一种锂电池极耳的激光焊接机的制作方法
本发明涉及锂电池生产,尤其涉及一种锂电池极耳的激光焊接机。
背景技术:
1、锂电池是一种高效、环保的电池,广泛应用于移动电子设备、电动汽车等领域,锂电池极耳是指连接电池和外部设备的部分,主要作用是将电池的正负极和外界连接起来,搭建电路,实现电能的传输和转换,在加工锂电池时会使用到焊接机对极耳与电池进行焊接。
2、现有技术的极耳激光焊接机,在对电池组进行推送焊接时,因推送工作与焊接工作分开机构进行,精准度不够,需要工作人员反复调整电池组的位置,才能保证激光准确辐射到极耳上,操作不便,且在激光焊枪辐射激光焊接极耳时,需要对极耳进行压紧固定,在焊接过程中,极耳难免会出现位移,影响加工质量。
技术实现思路
1、为了克服上述提到的缺点,本发明提供一种锂电池极耳的激光焊接机。
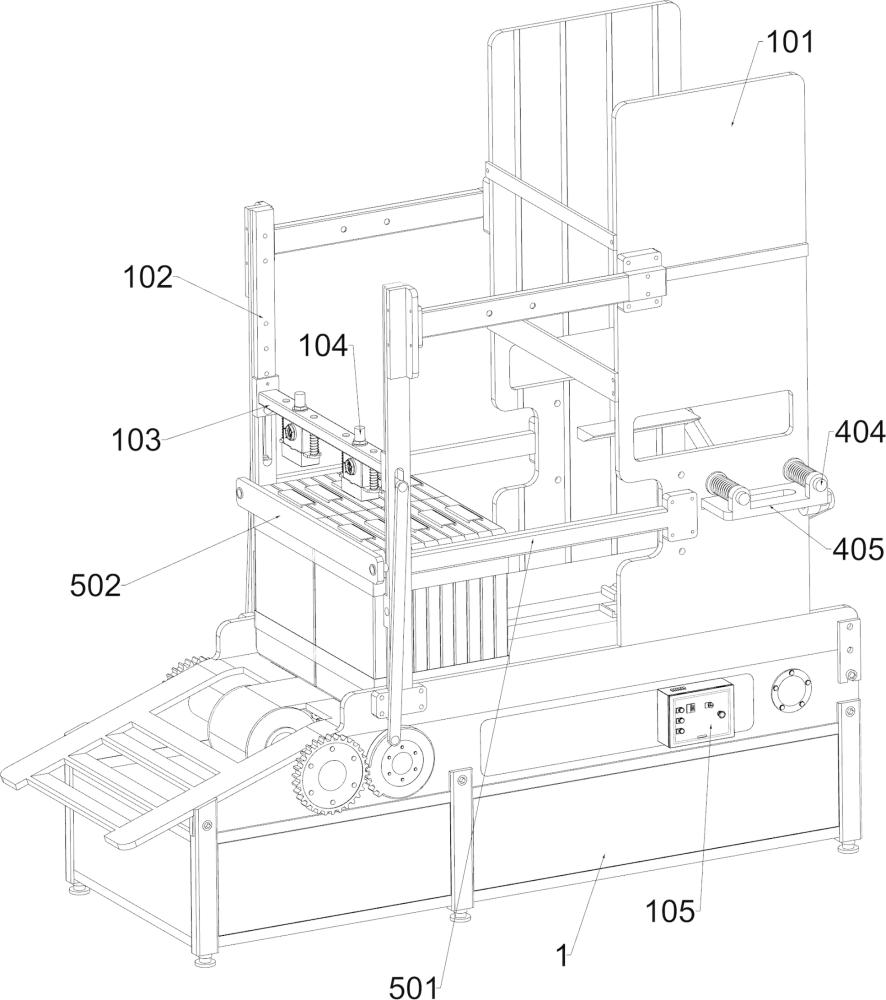
2、技术方案是:一种锂电池极耳的激光焊接机,包括有运输框、下料框、导向滑轨、支撑架、激光焊枪和控制器,运输框顶部右侧连接有下料框,运输框顶部左侧对称连接有导向滑轨,导向滑轨与下料框相连,导向滑轨之间滑动式连接有支撑架,支撑架上对称安装有激光焊枪,运输框前部安装有控制器,其特征是,还包括有双轴电机、传输组件、缺齿轮和压紧组件,运输框内左侧安装有双轴电机,双轴电机和激光焊枪均与控制器电性相连,双轴电机两输出轴上均连接有缺齿轮,运输框内设有用于运输电池组的传输组件,支撑架上设有用于带动激光焊枪下移的压紧组件,压紧组件包括有下压框、压缩弹簧、拉动杆和按钮,支撑架底部对称滑动式连接有下压框,两激光焊枪分别位于同侧的下压框内部,下压框与支撑架之间均连接有两压缩弹簧,下压框向下移动会压紧极耳,两缺齿轮互相远离的一侧均在偏心位置处铰接连接有拉动杆,拉动杆上侧分别与支撑架的前后两侧转动式相连,导向滑轨下部均安装有按钮,支撑架向下移动将按压按钮。
3、进一步的是,传输组件包括有单向传动轴、输送带、输送轮、推动块和直齿轮,运输框内对称转动式连接有单向传动轴,两单向传动轴上均连接有输送轮,两输送轮上绕有输送带,输送带上均匀连接有不少于两块的推动块,左侧单向传动轴上对称固定连接有直齿轮,缺齿轮有齿部分均与同侧的直齿轮啮合。
4、进一步的是,缺齿轮转动会带动拉动杆反复向上与向下移动,使拉动杆拉动支撑架与激光焊枪反复上下移动。
5、进一步的是,按钮与控制器电性相连,支撑架下移挤压按钮,控制器则会将激光焊枪启动。
6、进一步的是,还包括有对电池组缓冲的缓冲组件,缓冲组件包括有导向杆、缓冲架和弹性件,下料框下部对称连接有导向杆,导向杆之间滑动式连接有用于限位电池组的缓冲架,缓冲架两侧与相近的导向杆内部之间分别连接有弹性件。
7、进一步的是,还包括有导向架、滑动块、铰接杆、导杆、楔形托块和拉伸弹簧,运输框上部右侧固定有导向架,导向架上滑动式连接有滑动块,滑动块上部铰接有两铰接杆,下料框下部两侧均连接有两根导杆,同侧的两导杆之间均滑动连接有楔形托块,楔形托块均与下料框滑动式相连,导杆上均套有拉伸弹簧,拉伸弹簧一端均与同侧的楔形托块相连,另一端均与同侧的导杆相连。
8、进一步的是,楔形托块托住电池组,在输送带带动推动块移动至与滑动块接触时,会推动滑动块上移,通过铰接杆拉动两楔形托块相互远离,使电池组沿下料框滑落到输送带上。
