一种灶具管接头焊接生产线的制作方法
本发明涉及灶具管加工,尤其是涉及一种灶具管接头焊接生产线。
背景技术:
1、灶具管为燃气管道,燃气管道的端部为螺母套结构,其螺母结构通过环焊在金属灶具管的端部上;现有的灶具管焊接装置一次只能对一个灶具管进行定位,再进行环形焊接,生产效率低,影响产量。
2、如中国专利cn216298356u公开的一种钢制燃气管道滚动焊接装置,包括底板,底板底部固定连接有底柱,底板顶部固定连接有支撑柱,底板顶部还固定连接有电动机,电动机输出端固定连接有第一转动轴,第一转动轴外壁转动连接有传动履带,传动履带内壁还与第二转动轴外壁转动连接,第二转动轴内侧固定连接有转动板,转动板上安装有夹持结构和固定结构;其一次仅能对一个管道进行定位焊接,不能连续焊接作业,加工效率低。
技术实现思路
1、针对现有技术不足,本发明提供一种灶具管接头焊接生产线,其灶具管接头可连续焊接作业,加工效率高。
2、为了解决上述技术问题,本发明所采用的技术方案为:
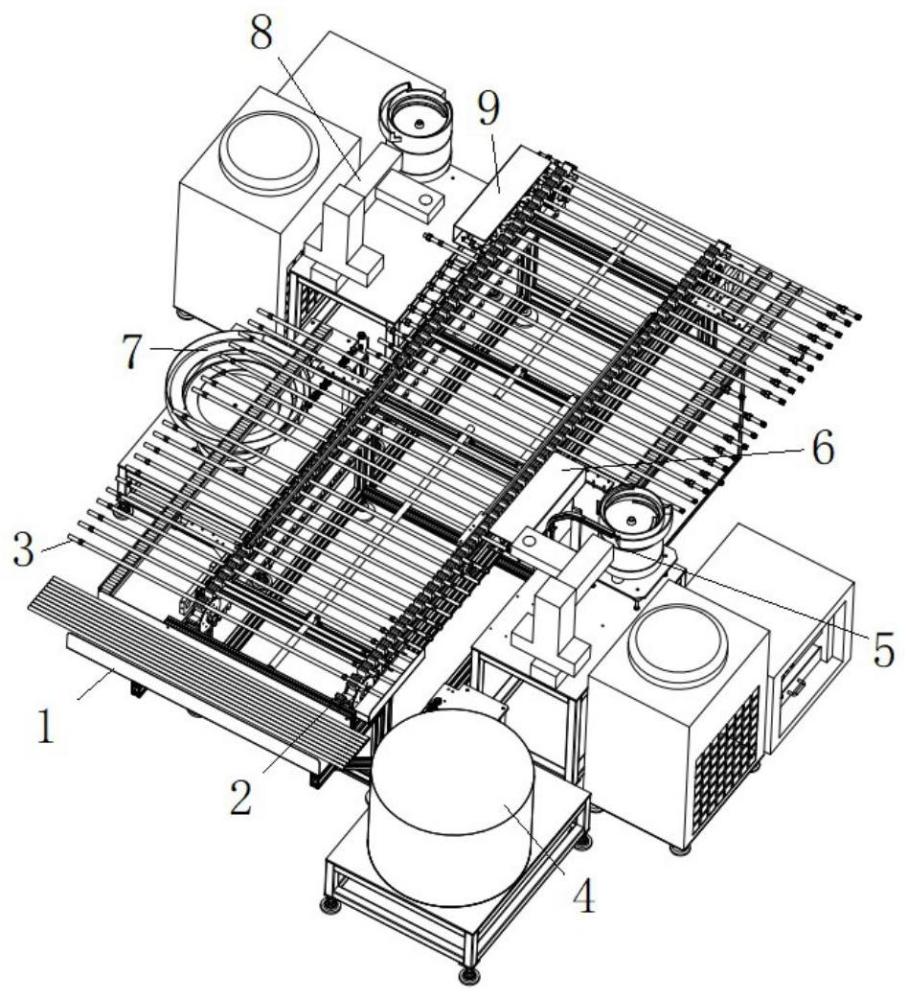
3、该灶具管接头焊接生产线,包括机架和焊接机,所述机架上设有传动齿带和驱动传动齿带运行的电机,所述传送齿带上设有用于定位灶具管的齿槽,所述焊接机为一对焊接机,一对焊接机设置在机架的两侧。
4、进一步的:
5、所述传送齿带为相对设置的一对。
6、所述机架上对应传送齿带的端部设有上料槽。
7、所述机架一端对应传送齿带的尾部设有收料箱。
8、所述一对焊接机包括一侧焊接机和另一侧焊接机,一侧焊接机和另一侧焊接机错位设置。
9、所述机架的侧面位于每一焊接机的后面均设有用于快速冷却焊接区域的风冷罩,风冷罩内设有风冷机。
10、所述机架的侧面在焊接机的前方设有螺母装配机。
11、所述机架的侧面对应焊接机位置设有用于支撑灶具管端部的流利条。
12、所述机架上在一对焊接机前后之间设有用于驱动灶具管横向移动的机械手或推动结构。
13、所述机架上方对应焊接机位置设有压管条。
14、本发明与现有技术相比,具有以下优点:
15、该灶具管接头焊接生产线结构设计合理,环形的传动齿带会带动灶具管移动,通过螺母装配机或手动将螺母套在灶具管端部上,之后在生产线上进行焊接,灶具接头焊接作业可连续操作,加工效率高。
