一种内双台阶环件随形成形的制备装置及其锻制方法与流程
本发明属于机械制造,具体涉及一一种内双台阶环件随形成形的制备装置及其锻制方法。
背景技术:
1、参照图1,内双台阶环件锻件是一种外形为规则状,内部有对称双台阶形成内的回转体产品,主要用于连接固体发动机连接作用。根据其使用的高温环境及连接要求,一般需要经过锻制加工,才能满足使用要求。但由于该零件的形状复杂,常规锻造成形难度大,且用量较小,不适用于大批量模锻生产,材料为钛合金,材料价值高。目前常规的制造方法一般是:将产品整体锻制为一规则环形,然后再进行机械加工至最终要求尺寸,这种方法加工余量大,造成加工应力较大,最终尺寸精度难以保证,产品流线不连续,质量不稳定,另材料利用率低,生产效率低,制造成本高。因此需寻求一种内双台阶环件随形成形的装置,使产品能够快速成形,保持组织的连续性,以提高产品质量。
技术实现思路
1、为了解决上述问题,本发明旨在提供一一种内双台阶环件随形成形的制备装置及其锻制方法。
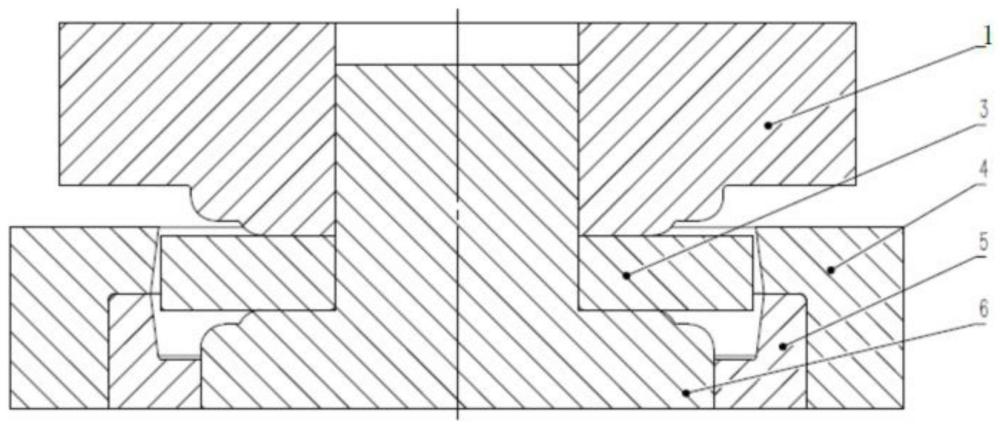
2、为了实现上述目的,本发明采用以下技术方案:一种内双台阶环件随形成形的制备装置,包括下模和上模,下模包括外模套,设置在外模套内端面的镶块以及设置在镶块内端面的模芯,上模嵌套在模芯的上端面,上模和下模配合形成内双台阶环件成形形腔。
3、优选的,所述上模为上端面和下端面一体成型,下端面为双台阶状,其中靠近上端面的台阶外形面为圆弧状,另一个台阶为圆弧和平面的组合,上模的竖直中心线上开设有圆柱孔。
4、优选的,所述模芯包括圆柱形的上端面和双台阶的下端面一体成型,下端面靠近上端面的台阶为平台和圆弧的组合,另一个台阶的外形面为圆弧状。
5、优选的,所述镶块的底面与模芯的底面在同一水平面上,镶块上与底面垂直的内侧端部分与模芯下端面非阶梯部分的外端贴合。
6、优选的,所述外模套的底面与镶块、模芯的底面在同一水平面上,外模套的内端面与镶块的外端面贴合,模套、镶块和模芯形成下模形腔。
7、优选的,所述模芯上端面的圆柱套入上模开设的圆柱孔内并上下滑动,上模下端面的双台阶和模芯下端面的双台阶对称,上模下滑时上模的下端面进入下模形腔构成内双台阶环件成形形腔。
8、一种采用制备装置对内双台阶环件进行锻造的方法,
9、步骤1:将环形坯料在电炉中加热至始锻温度,并进行保温;
10、步骤2:将保温后的环形坯料套装在模芯的上端圆柱上并放置在下模形腔内;
11、步骤3:将上模对中放置于环形坯料上端并使用压力足够的压机上平砧下压,直至与下模套上端接触,即获得内双台阶环件锻件。
12、优选的,外模套、镶块和模芯在成型过程中确保中心对中。
13、优选的,上模和坯料在成型过程中确保中心对中。
14、优选的,所述步骤1的保温工艺根据环形坯料厚度进行保温,为0.8min/mm,保温时间不少于30min。
15、与现有技术相比,本发明具有以下优势:一种内双台阶环件随形成形的装置,操作简单、材料金属流线连续、组织均匀,生产过程连续、加工余量小、生产效率高、制造成本低,易于推广。加工方法配合专用模具,用最简单的操作获得特制形状的锻件。