9、进一步的是,还包括有卸力块和缓冲弹簧,运输框上部右侧前后对称滑动式连接有卸力块,卸力块与运输框之间均连接有缓冲弹簧(602),电池组沿下料框向下滑落会与卸力块接触,卸力块对电池组缓冲。
10、进一步的是,还包括有排气扇,下压框左侧均安装有排气扇,排气扇与控制器电性相连。
11、有益效果:1、双轴电机作为动力源,带动输送带转动对电池组进行输送,压紧组件则能使激光焊枪间歇的下移进行极耳的激光焊接,实现自动输送与焊接的效果,提高了整体的工作效率,保证焊接工作有序进行;
12、2、下压框下移能压住极耳,保证极耳在焊接时不位移,在电池组间歇推送过程中,缓冲架能对电池组起到限位作用,避免电池组因惯性偏移,保证极耳焊接的精确性;
13、3、楔形托块托着电池包,推动块移动推动滑动块上移,会使铰接杆拉动两楔形托块向外侧移动,使电池组向下掉落到输送带上,完成自动下料,减轻人工操作的麻烦;
14、4、电池组沿下料框向下掉落与卸力块接触,卸力块与缓冲弹簧配合能对电池组起到缓冲的作用,避免电池组不稳定位移。
技术特征:
1.一种锂电池极耳的激光焊接机,包括有运输框(1)、下料框(101)、导向滑轨(102)、支撑架(103)、激光焊枪(104)和控制器(105),运输框(1)顶部右侧连接有下料框(101),运输框(1)顶部左侧对称连接有导向滑轨(102),导向滑轨(102)与下料框(101)相连,导向滑轨(102)之间滑动式连接有支撑架(103),支撑架(103)上对称安装有激光焊枪(104),运输框(1)前部安装有控制器(105),其特征是,还包括有双轴电机(201)、传输组件、缺齿轮(206)和压紧组件,运输框(1)内左侧安装有双轴电机(201),双轴电机(201)和激光焊枪(104)均与控制器(105)电性相连,双轴电机(201)两输出轴上均连接有缺齿轮(206),运输框(1)内设有用于运输电池组的传输组件,支撑架(103)上设有用于带动激光焊枪(104)下移的压紧组件,压紧组件包括有下压框(301)、压缩弹簧(302)、拉动杆(304)和按钮(305),支撑架(103)底部对称滑动式连接有下压框(301),两激光焊枪(104)分别位于同侧的下压框(301)内部,下压框(301)与支撑架(103)之间均连接有两压缩弹簧(302),下压框(301)向下移动会压紧极耳,两缺齿轮(206)互相远离的一侧均在偏心位置处铰接连接有拉动杆(304),拉动杆(304)上侧分别与支撑架(103)的前后两侧转动式相连,导向滑轨(102)下部均安装有按钮(305),支撑架(103)向下移动将按压按钮(305)。
2.根据权利要求1所述的一种锂电池极耳的激光焊接机,其特征是,传输组件包括有单向传动轴(202)、输送带(203)、输送轮(204)、推动块(205)和直齿轮(207),运输框(1)内对称转动式连接有单向传动轴(202),两单向传动轴(202)上均连接有输送轮(204),两输送轮(204)上绕有输送带(203),输送带(203)上均匀连接有不少于两块的推动块(205),左侧单向传动轴(202)上对称固定连接有直齿轮(207),缺齿轮(206)有齿部分均与同侧的直齿轮(207)啮合。
