一种同步器齿套内倒锥加工方法与流程
本发明属于齿套加工,涉及一种同步器齿套内倒锥加工方法。
背景技术:
1、国内外同步器齿套内倒锥的加工方法为挤倒锥和高速旋分铣倒锥,前者原理上依靠的是强行挤压塑性变形,其缺点是加工后工件齿顶和端面会形成材料受挤压后形成的鼓包,且挤齿工序流程长,两把拉刀的刀具成本高,且加工可控性低,工件累积精度差,严重时会影响同步器换挡性能;而高速旋分铣是工件和刀具在定速比高速回转下,利用摆线数学模型逼近渐开线加工的一种高效高精度加工方法。
2、现有方法中在加工时,只能加工没有连齿的齿套,比如,对于有3处均布连齿的齿套,如图1所示,该种类型摆线无法加工,因为互质模式的摆线轨迹会与工件连齿发生碰撞,导致这种k、z互为质数的摆线无法加工倒锥齿,切现有的方法只能用短摆线的路径,但是短幅摆线的路径需要的退刀空间更大,这对于加工条件的要求更高,且现有的加工方法在加工时只能通过单个摆线进行加工,导致齿槽的加工精度较低。
技术实现思路
1、本发明的目的在于解决现有技术中现有的加工方法在加工时只能通过单个摆线进行加工,导致齿槽的加工精度较低,且只能依赖短幅摆线进行加工,对加工条件的要求更高,现有技术也无法加工倒锥齿的问题,提供一种同步器齿套内倒锥加工方法。
2、为达到上述目的,本发明采用以下技术方案予以实现:
3、一种同步器齿套内倒锥加工方法,包括以下步骤:
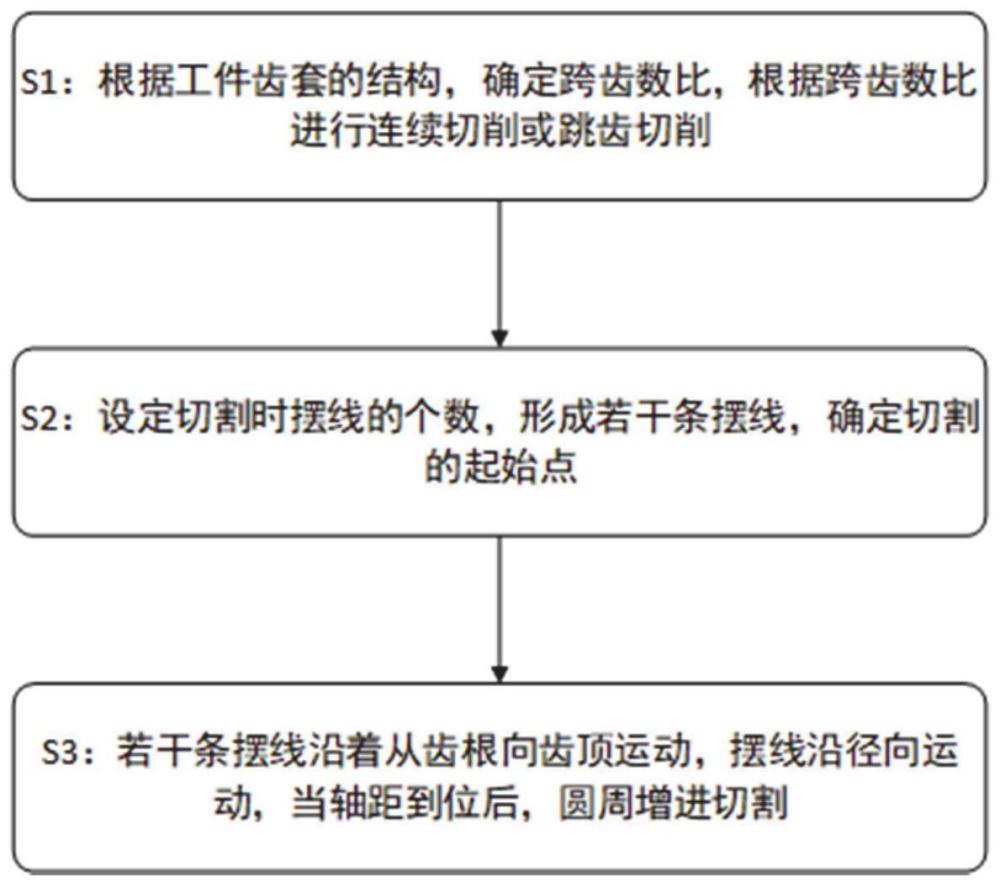
4、根据工件齿套的结构,确定跨齿数比,根据跨齿数比进行连续切削或跳齿切削;
5、设定切割时摆线的个数,形成若干条摆线,确定切割的起始点;
6、若干条摆线沿着从齿根向齿顶运动,摆线沿径向运动,当轴距到位后,圆周增进切割。
7、本发明的进一步改进在于:
8、根据跨齿数比确定摆线基圆半径为r和发生圆半径为r;
9、其中,r/r=z/k,设定r=da/2为r寻找初值,并进一步确定r;
10、进一步,确定刀具滚动半径e,设定其初值e=df/2-(r-r),即齿根圆半径与轴距之差为e值初值;
11、当e<r时,首条摆线类型为短幅摆线;当e>r时,首条摆线类型为长幅摆线。
12、当进行连续切削时,z/k不能整除并且互为质数。
13、当进行跳齿切削时,满足z/k=i,i为整数(i=3、4、5....)。
14、当采用跳出时,刀具和工件轴按照z/k=i,i为整数(i=3、4、5....)的速比进行同步旋转,切割时,摆线依据i值,同时切割i个固定位置的齿槽,其中,每个齿槽通过若干个摆线切割,i个齿槽形成i个摆线簇;
15、当第一组的i个齿槽切割完成后,进行下一组齿槽切割,直至完成所有齿槽切割。
16、当进行连续切削时,在z/k不能整除。
17、切割时,若干个摆线按照跨齿数顺次切削齿套上不同位置的齿槽。
18、所述若干条摆线切割时为若干个短幅摆线或若干个长幅摆线。
19、若干条摆线的个数大于等于8。
20、在切削时,在初始摆线直接插入齿根切削后,通过刀轴的线性径向x退刀与圆周旋转e联动,使第2、3、4....n条摆线到达预定位置,在此过程中,刀具工件仍然保持定速比z/k联动,直到第n条摆线切完齿顶,至此摆线簇切削单齿槽完成。
21、与现有技术相比,本发明具有以下有益效果:
