分切辊压机、分切辊压线及消除极片打皱的分切辊压方法与流程
本发明涉及电池极片的分切装置领域,尤其涉及一种分切辊压机、分切辊压线及消除极片打皱的分切辊压方法。
背景技术:
1、现有技术中,在锂电池极片的加工工艺中有道工序为辊切工序,就是将锂电池极片通过辊压机将基材上的被干燥后的电极活性物质进行压密实,然后,通过分切机构将锂电池极片分切成多条的较窄的极片。
2、对于沿基材的长度方向涂布有多条(至少两条以上)间隔的电极活性物质的锂电池极片,在辊压时,辊压机除了向下施加用于压实电极活性物质的压力,辊压机还要给锂电池极片一个向前的拉力,这个拉力是由辊压的压辊与锂电池极片的表面的摩擦力而产生的。理论上讲,辊压机施加给锂电池极片宽度方向上的拉力应该是相等,但是,在实际辊压过程中辊压机对相邻两条涂布有电极活性物质的区域的拉力并不是完全一致的,这就造成位于两条涂布有电极活性物质的区域之间的空白基材产生折皱的问题;另外,由于锂电池极片中涂布有电极活性物质的区域与没有涂布电极活性物质的空白区域的受压后的延展率不一样,也会在空白基材产生折皱的问题。这个问题一直困扰着锂电池极片的制造。
3、为了解决上述问题,中国专利文献cn 112872825 a公开了一种辊压分切一体机,包括放卷机构、辊压机构、分切机构、第一调节组件及第二调节组件,其中,辊压机构设置于放卷机构的一侧,辊压机构用于对料带进行辊压处理;分切机构用于将料带分切为第一切条和第二切条;第一调节组件用于平稳放卷机构与辊压机构之间的料带的张力波动;第二调节组件用于平稳辊压机构与分切机构之间的料带的张力波动。
4、上述现有技术中的辊压分切一体机,其通过设置第一调节组件及第二调节组件,对辊压处理前后均对料带输送过程中的张力波动进行平稳,从而避免料带出现打皱的问题;该辊压分切一体机虽然可以有效地减少空白基材的打皱问题,但是,这种辊压机还不能完全消除折皱现象,因此,这种辊压还有改进的空间,以进一步减少或消除空白基材的折皱现象。
技术实现思路
1、为了解决上述问题,本发明向社会提供一种结构更加简单的、设计更加巧妙的、能够有效的避免料带打皱的分切辊压机。
2、本发明还向社会提供一种结构更加简单的、设计更加巧妙的、能够有效的避免料带打皱的分切辊压线。
3、本发明的技术方案是:提供一种分切辊压机,包括沿着极片的传送方向依次设置的第一分切机、分开装置和辊压机,所述第一分切机至少包括第一分切机本体,所述第一分切机用于将极片分切成第一极片组和第二极片组,所述辊压机至少包括第一轧辊、第二轧辊,以及用于驱动第一轧辊、第二轧辊的驱动组件,所述辊压机用于对分切后的第一极片组和第二极片组进行辊压。
4、作为本发明的改进,所述第一分切机还包括第一驱动装置和第二驱动装置,所述第一驱动装置和第二驱动装置设置在所述第一分切机本体后,且分别用于驱动所述第一极片组和第二极片组。
5、作为本发明的改进,所述第一驱动装置包括第一摆辊和位于第一摆辊后的第一驱动辊。
6、作为本发明的改进,所述第二驱动装置包括第二摆辊和位于第二摆辊后的第二驱动辊。
7、作为本发明的改进,所述分开装置包括至少两个第一纠偏装置,至少两个所述第一纠偏装置用于进一步分开第一极片组和第二极片组。
8、本发明的另外一种技术方案是:提供一种分切辊压线,包括沿着电池极片的前进方向依次排列设置的放卷装置、分切辊压机、至少两个第二纠偏装置、第二分切机,以及收卷装置,所述分切辊压机为前述的分切辊压机。
