一种用于管形薄壁零件深孔加工的电极及加工方法与流程
本发明涉及电极及电极加工方法的,具体为一种用于管形薄壁零件深孔加工的电极及加工方法。
背景技术:
1、在精密机械零部件精加工过程中,孔径小,深度深,精度高的微孔精加工通常是整个机械零部件加工过程中的一个重要环节。特别是对于如下图1、2所示的一种管形薄壁零件来说,针对其内壁底部的孔a来说,常规加工工艺就是采用cnc高速铣加工,然而由于该孔a的深度非常深,加工时刀具需要避让零件有效面,防止加工干涉,因而要求在刀具上磨出避空位,这样就导致刀具的刚性受到很大影响,在随cnc主轴高速旋转过程中,刀具容易出现抖动、振刀的异常,导致在孔的侧壁留下振动纹路,造成加工不良,加工完成后还要手动抛光消除加工纹路,导致品质不稳定,且降低了加工的效率。
技术实现思路
1、针对现有的铣加工深孔时,刀具刚性较差,容易出现振刀,导致加工的品质不稳定,还需要手动抛光,降低了加工效率的问题,本发明提供了一种用于管形薄壁零件深孔加工的电极,其采用新型电极,通过精密电火花放电加工方式替代传统的铣加工方式,加工效率更高,加工品质更好。
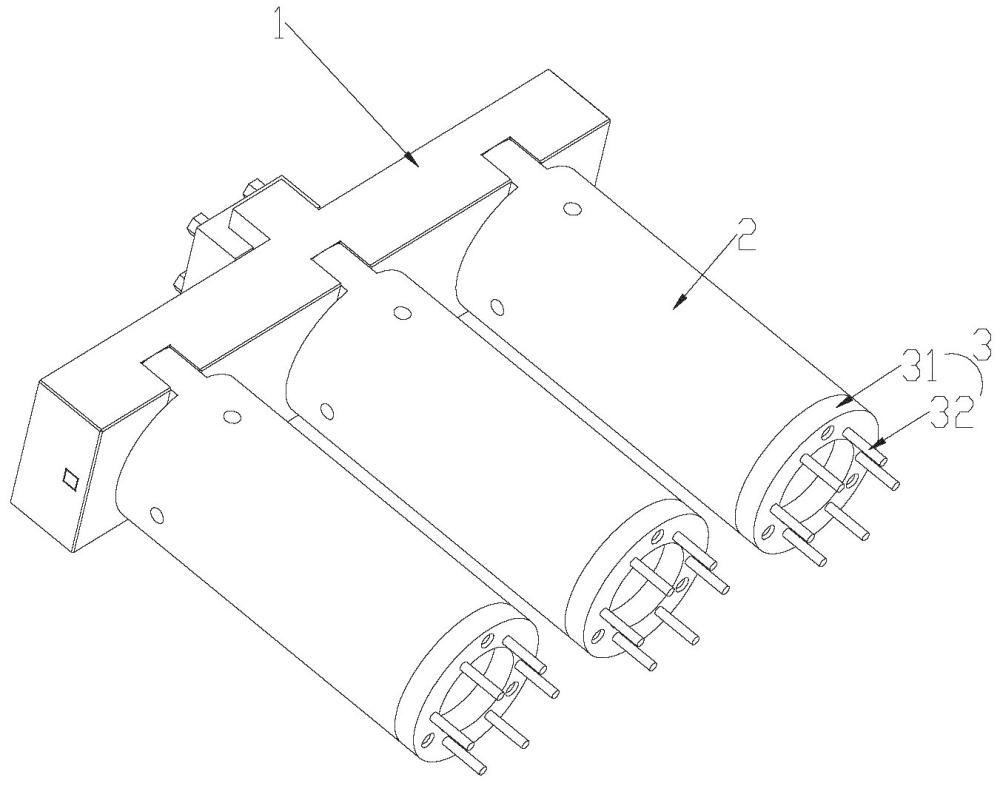
2、其技术方案是这样的:一种用于管形薄壁零件深孔加工的电极,其特征在于:其包括等步距治具块,所述等步距治具块上安装有均匀分布的拼装电极,所述拼装电极包括上端的延长杆和下端的电极,所述电极包括与所述延长杆一端连接的安装部,所述安装部的端面上沿周向分布有六个电极齿,所述延长杆上与所述安装部连接一端设有螺纹孔,所述安装部上设有与所述螺纹孔相对应的螺丝过孔,所述电极通过固定螺丝与所述延长杆固定连接。
3、其进一步特征在于:所述延长杆的另一端设有装夹扁位,所述装夹扁位上设有装夹通孔,所述等步距治具块上设有与所述装夹扁位相配合的装夹槽,定位杆贯穿所述等布局治具块与所述装夹通孔连接;
4、所述延长杆由铝金属制成,所述电极由紫铜制成;
5、沿所述延长杆的长度方向上设有向下延伸的让位孔,所述让位孔贯穿所述电极的安装部,所述延长杆的上端设有与所述让位孔连通的排气充液孔。
6、一种加工上述拼装电极的加工方法,其特征在于:其包括以下步骤:
7、(1)备料,准备好适合尺寸的紫铜圆棒料、铝圆棒料;
8、(2)打孔,使用铣床分别在紫铜圆棒料上加工螺丝过孔和铝原料棒上加工螺纹孔;
9、(3)装配,将紫铜原料棒与铝原料棒使用固定螺丝通过螺丝过孔、螺纹孔连接构成拼装电极;
10、(4)车床粗加工,通过数控车床ck6140粗加工拼装电极的整体外形及内部的让位孔,数控车床ck6140的主轴转速范围90-1800r/min,x轴进给范围3000mm/min,z轴进给范围6000mm/mim,最大车削直径400mm;
