一种汽车底盘后副车架焊接夹具的制作方法
本发明涉及汽车制品加工设备,具体涉及一种汽车底盘后副车架焊接夹具。
背景技术:
1、目前的汽车底盘本体工件在进行焊接时,需要先对工件进行固定,然后才能对工件进行焊接工作,由于这些待焊接工件的高度各不相同,部分工件会处于悬空状态,因此在对这些工件进行支撑固定时,需要使用相应定位夹具对工件进行定位,避免工件在焊接时发生晃动产生误差。
2、但现有技术在长时间的使用过程中,发现仍存在一点的弊端,如:一、底盘后副车架的部分结构,如中部强化筋在焊接过程中,由于焊接端的折弯面厚度较薄,且中部强化筋为空腔结构,在焊接热应力下会使其折弯区域发生形变,现有焊接夹具无法对其进行同步矫形,而结束焊接后车架已定型,此时矫形已导致焊接端焊缝开裂,影响后副车架产品的后期使用;二、现有焊接焊接夹具通常只对后副车架本体的四周进行定位夹持,而由于后副车架的横纵梁相对较长,仅夹持定位后副车架本体的四周,在焊接热效应的传导下会导致中部出现热形变的趋势,对工件产品的质量造成影响。
技术实现思路
1、本发明的目的在于提供一种汽车底盘后副车架焊接夹具,以解决现有技术中导致的上述缺陷。
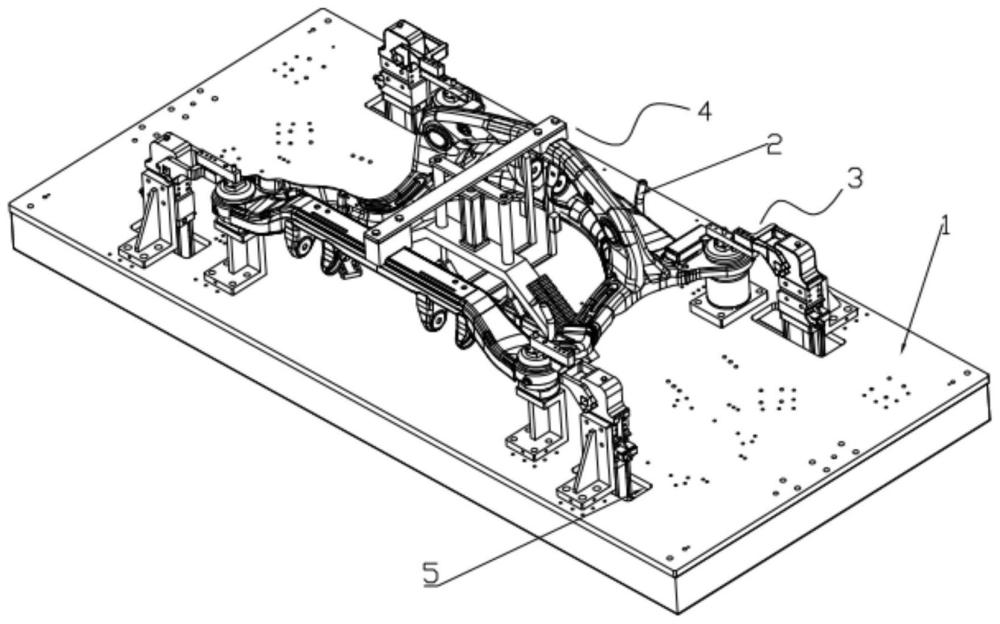
2、一种汽车底盘后副车架焊接夹具,包括工装架、限位曲杆、转角限位机构以及横纵矫形机构,所述限位曲杆有多个并均设于工装架上,工装架上开设有避让孔,所述转角限位机构安装于避让孔内,并用于对汽车底盘后副车架进行限位,所述横纵矫形机构安装于工装架上,并用于对汽车底盘后副车架的本体中段进行顶持限位,且矫正焊接后的中部强化筋。
3、优选的,所述转角限位机构包括气缸一、定位压撑部以及承压座,所述气缸一安装于避让孔内,气缸一的输出端安装有支撑座,所述支撑座的上端安装有打孔调节臂,所述定位压撑部可调节安装于打孔调节臂上,所述承压座安装于工装架上,并置于定位压撑部的正下方。
4、优选的,所述横纵矫形机构包括固定架、气缸二以及开孔通风架,所述固定架设置于工装架上,所述气缸二安装于固定架上,气缸二的输出端安装有升降板,所述升降板的两端固定有对称设置的滑杆,所述滑杆滑动设置于固定架上,滑杆的下端固定连接有三角导向架,固定架的两侧为倾斜面设置,固定架的两侧斜向滑动设置有滑块,所述滑块的顶端设置有横向夹持顶板,两个所述滑块的底部分别安装有开口导向件一和开口导向件二,开口导向件一和开口导向件二分别滑动设置于两个所述三角导向架内,且开口导向件一和开口导向件二的端口相互插设,所述开孔通风架有两个并为对称设置,两个所述开孔通风架分别安装于开口导向件一和开口导向件二的侧端,开孔通风架上还安装有风机,所述升降板的上端设置纵向夹持顶座。
5、优选的,所述承压座及定位压撑部均与汽车底盘后副车架的转角相配合。
6、优选的,所述横向夹持顶板的顶端为开槽设置且与汽车底盘后副车架的内侧壁相配合。
7、优选的,所述开孔通风架与汽车底盘后副车架的中部强化筋内侧相配合。
8、本发明的优点在于:
9、通过在工装架上设置转角限位机构及横纵矫形机构,由定位压撑部,配合正下方的承压座,共同夹持住汽车底盘后副车架本体的转角端,再由气缸二的输出端带动升降板移动,分别带动纵向夹持顶座顶靠汽车底盘后副车架本体,且经滑杆和两个三角导向架带动开口导向件一和开口导向件二同步下行,来带动滑块在固定架两侧的倾斜端面滑动,继而带动两侧的横向夹持顶板的上端面抵靠于汽车底盘后副车架的一侧中段上,实现横向和纵向的双向定位矫形,避免焊接过程中相对较长的后副车架的横纵梁出现热形变,保证工件产品质量;
10、随着开口导向件一和开口导向件二的分离还会带动两个开孔通风架同步分离,顶靠至后副车架的中部强化筋侧壁,配合风机产生的气流从开孔通风架上的出风口吹出,实现对后副车架的中部强化筋进行矫形的同时快速冷却定型,避免后期矫形导致焊接端焊缝出现开裂。