技术特征:
1.一种灶具管接头焊接生产线,包括机架和焊接机,其特征在于:所述机架上设有传动齿带和驱动传动齿带运行的电机,所述传送齿带上设有用于定位灶具管的齿槽,所述焊接机为一对焊接机,一对焊接机设置在机架的两侧。
2.如权利要求1所述灶具管接头焊接生产线,其特征在于:所述传送齿带为相对设置的一对。
3.如权利要求1所述灶具管接头焊接生产线,其特征在于:所述机架上对应传送齿带的端部设有上料槽。
4.如权利要求1所述灶具管接头焊接生产线,其特征在于:所述机架一端对应传送齿带的尾部设有收料箱。
5.如权利要求1所述灶具管接头焊接生产线,其特征在于:所述一对焊接机包括一侧焊接机和另一侧焊接机,一侧焊接机和另一侧焊接机错位设置。
6.如权利要求1所述灶具管接头焊接生产线,其特征在于:所述机架的侧面位于每一焊接机的后面均设有用于快速冷却焊接区域的风冷罩,风冷罩内设有风冷机。
7.如权利要求1所述灶具管接头焊接生产线,其特征在于:所述机架的侧面在焊接机的前方设有螺母装配机。
8.如权利要求5所述灶具管接头焊接生产线,其特征在于:所述机架的侧面对应焊接机位置设有用于支撑灶具管端部的流利条。
9.如权利要求5所述灶具管接头焊接生产线,其特征在于:所述机架上在一对焊接机前后之间设有用于驱动灶具管横向移动的机械手或推动结构。
10.如权利要求5所述灶具管接头焊接生产线,其特征在于:所述机架上方对应焊接机位置设有压管条。
技术总结
本发明公开了一种灶具管接头焊接生产线,包括机架和焊接机,所述机架上设有传动齿带和驱动传动齿带运行的电机,所述传送齿带上设有用于定位灶具管的齿槽,所述焊接机为一对焊接机,一对焊接机设置在机架的两侧。该灶具管接头焊接生产线结构设计合理,环形的传动齿带会带动灶具管移动,通过螺母装配机或手动将螺母套在灶具管端部上,之后在生产线上进行焊接,灶具接头焊接作业可连续操作,加工效率高。
技术研发人员:傅延超,潘利玲,程燕,程涛,孟亚军,许浩
受保护的技术使用者:芜湖泰和管业股份有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!