一种消防栓阀杆自动加工方法与流程
本发明属于阀杆加工,具体涉及一种消防栓阀杆自动加工方法。
背景技术:
1、消防栓,一种固定式消防设施,主要作用是控制可燃物、隔绝助燃物、消除着火源。由本体、弯管、阀座、阀瓣、排水阀、阀杆和消防接口组成。阀杆是消防栓的重要组成部分,而阀杆加工需要用到相应的加工设备,例如公开号为cn103521782b的一种消防栓阀杆外圆周加工装置,实现自动回位功能,提高自动化程度,再结合自动送料装置,可以实现无需人工操作的自动送料、换料、加工。
2、上述装置中刀台的位置通过螺钉固定,人为改变刀台位置较为麻烦,不便于根据主轴箱端部安装的阀杆的尺寸进行调节,增加阀杆在主轴箱端部送料加工局限性,造成阀杆表面局部位置加工不全面,影响阀杆表面加工质量的问题,为此我们提出一种消防栓阀杆自动加工方法。
技术实现思路
1、本发明的目的在于提供一种消防栓阀杆自动加工方法,以解决上述背景技术中提出的刀台的位置不便于根据阀杆尺寸形状进行调节,使得阀杆表面加工不全面的问题。
2、为实现上述目的,本发明提供如下技术方案:一种消防栓阀杆自动加工方法,包括以下步骤,首先,原料杆经过切割设备切割加工成需要的长度,然后切割后的杆体表面通过打磨设备和切削设备对杆体表面进行精加工处理,其次,加工后的杆体经过热处理形成具有高强度和硬度的阀杆,接下来,阀杆外表面进行电镀、喷涂等处理,最后,加工后的阀杆检测合格可进行装配使用。
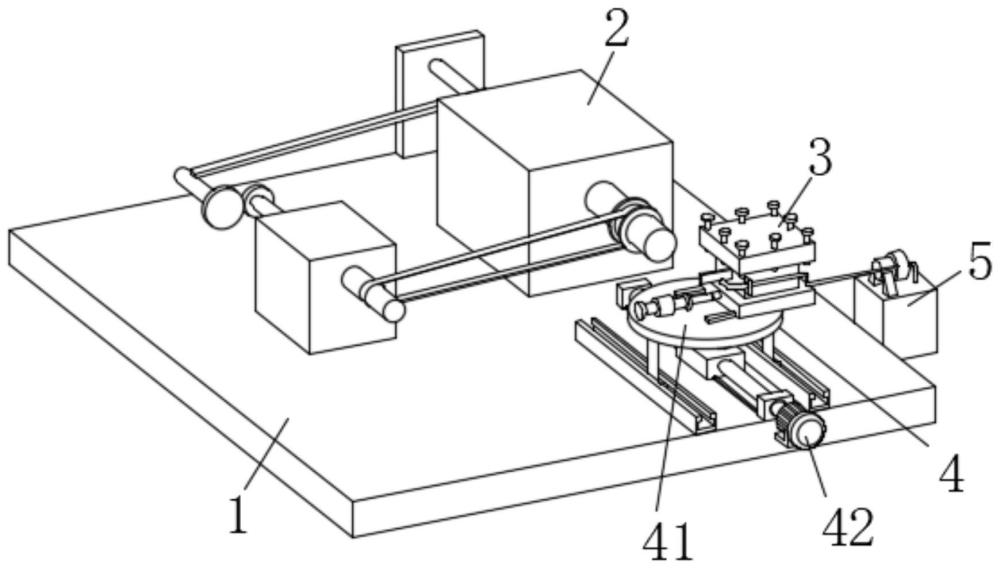
3、优选的,切削设备包括工作台和驱动调节机构,所述工作台包括上表面设置的送料主轴箱,所述工作台顶部设置有位于送料主轴箱右侧的刀台,所述工作台和刀台之间设置有驱动调节机构,所述驱动调节机构包括安装在刀台底部的支撑台,所述支撑台底部设置有驱动其转动的转动构件,所述转动构件底部设置有螺母座,所述螺母座内旋合且贯穿安装有转动丝杆,所述转动丝杆右端连接有驱动电机,所述支撑台底部与工作台之间对称设置有两个支撑构件,所述转动丝杆两端与工作台之间设置有支撑座。
4、优选的,所述支撑座与转动丝杆之间嵌入安装有轴承,所述驱动电机与工作台之间设置有第一机架,两个所述支撑座之间固定有活动贯穿螺母座的限位杆。
5、优选的,所述转动构件包括固定在支撑台底部的内齿环,所述螺母座上表面固定有转动电机,且二者之间设置有第二机架,所述转动电机顶部设置有输出轴,所述输出轴上端套设安装有驱动齿轮,所述驱动齿轮位于内齿环内侧且二者啮合连接。
6、优选的,所述支撑构件包括支撑柱,所述支撑台下表面开设有环形滑槽,所述支撑柱上端固定有伸进环形滑槽中的球头滑块,所述工作台上表面与支撑柱相对应处设置有支撑导轨。
7、优选的,所述支撑导轨内部开设有t型的滑槽,所述支撑柱下端设置有伸进滑槽中的滑块。
8、优选的,所述刀台与工作台之间设置有抽吸构件,所述刀台前表面设置有加工刀体,所述抽吸构件包括收集箱和吸气头,所述收集箱顶部设置有气泵,且二者之间连接有送气管,所述刀台右侧设置有固定板。