技术特征:
1.一种汽车底盘后副车架焊接夹具,其特征在于,包括工装架(1)、限位曲杆(2)、转角限位机构(3)以及横纵矫形机构(4),所述限位曲杆(2)有多个并均设于工装架(1)上,工装架(1)上开设有避让孔(5),所述转角限位机构(3)安装于避让孔(5)内,并用于对汽车底盘后副车架进行限位,所述横纵矫形机构(4)安装于工装架(1)上,并用于对汽车底盘后副车架的本体中段进行顶持限位,且矫正焊接后的中部强化筋。
2.根据权利要求1所述的一种汽车底盘后副车架焊接夹具,其特征在于:所述转角限位机构(3)包括气缸一(301)、定位压撑部(302)以及承压座(303),所述气缸一(301)安装于避让孔(5)内,气缸一(301)的输出端安装有支撑座(304),所述支撑座(304)的上端安装有打孔调节臂(305),所述定位压撑部(302)可调节安装于打孔调节臂(305)上,所述承压座(303)安装于工装架(1)上,并置于定位压撑部(302)的正下方。
3.根据权利要求1所述的一种汽车底盘后副车架焊接夹具,其特征在于:所述横纵矫形机构(4)包括固定架(401)、气缸二(402)以及开孔通风架(403),所述固定架(401)设置于工装架(1)上,所述气缸二(402)安装于固定架(401)上,气缸二(402)的输出端安装有升降板(404),所述升降板(404)的两端固定有对称设置的滑杆(405),所述滑杆(405)滑动设置于固定架(401)上,滑杆(405)的下端固定连接有三角导向架(406),固定架(401)的两侧为倾斜面设置,固定架(401)的两侧斜向滑动设置有滑块(407),所述滑块(407)的顶端设置有横向夹持顶板(408),两个所述滑块(407)的底部分别安装有开口导向件一(409)和开口导向件二(410),开口导向件一(409)和开口导向件二(410)分别滑动设置于两个所述三角导向架(406)内,且开口导向件一(409)和开口导向件二(410)的端口相互插设,所述开孔通风架(403)有两个并为对称设置,两个所述开孔通风架(403)分别安装于开口导向件一(409)和开口导向件二(410)的侧端,开孔通风架(403)上还安装有风机(411),所述升降板(404)的上端设置纵向夹持顶座(412)。
4.根据权利要求2所述的一种汽车底盘后副车架焊接夹具,其特征在于:所述承压座(303)及定位压撑部(302)均与汽车底盘后副车架的转角相配合。
5.根据权利要求3所述的一种汽车底盘后副车架焊接夹具,其特征在于:所述横向夹持顶板(408)的顶端为开槽设置且与汽车底盘后副车架的内侧壁相配合。
6.根据权利要求3所述的一种汽车底盘后副车架焊接夹具,其特征在于:所述开孔通风架(403)与汽车底盘后副车架的中部强化筋相配合。
技术总结
本发明公开了一种汽车底盘后副车架焊接夹具,涉及汽车制品加工设备技术领域,包括工装架、限位曲杆、转角限位机构以及横纵矫形机构。本发明气缸二的输出端带动升降板移动,分别带动纵向夹持顶座顶靠汽车底盘后副车架本体,且经滑杆和两个三角导向架带动开口导向件一和开口导向件二同步下行,来带动滑块在固定架两侧的倾斜端面滑动,继而带动两侧的横向夹持顶板的上端面抵靠于汽车底盘后副车架的一侧中段上,实现横向和纵向的双向定位矫形,避免焊接过程中相对较长的后副车架的横纵梁出现热形变,保证工件产品质量;还可实现对后副车架的中部强化筋进行矫形的同时快速冷却定型,避免后期矫形导致焊接端焊缝出现开裂。
技术研发人员:刘畅,史贤武,娄军
受保护的技术使用者:达奥(芜湖)汽车制品有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!