9、作为本发明的改进,所述放卷装置包括放卷辊和用于驱动放卷的放卷动力装置。
10、作为本发明的改进,所述第二纠偏装置为纠偏机,用于对辊压后的第一极片组和第二极片组进行纠偏。
11、作为本发明的改进,所述收卷装置包括至少两个收卷辊和与收卷辊数量对应的压紧装置,每个所述压紧装置位于所述收卷辊正上方,且对应于所述收卷辊设置。
12、本发明,克服了传统的锂电池极片只能先辊压后分切的技术偏见,采用了一种消除极片打皱的分切辊压方法,包括如下步骤:
13、一种消除极片打皱的分切辊压方法,包括如下步骤:
14、(s1)、第一次分切:极片上沿着极片的长度方向至少设有两个涂布区域,相邻的两个涂布区域之间设有空白区域,由第一分切机在所述极片上沿空白区域将极片分切成第一极片组和第二极片组,所述第一极片组和第二极片组分别至少具有一个涂布区域;
15、(s2)、分开:由第一纠偏装置进一步分开第一极片组和第二极片组,直至将所述第一极片组分开为独立的单位极片、将所述第二极片组分开独立的单位极片;
16、(s3)、辊压:由辊压机对极片分切后形成的若干个单位极片进行辊压。
17、作为本发明的改进,还包括位于(s1)分切步骤之前的放卷步骤,所述极片绕卷在放卷辊中,放卷动力装置驱动放卷辊放卷。
18、作为本发明的改进,还包括位于(s3)辊压步骤后的纠偏步骤,由第二纠偏装置对辊压后的第一极片组和第二极片组进行纠偏。
19、作为本发明的改进,还包括位于纠偏步骤后的第二次分切步骤,由第二分切机将所述第一极片组和第二极片组中的涂布有电极材料的区域沿电极的长度方向一分为二。
20、作为本发明的改进,还包括位于第二次分切步骤后的收卷步骤,收卷辊对极片进行收卷。
21、另外,还采用了包括沿着极片的传送方向依次设置的第一分切机、分开装置和辊压机,所述第一分切机至少包括第一分切机本体,所述第一分切机用于将极片分切成第一极片组和第二极片组,所述辊压机至少包括第一轧辊、第二轧辊,以及用于驱动第一轧辊、第二轧辊的驱动组件,所述辊压机用于对分切后的第一极片组和第二极片组进行辊压。本发明中,所述第一分切机先对极片进行分切成相应数量的第一极片组(至少有一片单位极片)和第二极片组(至少有一片单位极片),分切后的单位极片进入辊压机进行辊压,而由于所述极片分切后,极片中原来的用于分切的位置由极片中间变成了分切后的单位极片的边缘,这样就大大减少了用于分切的位置的应力,再进行辊压时,也就不至于因为应力过大而起皱,本发明结构简单,设计巧妙,可以大大减少甚至避免分切后的极片起皱的现在,提高极片的质量。
技术特征:
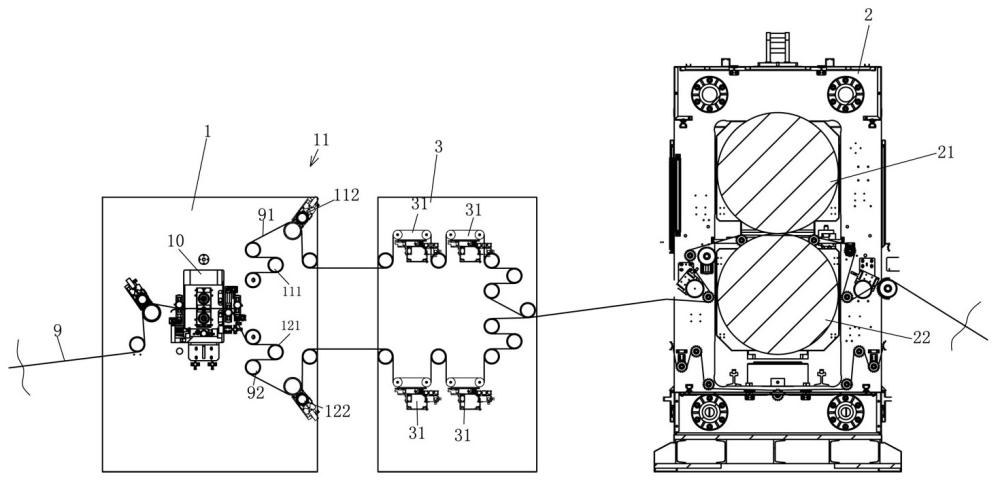
1.一种分切辊压机,其特征在于:包括沿着极片(9)的传送方向依次设置的第一分切机(1)、分开装置(3)和辊压机(2),所述第一分切机(1)至少包括第一分切机本体(10),所述第一分切机(1)用于沿极片(9)的空白区域将极片分切成至少第一极片组(91)和第二极片组(92),所述辊压机(2)至少包括第一轧辊(21)、第二轧辊(22),以及用于驱动第一轧辊(21)、第二轧辊(22)的驱动组件,所述辊压机(2)用于对分切后的第一极片组(91)和第二极片组(92)进行辊压。
2.根据权利要求1所述的分切辊压机,其特征在于:所述第一分切机(1)还包括第一驱动装置(11)和第二驱动装置(12),所述第一驱动装置(11)和第二驱动装置(12)设置在所述第一分切机本体(10)后,且分别用于驱动所述第一极片组(91)和第二极片组(92)。