9、优选的,所述吸气头左端延伸至加工刀体右侧,所述吸气头右端嵌入安装在固定板中,且所述吸气头后端端部与气泵之间设置有抽气管。
10、优选的,所述刀台与支撑台之间设置有拉动构件,所述拉动构件包括驱动缸,所述驱动缸通过外表面套设安装的稳固座固定在支撑台上表面,所述驱动缸内部设置有活塞杆,所述支撑台上表面设置有两个稳定导轨,所述刀台底部开设有供稳定导轨滑动的导向槽,所述活塞杆后端与刀台前表面设置的套筒连接固定。
11、与现有技术相比,本发明的有益效果是:
12、(1)本发明通过将工作台、刀台和驱动调节机构结合,可在不影响阀杆产品送料加工的前提下,根据阀杆产品的尺寸和形状自动调节刀台在水平面内的角度和位置,增加刀台对阀杆产品表面加工全面性和便捷性,同时整个过程机械结构驱动刀台位置改变,减少人为操作的麻烦。
13、(2)本发明通过设计的抽吸构件,可对阀杆产品外表面加工产生的碎屑进行抽吸收集,减少碎屑飘扬被吸入的危险,同时减少人为清理散落在工作台表面的碎屑,实现碎屑的自动抽吸收集,为阀杆产品加工清理提供便利性。
14、(3)本发明通过设计的拉动构件,可在一定范围内让刀在y轴方向移动,改变加工刀体的位置使其靠近阀杆产品,增加对阀杆产品加工便捷性和对阀杆产品的适配加工范围。
技术特征:
1.一种消防栓阀杆自动加工方法,其特征在于,包括以下步骤,首先,原料杆经过切割设备切割加工成需要的长度,然后切割后的杆体表面通过打磨设备和切削设备对杆体表面进行精加工处理,其次,加工后的杆体经过热处理形成具有高强度和硬度的阀杆,接下来,阀杆外表面进行电镀、喷涂等处理,最后,加工后的阀杆检测合格可进行装配使用。
2.根据权利要求1所述的一种消防栓阀杆自动加工方法,其特征在于:切削设备包括工作台(1)和驱动调节机构(4),所述工作台(1)包括上表面设置的送料主轴箱(2),所述工作台(1)顶部设置有位于送料主轴箱(2)右侧的刀台(3),其特征在于:所述工作台(1)和刀台(3)之间设置有驱动调节机构(4),所述驱动调节机构(4)包括安装在刀台(3)底部的支撑台(41),所述支撑台(41)底部设置有驱动其转动的转动构件(45),所述转动构件(45)底部设置有螺母座(43),所述螺母座(43)内旋合且贯穿安装有转动丝杆(44),所述转动丝杆(44)右端连接有驱动电机(42),所述支撑台(41)底部与工作台(1)之间对称设置有两个支撑构件(6),所述转动丝杆(44)两端与工作台(1)之间设置有支撑座(441)。
3.根据权利要求2所述的一种消防栓阀杆自动加工方法,其特征在于:所述支撑座(441)与转动丝杆(44)之间嵌入安装有轴承,所述驱动电机(42)与工作台(1)之间设置有第一机架,两个所述支撑座(441)之间固定有活动贯穿螺母座(43)的限位杆(431)。
