂纹待愈合区域沿x轴方向进行矩形填充扫描。
11、进一步的,所述脉冲电流的大小为100a/mm2。
12、进一步的,所述磁场的磁场强度为0.4t-1.2t。
13、进一步的,所述激光器的激光功率为1100w-1500w,光斑大小为0.175mm,振镜扫描速度为20mm/s。
14、进一步的,所述待填充的金属材料为非铁磁性金属材料。
15、进一步的,所述待填充的金属材料为316l不锈钢。
16、本发明的特点是:采用电磁复合场辅助激光深熔技术在激光直接作用的同时耦合脉冲电流与稳态磁场,利用脉冲电流的尖端裂纹愈合热效应、电磁复合场辅助激光深熔在熔池中产生的洛伦兹力、重力和磁极预紧力实现裂纹高效及高质量愈合。脉冲电流的尖端裂纹愈合热效应可以提高裂纹愈合效率;洛伦兹力对熔池内部的流体压力进行调控,改变气泡或者氧化物夹杂的受力,获得加速排逸效果,解决孔隙及氧化物夹杂问题,有利于提高裂纹愈合质量。
技术特征:
1.一种电磁场辅助激光深熔裂纹直接愈合方法,其特征在于:包括如下步骤:
2.如权利要求1所述的一种电磁场辅助激光深熔裂纹直接愈合方法,其特征在于:对待愈合工件表面用砂纸进行机械打磨,使用丙酮进行超声波清洗并去除油污。
3.如权利要求1所述的一种电磁场辅助激光深熔裂纹直接愈合方法,其特征在于:激光器的激光扫描仿形区域覆盖裂纹延伸区域,激光扫描采用直线填充方式并与裂纹延伸方向垂直。
4.如权利要求1所述的一种电磁场辅助激光深熔裂纹直接愈合方法,其特征在于:激光束在待愈合工件的裂纹待愈合区域沿x轴方向进行矩形填充扫描。
5.如权利要求1所述的一种电磁场辅助激光深熔裂纹直接愈合方法,其特征在于:所述脉冲电流的大小为100a/mm2。
6.如权利要求1所述的一种电磁场辅助激光深熔裂纹直接愈合方法,其特征在于:所述磁场的磁场强度为0.4t-1.2t。
7.如权利要求1所述的一种电磁场辅助激光深熔裂纹直接愈合方法,其特征在于:所述激光器的激光功率为1100w-1500w,光斑大小为0.175mm,振镜扫描速度为20mm/s。
8.如权利要求1所述的一种电磁场辅助激光深熔裂纹直接愈合方法,其特征在于:所述待填充的金属材料为非铁磁性金属材料。
9.如权利要求8所述的一种电磁场辅助激光深熔裂纹直接愈合方法,其特征在于:所述待填充的金属材料为316l不锈钢。
技术总结
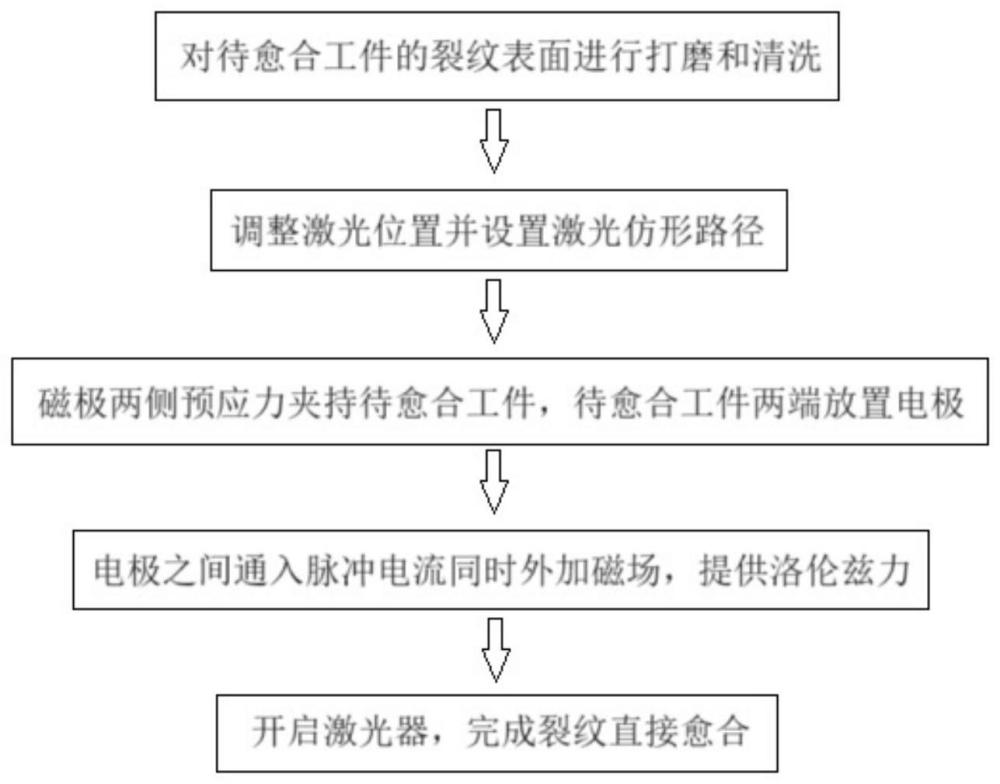
本发明公开了一种电磁场辅助激光深熔裂纹直接愈合方法,包括如下步骤:1、对待愈合工件的裂纹表面进行打磨和清洗;2、调整激光位置并设置激光仿形路径;3、磁极两侧预应力夹持待愈合工件,待愈合工件两端放置电极;4、电极之间通入脉冲电流同时外加磁场,提供洛伦兹力;5、开启激光器,完成裂纹直接愈合。本发明的特点是:采用电磁复合场辅助激光深熔技术在激光直接作用的同时耦合脉冲电流与稳态磁场,利用脉冲电流的尖端裂纹愈合热效应、电磁复合场辅助激光深熔在熔池中产生的洛伦兹力、重力和磁极预紧力实现裂纹高效及高质量愈合。
技术研发人员:姚建华,戎易,王梁,张群莉,杨高林
受保护的技术使用者:浙江工业大学
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!