技术特征:
1.一种内双台阶环件随形成形的制备装置,包括下模和上模,其特征在于:下模包括外模套(4),设置在外模套(4)内端面的镶块(5)以及设置在镶块(5)内端面的模芯(6),上模(1)嵌套在模芯(6)的上端面,上模(1)和下模配合形成内双台阶环件成形形腔。
2.根据权利要求1所述的内双台阶环件随形成形的制备装置,其特征在于:所述上模(1)为上端面和下端面一体成型,下端面为双台阶状,其中靠近上端面的台阶外形面为圆弧状,另一个台阶为圆弧和平面的组合,上模的竖直中心线上开设有圆柱孔。
3.根据权利要求1所述的内双台阶环件随形成形的制备装置,其特征在于:所述模芯(6)包括圆柱形的上端面和双台阶的下端面一体成型,下端面靠近上端面的台阶为平台和圆弧的组合,另一个台阶的外形面为圆弧状。
4.根据权利要求1所述的内双台阶环件随形成形的制备装置,其特征在于:所述镶块(5)的底面与模芯(6)的底面在同一水平面上,镶块(5)上与底面垂直的内侧端部分与模芯(6)下端面非阶梯部分的外端贴合。
5.根据权利要求1所述的内双台阶环件随形成形的制备装置,其特征在于:所述外模套(4)的底面与镶块(5)、模芯(6)的底面在同一水平面上,外模套(4)的内端面与镶块(5)的外端面贴合,模套(4)、镶块(5)和模芯(6)形成下模形腔。
6.根据权利要求1所述的内双台阶环件随形成形的制备装置,其特征在于:所述模芯(6)上端面的圆柱套入上模(1)开设的圆柱孔内并上下滑动,上模(1)下端面的双台阶和模芯(6)下端面的双台阶对称,上模(1)下滑时上模的下端面进入下模形腔构成内双台阶环件成形形腔。
7.一种采用权利要求1-6任一项所述制备装置对内双台阶环件进行锻造的方法,其特征在于:
8.根据权利要求7所述的内双台阶环件随形成形的锻制方法,其特征在于:外模套(4)、镶块(5)和模芯(6)在成型过程中确保中心对中。
9.根据权利要求7所述的根据权利要求7所述的内双台阶环件随形成形的锻制方法,其特征在于:上模(1)和坯料(3)在成型过程中确保中心对中。
10.根据权利要求7所述的根据权利要求7所述的内双台阶环件随形成形的锻制方法,其特征在于:所述步骤1的保温工艺根据环形坯料(3)厚度进行保温,为0.8min/mm,保温时间不少于30min。
技术总结
本发明公开了一种内双台阶环件随形成形的制备装置及其锻制方法,属于机械制造技术领域,装置包括下模和上模,下模包括外模套,设置在外模套内端面的镶块以及设置在镶块内端面的模芯,上模嵌套在模芯的上端面,上模和下模配合形成内双台阶环件成形形腔。将环形坯料在电炉炉中加热至始锻温度,根据坯料厚度保温0.8min/mm后,对中放入下模中,将上模7对中放置于坯料上端并使用压力足够的压机上平砧下压,直至与模芯上端接触,即获得内双台阶环件锻件。加工方法配合专用模具,用最简单的操作获得特制形状的锻件。
技术研发人员:张明桥,傅明娇,万隆,付朝政,李卓林,冯俊
受保护的技术使用者:贵州航天新力科技有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!