3.根据权利要求2所述的分切辊压机,其特征在于:所述第一驱动装置(11)包括第一摆辊(111)和位于第一摆辊(111)后的第一驱动辊(112)。
4.根据权利要求3所述的分切辊压线,其特征在于:所述第二驱动装置(12)包括第二摆辊(121)和位于第二摆辊(121)后的第二驱动辊(122)。
5.根据权利要求4所述的分切辊压机,其特征在于:所述分开装置(3)包括至少两个第一纠偏装置(31),两个所述第一纠偏装置(31)用于进一步分开第一极片组(91)和第二极片组(92)。
6.根据权利要求4所述的分切辊压机,其特征在于:还包括第二分切机(7),所述第二分切机(7)将所述第一极片组(91)和第二极片组(92)中的涂布有电极材料的区域沿电极的长度方向一分为二。
7.一种分切辊压线,其特征在于:包括沿着电池极片(9)的前进方向依次排列设置的放卷装置(4)、分切辊压机、至少两个第二纠偏装置(5)、第二分切机(7),以及收卷装置(6),所述分切辊压机为权利要求1-6中任意一项权利要求所述的分切辊压机。
8.根据权利要求7所述的分切辊压线,其特征在于:所述放卷装置(4)包括放卷辊(41)和用于驱动放卷的放卷动力装置(42)。
9.根据权利要求7所述的分切辊压线,其特征在于:所述第二纠偏装置(5)为纠偏机,用于对辊压后的第一极片组(91)和第二极片组(92)进行纠偏。
10.根据权利要求10所述的分切辊压线,其特征在于:所述收卷装置(6)包括至少两个收卷辊(61)和与收卷辊(61)数量对应的压紧装置(62),每个所述压紧装置(62)位于所述收卷辊(61)正上方,且对应于所述收卷辊(61)设置。
11.一种消除极片打皱的分切辊压方法,其特征在于:包括如下步骤:
12.根据权利要求11所述的消除极片打皱的分切辊压方法,其特征在于:还包括位于(s1)分切步骤之前的放卷步骤,所述极片(9)绕卷在放卷辊(41)中,放卷动力装置(42)驱动放卷辊(41)放卷。
13.根据权利要求12所述的消除极片打皱的分切辊压方法,其特征在于:还包括位于(s3)辊压步骤后的纠偏步骤,由第二纠偏装置(5)对辊压后的第一极片组(91)和第二极片组(92)进行纠偏。
14.根据权利要求13所述的消除极片打皱的分切辊压方法,其特征在于:还包括位于纠偏步骤后的第二次分切步骤,由第二分切机(7)将所述第一极片组(91)和第二极片组(92)中的涂布有电极材料的区域沿电极的长度方向一分为二。
15.根据权利要求14所述的消除极片打皱的分切辊压方法,其特征在于:还包括位于第二次分切步骤后的收卷步骤,收卷辊(61)对极片(9)进行收卷。
技术总结
一种分切辊压机、分切辊压线及消除极片打皱的分切辊压方法,其中,该分切辊压机包括沿着极片的传送方向依次设置的第一分切机、分开装置和辊压机,所述第一分切机至少包括第一分切机本体,所述第一分切机用于将极片分切成第一极片组和第二极片组,所述辊压机至少包括第一轧辊、第二轧辊,以及用于驱动第一轧辊、第二轧辊的驱动组件,所述辊压机用于对分切后的第一极片组和第二极片组进行辊压。本发明具有结构更加简单的、设计更加巧妙的、能够有效的避免料带打皱的优点。
技术研发人员:蔡智园,杨志明
受保护的技术使用者:深圳市信宇人科技股份有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!