4.根据权利要求2所述的一种消防栓阀杆自动加工方法,其特征在于:所述转动构件(45)包括固定在支撑台(41)底部的内齿环(451),所述螺母座(43)上表面固定有转动电机(453),且二者之间设置有第二机架,所述转动电机(453)顶部设置有输出轴(454),所述输出轴(454)上端套设安装有驱动齿轮(452),所述驱动齿轮(452)位于内齿环(451)内侧且二者啮合连接。
5.根据权利要求2所述的一种消防栓阀杆自动加工方法,其特征在于:所述支撑构件(6)包括支撑柱(61),所述支撑台(41)下表面开设有环形滑槽(63),所述支撑柱(61)上端固定有伸进环形滑槽(63)中的球头滑块(62),所述工作台(1)上表面与支撑柱(61)相对应处设置有支撑导轨。
6.根据权利要求5所述的一种消防栓阀杆自动加工方法,其特征在于:所述支撑导轨内部开设有t型的滑槽,所述支撑柱(61)下端设置有伸进滑槽中的滑块。
7.根据权利要求2所述的一种消防栓阀杆自动加工方法,其特征在于:所述刀台(3)与工作台(1)之间设置有抽吸构件(5),所述刀台(3)前表面设置有加工刀体,所述抽吸构件(5)包括收集箱(51)和吸气头(56),所述收集箱(51)顶部设置有气泵(52),且二者之间连接有送气管(53),所述刀台(3)右侧设置有固定板(54)。
8.根据权利要求7所述的一种消防栓阀杆自动加工方法,其特征在于:所述吸气头(56)左端延伸至加工刀体右侧,所述吸气头(56)右端嵌入安装在固定板(54)中,且所述吸气头(56)后端端部与气泵(52)之间设置有抽气管(55)。
9.根据权利要求2所述的一种消防栓阀杆自动加工方法,其特征在于:所述刀台(3)与支撑台(41)之间设置有拉动构件(7),所述拉动构件(7)包括驱动缸(71),所述驱动缸(71)通过外表面套设安装的稳固座(72)固定在支撑台(41)上表面,所述驱动缸(71)内部设置有活塞杆(74),所述支撑台(41)上表面设置有两个稳定导轨(73),所述刀台(3)底部开设有供稳定导轨(73)滑动的导向槽,所述活塞杆(74)后端与刀台(3)前表面设置的套筒(75)连接固定。
技术总结
本发明公开了一种消防栓阀杆自动加工方法,一种消防栓阀杆自动加工方法,包括以下步骤,首先,原料杆经过切割设备切割加工成需要的长度,然后切割后的杆体表面通过打磨设备和切削设备对杆体表面进行精加工处理,其次,加工后的杆体经过热处理形成具有高强度和硬度的阀杆,接下来,阀杆外表面进行电镀、喷涂等处理,最后,加工后的阀杆检测合格可进行装配使用;本发明通过将工作台、刀台和驱动调节机构结合,可在不影响阀杆产品送料加工的前提下,根据阀杆产品的尺寸和形状自动调节刀台在水平面内的角度和位置,增加刀台对阀杆产品表面加工全面性和便捷性,同时整个过程机械结构驱动刀台位置改变,减少人为操作的麻烦。
技术研发人员:马瑞,马克法,杜和梅,郭配军,郭海峰
受保护的技术使用者:含山县林头鑫瑞机械配件厂
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!