3.根据权利要求2所述的一种锂电池极耳的激光焊接机,其特征是,缺齿轮(206)转动会带动拉动杆(304)反复向上与向下移动,使拉动杆(304)拉动支撑架(103)与激光焊枪(104)反复上下移动。
4.根据权利要求3所述的一种锂电池极耳的激光焊接机,其特征是,按钮(305)与控制器(105)电性相连,支撑架(103)下移挤压按钮(305),控制器(105)则会将激光焊枪(104)启动。
5.根据权利要求4所述的一种锂电池极耳的激光焊接机,其特征是,还包括有对电池组缓冲的缓冲组件,缓冲组件包括有导向杆(501)、缓冲架(502)和弹性件(503),下料框(101)下部对称连接有导向杆(501),导向杆(501)之间滑动式连接有用于限位电池组的缓冲架(502),缓冲架(502)两侧与相近的导向杆(501)内部之间分别连接有弹性件(503)。
6.根据权利要求5所述的一种锂电池极耳的激光焊接机,其特征是,还包括有导向架(401)、滑动块(402)、铰接杆(403)、导杆(404)、楔形托块(405)和拉伸弹簧(406),运输框(1)上部右侧固定有导向架(401),导向架(401)上滑动式连接有滑动块(402),滑动块(402)上部铰接有两铰接杆(403),下料框(101)下部两侧均连接有两根导杆(404),同侧的两导杆(404)之间均滑动连接有楔形托块(405),楔形托块(405)均与下料框(101)滑动式相连,导杆(404)上均套有拉伸弹簧(406),拉伸弹簧(406)一端均与同侧的楔形托块(405)相连,另一端均与同侧的导杆(404)相连。
7.根据权利要求6所述的一种锂电池极耳的激光焊接机,其特征是,楔形托块(405)托住电池组,在输送带(203)带动推动块(205)移动至与滑动块(402)接触时,会推动滑动块(402)上移,通过铰接杆(403)拉动两楔形托块(405)相互远离,使电池组沿下料框(101)滑落到输送带(203)上。
8.根据权利要求7所述的一种锂电池极耳的激光焊接机,其特征是,还包括有卸力块(601)和缓冲弹簧(602),运输框(1)上部右侧前后对称滑动式连接有卸力块(601),卸力块(601)与运输框(1)之间均连接有缓冲弹簧(602),电池组沿下料框(101)向下滑落会与卸力块(601)接触,卸力块(601)对电池组缓冲。
9.根据权利要求8所述的一种锂电池极耳的激光焊接机,其特征是,还包括有排气扇(7),下压框(301)左侧均安装有排气扇(7),排气扇(7)与控制器(105)电性相连。
技术总结
本发明涉及锂电池生产技术领域,尤其涉及一种锂电池极耳的激光焊接机。一种锂电池极耳的激光焊接机,包括有运输框、下料框、导向滑轨、支撑架、激光焊枪和控制器等,运输框顶部右侧连接有下料框,运输框顶部左侧对称连接有导向滑轨,导向滑轨与下料框相连,导向滑轨之间滑动式连接有支撑架,支撑架上对称安装有激光焊枪,运输框前部安装有控制器。双轴电机作为动力源,带动输送带转动对电池组进行输送,压紧组件则能使激光焊枪间歇的下移进行极耳的激光焊接,实现自动输送与焊接的效果,提高了整体的工作效率,保证焊接工作有序进行。
技术研发人员:杨应军,梁伟广,廖鹏飞,邹爽,吴志远,孙伟东,成灿,覃晓洁
受保护的技术使用者:广东东博智能装备股份有限公司
技术研发日:
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!