电池托盘的制造工艺的制作方法
本发明涉及电池生产制造,特别涉及一种电池托盘的制造工艺。
背景技术:
1、随着新能源汽车的逐步发展,新能源汽车对电池的要求也越来越高,电池托盘作为电池组的一个重要组成部分,其影响着电池的续航能力和使用寿命。现有的电池托盘通常包括水冷板和框架,在现有技术中,水冷板和框架之间通常是以热熔自攻螺接工艺(fds)进行连接,连接位置处还需设置密封胶进行密封。这样的连接方式,一方面,其消耗的物料较多,工艺流程较为繁琐,存在生产成本偏高的问题,另一方面,在长久使用时,还需要面对连接位置处的密封胶老化的问题,影响密封性,因此,现有的水冷板和框架之间的连接方式还有待改进。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种电池托盘的制造工艺,通过搅拌摩擦穿透焊接的方式使水冷板的边侧和框架焊接固定,焊接质量较为稳定可靠且密封效果较好,能优化工艺流程,减少物料消耗,有利于降低成本。
2、根据本发明实施例所述的电池托盘的制造工艺,电池托盘包括水冷板和框架,所述水冷板包括第一板层和第二板层,所述框架、所述第一板层和所述第二板层均为铝合金材质,所述第一板层的边侧和所述第二板层的边侧之间设有钎焊层并通过所述钎焊层连接,制造工艺包括以下步骤:
3、叠放材料,将所述水冷板放置于所述框架的预设位置,使所述水冷板的边侧叠放于所述框架上;
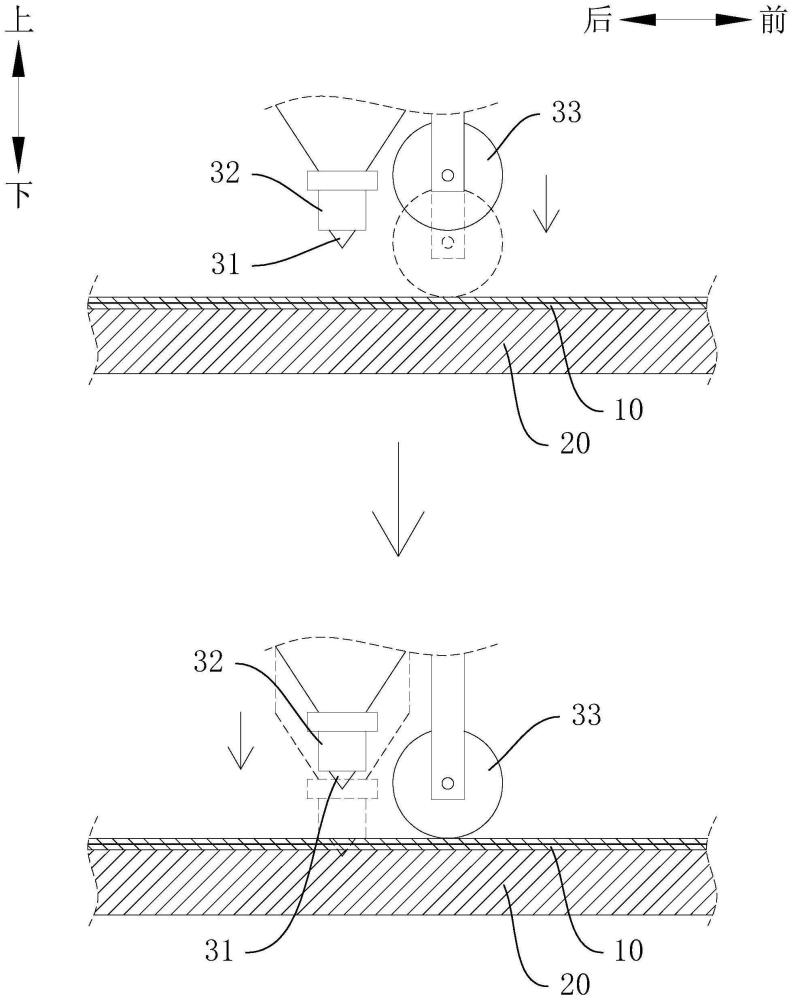
4、下移刺穿,采用搅拌摩擦焊设备,搅拌摩擦焊设备的搅拌头旋转并向下移动,依次穿设所述第一板层、所述钎焊层和所述第二板层并刺入至所述框架中,搅拌摩擦焊设备的静轴肩以预设压力f1压设于所述水冷板;
5、焊接固定,搅拌头和静轴肩沿焊接方向水平运动,使所述水冷板的边侧和所述框架之间通过搅拌摩擦焊的方式焊接固定。
6、根据本发明实施例所述的电池托盘的制造工艺,其至少具有如下有益效果:制造时,通过将水冷板的边侧叠放于框架上,可降低水冷板和框架之间的配合尺寸要求,搅拌头旋转下移并依次刺穿第一板层、钎焊层、第二板层,刺入至框架中,静轴肩以预设压力f1压设于水冷板,使水冷板与框架紧密贴合,搅拌头和静轴肩沿焊接方向水平运动,通过搅拌摩擦焊的方式使水冷板的边侧和框架之间焊接固定,相对于fds工艺而言,焊接质量较为稳定可靠且密封效果较好,能优化工艺流程,减少物料消耗,有利于降低生产成本。
7、根据本发明的一些实施例,在下移刺穿步骤中,搅拌头先旋转达到预设转速n后再向下移动穿设所述水冷板并刺入至所述框架中。
8、根据本发明的一些实施例,所述预设转速n大于等于3000rpm。
9、根据本发明的一些实施例,在下移刺穿步骤中,搅拌头以预设速度v1匀速向下移动穿设所述水冷板并刺入至所述框架中。
10、根据本发明的一些实施例,所述预设速度v1的取值范围为:10mm/min≤v1≤20mm/min。
11、根据本发明的一些实施例,所述预设压力f1的取值范围为:8kn≤f1≤12kn。
12、根据本发明的一些实施例,搅拌摩擦焊设备在静轴肩的前进侧设有可滚动的压轮,在下移刺穿步骤中,先驱使压轮向下移动至与所述水冷板抵接,使所述水冷板与所述框架贴合,再驱使搅拌头向下移动穿设所述水冷板并刺入至所述框架中,在焊接固定步骤中,压轮在静轴肩的前方随静轴肩沿焊接方向滚动。
13、根据本发明的一些实施例,在下移刺穿步骤以及焊接固定步骤中,压轮以预设压力f2压设于所述水冷板上,所述预设压力f2的取值范围为:2.5kn≤f2≤3.5kn。