22、本发明公开了一种同步器齿套内倒锥加工方法,本方法在加工中采用多条摆线簇模式,每条摆线分别独立计算,参数都各不相同,多条摆线簇配合证其终止圆处的逼近精度均可以达到0.01mm以内,提高了齿槽的加工精度,且本方法可以跨齿数比采取不同的切削方式,选择跳齿时,可以解决齿套中含有连齿的倒锥齿加工的问题,针对没有连齿的齿套,既可采用连续加工,也可以采用跳齿加工方法进行加工,可以根据综合考虑齿套结构和加工效率进行选择。
23、进一步的,本发明中,不局限于长幅或短幅摆线,加工过程更灵活,加工方法对不同结构齿套的适应性更强,实现了无论长幅摆线或短幅摆线都可高精度逼近渐开线的目的。
技术特征:
1.一种同步器齿套内倒锥加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种同步器齿套内倒锥加工方法,其特征在于,根据跨齿数比确定摆线基圆半径为r和发生圆半径为r;
3.根据权利要求1所述的一种同步器齿套内倒锥加工方法,其特征在于,当进行连续切削时,z/k不能整除并且互为质数。
4.根据权利要求1所述的一种同步器齿套内倒锥加工方法,其特征在于,当进行跳齿切削时,满足z/k=i,i为整数(i=3、4、5…)。
5.根据权利要求4所述的一种同步器齿套内倒锥加工方法,其特征在于,当采用跳出时,刀具和工件轴按照z/k=i,i为整数(i=3、4、5…)的速比进行同步旋转,切割时,摆线依据i值,同时切割i个固定位置的齿槽,其中,每个齿槽通过若干个摆线切割,i个齿槽形成i个摆线簇;
6.根据权利要求1所述的一种同步器齿套内倒锥加工方法,其特征在于,当进行连续切削时,在z/k不能整除。
7.根据权利要求6所述的一种同步器齿套内倒锥加工方法,其特征在于,切割时,若干个摆线按照跨齿数顺次切削齿套上不同位置的齿槽。
8.根据权利要求7所述的一种同步器齿套内倒锥加工方法,其特征在于,所述若干条摆线切割时为若干个短幅摆线或若干个长幅摆线。
9.根据权利要求1所述的一种同步器齿套内倒锥加工方法,其特征在于,若干条摆线的个数大于等于8。
10.根据权利要求1-9任一项所述的一种同步器齿套内倒锥加工方法,其特征在于,在切削时,在初始摆线直接插入齿根切削后,通过刀轴的线性径向x退刀与圆周旋转e联动,使第2、3、4....n条摆线到达预定位置,在此过程中,刀具工件仍然保持定速比z/k联动,直到第n条摆线切完齿顶,至此摆线簇切削单齿槽完成。
技术总结
本发明公开了一种同步器齿套内倒锥加工方法,本方法在加工中采用多条摆线簇模式,每条摆线分别独立计算,参数都各不相同,多条摆线簇配合证其终止圆处的逼近精度均可以达到0.01mm以内,提高了齿槽的加工精度,且本方法可以跨齿数比采取不同的切削方式,选择跳齿时,可以解决齿套中含有连齿的倒锥齿加工的问题,针对没有连齿的齿套,既可采用连续加工,也可以采用跳齿加工方法进行加工,可以根据综合考虑齿套结构和加工效率进行选择。
技术研发人员:林立,姬汶辰,余功炎
受保护的技术使用者:陕西法士特汽车传动集团有限责任公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!