11、(5)精加工铝棒一端,通过数控车床加工拼装电极的铝棒一端的装夹扁位;
12、(6)精加工铜棒一端,使用cnc加工设备对拼装电极的铜棒一端的电极齿进行精加工到位,cnc加工设备的进给速度达到120m/min,主轴转速24000rpm,切削速度60mm/min;
13、(7)电极抛光,对拼装电极的电极齿进行抛光处理。
14、采用了上述结构后,由于拼装电极包括延长杆和电极,则可以伸入管形薄壁零件内部进行精密电火花放电加工,加工效率和加工质量更高,同时延长杆与电极可拆卸连接,则可以随时对损耗的电极端进行更换,进一步保证了加工质量,且其包括多个拼装电极均匀安装在等步距治具块上,则可以实现批量生产,提高了工作效率。
技术特征:
1.一种用于管形薄壁零件深孔加工的电极,其特征在于:其包括等步距治具块,所述等步距治具块上安装有均匀分布的拼装电极,所述拼装电极包括上端的延长杆和下端的电极,所述电极包括与所述延长杆一端连接的安装部,所述安装部的端面上沿周向分布有六个电极齿,所述延长杆上与所述安装部连接一端设有螺纹孔,所述安装部上设有与所述螺纹孔相对应的螺丝过孔,所述电极通过固定螺丝与所述延长杆固定连接。
2.根据权利要求1所述的一种用于管形薄壁零件深孔加工的电极,其特征在于:所述延长杆的另一端设有装夹扁位,所述装夹扁位上设有装夹通孔,所述等步距治具块上设有与所述装夹扁位相配合的装夹槽,定位杆贯穿所述等布局治具块与所述装夹通孔连接。
3.根据权利要求2所述的一种用于管形薄壁零件深孔加工的电极,其特征在于:所述延长杆由铝金属制成,所述电极由紫铜制成。
4.根据权利要求3所述的一种用于管形薄壁零件深孔加工的电极,其特征在于:沿所述延长杆的长度方向上设有向下延伸的让位孔,所述让位孔贯穿所述电极的安装部,所述延长杆的上端设有与所述让位孔连通的排气充液孔。
5.利用权利要求1、2、3或4所述一种拼装电极的加工方法,其特征在于:其包括以下步骤:
技术总结
本发明提供了一种用于管形薄壁零件深孔加工的电极,其采用新型电极,通过精密电火花放电加工方式替代传统的铣加工方式,加工效率更高,加工品质更好。其包括等步距治具块,等步距治具块上安装有均匀分布的拼装电极,拼装电极包括上端的延长杆和下端的电极,电极包括与延长杆一端连接的安装部,安装部的端面上沿周向分布有六个电极齿,延长杆上与安装部连接一端设有螺纹孔,安装部上设有与螺纹孔相对应的螺丝过孔,电极通过固定螺丝与延长杆固定连接。
技术研发人员:陈志锋
受保护的技术使用者:无锡高晟成型科技有限公司
技术研发日:
技术公布日:2024/5/29
- 还没有人留言评论。精彩留言会获得点赞!