14、根据本发明的一些实施例,在焊接固定步骤中,搅拌头和静轴肩沿焊接方向以预设速度v2匀速前进。
15、根据本发明的一些实施例,所述预设速度v2的取值范围为:1000mm/min≤v2≤1200mm/min。
16、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种电池托盘的制造工艺,其特征在于,电池托盘包括水冷板(10)和框架(20),所述水冷板(10)包括第一板层(11)和第二板层(12),所述框架(20)、所述第一板层(11)和所述第二板层(12)均为铝合金材质,所述第一板层(11)的边侧和所述第二板层(12)的边侧之间设有钎焊层(13)并通过所述钎焊层(13)连接,制造工艺包括以下步骤:
2.根据权利要求1所述的电池托盘的制造工艺,其特征在于,在下移刺穿步骤中,搅拌头(31)先旋转达到预设转速n后再向下移动穿设所述水冷板(10)并刺入至所述框架(20)中。
3.根据权利要求2所述的电池托盘的制造工艺,其特征在于,所述预设转速n大于等于3000rpm。
4.根据权利要求1所述的电池托盘的制造工艺,其特征在于,在下移刺穿步骤中,搅拌头(31)以预设速度v1匀速向下移动穿设所述水冷板(10)并刺入至所述框架(20)中。
5.根据权利要求4所述的电池托盘的制造工艺,其特征在于,所述预设速度v1的取值范围为:10mm/min≤v1≤20mm/min。
6.根据权利要求1所述的电池托盘的制造工艺,其特征在于,所述预设压力f1的取值范围为:8kn≤f1≤12kn。
7.根据权利要求1所述的电池托盘的制造工艺,其特征在于,搅拌摩擦焊设备在静轴肩(32)的前进侧设有可滚动的压轮(33),在下移刺穿步骤中,先驱使压轮(33)向下移动至与所述水冷板(10)抵接,使所述水冷板(10)与所述框架(20)贴合,再驱使搅拌头(31)向下移动穿设所述水冷板(10)并刺入至所述框架(20)中,在焊接固定步骤中,压轮(33)在静轴肩(32)的前方随静轴肩(32)沿焊接方向滚动。
8.根据权利要求7所述的电池托盘的制造工艺,其特征在于,在下移刺穿步骤以及焊接固定步骤中,压轮(33)以预设压力f2压设于所述水冷板(10)上,所述预设压力f2的取值范围为:2.5kn≤f2≤3.5kn。
9.根据权利要求1所述的电池托盘的制造工艺,其特征在于,在焊接固定步骤中,搅拌头(31)和静轴肩(32)沿焊接方向以预设速度v2匀速前进。
10.根据权利要求9所述的电池托盘的制造工艺,其特征在于,所述预设速度v2的取值范围为:1000mm/min≤v2≤1200mm/min。
技术总结
本发明公开了一种电池托盘的制造工艺,电池托盘包括水冷板和框架,水冷板包括第一板层和第二板层,框架、第一板层和第二板层均为铝合金材质,第一、第二板层的边侧之间通过钎焊层连接,制造工艺包括以下步骤:叠放材料,将水冷板放置于框架的预设位置,使其边侧叠放于框架上;下移刺穿,采用搅拌摩擦焊设备,搅拌头旋转并向下移动,依次穿设第一板层、钎焊层和第二板层并刺入至框架中,静轴肩以预设压力F1压设于水冷板;焊接固定,搅拌头和静轴肩沿焊接方向水平运动,使水冷板的边侧和框架之间通过搅拌摩擦焊的方式焊接固定。通过上述方式使水冷板的边侧和框架焊接固定,焊接质量较为稳定可靠且密封效果较好,有利于降低生产成本。
技术研发人员:刘仕坚,薛松平,吴国恒,宾炜,杨征天
受保护的技术使用者:广东和胜新能源科技有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!