一种集流盘上料焊接装置的制作方法
本发明涉及电池生产,尤其涉及一种集流盘上料焊接装置。
背景技术:
1、现有集流盘的上料焊接过程为,由翻转机构吸取集流盘后翻转至竖直状态,并顶升至待上料位,由压头移动至上料位后夹紧集流盘,翻转机构释放集流盘后偏移一定的避让角度并缩回,最后由压头带动集流盘移至焊接位进行焊接;在此过程中,上料动作与避让动作较多,焊接等待的时间较长,影响焊接节拍。
技术实现思路
1、本发明提供一种集流盘上料焊接装置,用以解决或改善现有集流盘上料焊接的过程中存在焊接节拍较慢的问题。
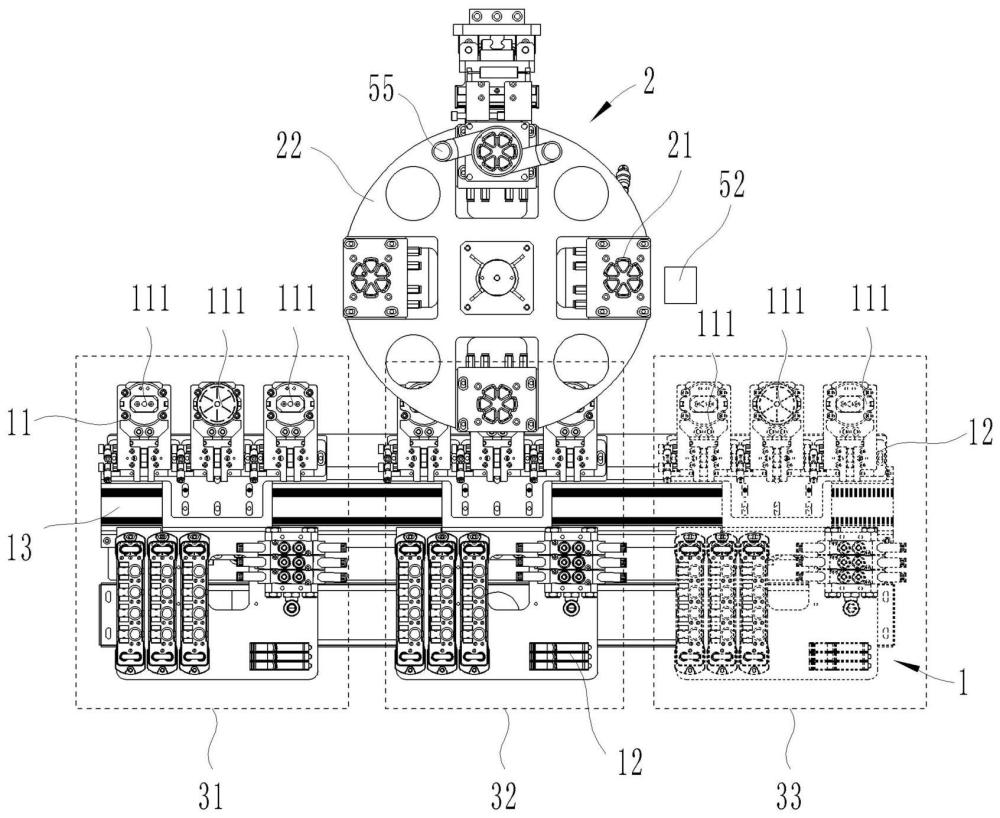
2、本发明提供一种集流盘上料焊接装置,包括:输送机构与取料机构;所述输送机构包括沿输送方向间隔设置的第一集流盘定位组件和第二集流盘定位组件;所述集流盘上料焊接装置沿所述输送方向依次具有第一上料位、取料位及第二上料位,所述取料机构位于所述取料位;所述第一集流盘定位组件可在所述第一上料位与所述取料位之间切换,所述第二集流盘定位组件可在所述第二上料位与所述取料位之间切换。
3、根据本发明提供的一种集流盘上料焊接装置,所述第一集流盘定位组件与所述第二集流盘定位组件结构相同,均包括多个定位夹具,多个所述定位夹具沿所述输送方向排布;所述定位夹具的数量与集流盘的焊接时长和定位时长正相关;在多个所述定位夹具的其中一者移动至与所述取料机构呈相对位置的情况下,所述取料机构用于拾取该定位夹具上的集流盘。
4、根据本发明提供的一种集流盘上料焊接装置,所述定位夹具包括定位座、夹块驱动件及多个定位夹块;多个所述定位夹块沿所述定位座的周向排布,所述夹块驱动件用于驱动多个所述定位夹块相靠近或相远离。
5、根据本发明提供的一种集流盘上料焊接装置,还包括:顶升机构;所述顶升机构位于所述取料位,所述顶升机构与所述取料机构的取料压头呈相对设置,所述顶升机构用于将位于所述取料位的集流盘顶升至所述取料压头内。
6、根据本发明提供的一种集流盘上料焊接装置,所述第一集流盘定位组件和所述第二集流盘定位组件均设有可沿竖直方向移动的滑块,所述滑块用于承托集流盘,所述顶升机构与所述滑块可分离式连接。
7、根据本发明提供的一种集流盘上料焊接装置,所述取料机构包括转盘,所述取料位、检测位及焊接位沿所述转盘的转动方向依次排布,所述转盘上设有多个取料压头,且所述取料压头的数量大于等于3,多个所述取料压头当中的其中三个分别与所述取料位、所述检测位及所述焊接位一一对应设置;所述取料压头用于沿所述转盘的转动方向依次在所述取料位、所述检测位及所述焊接位之间循环切换。
8、根据本发明提供的一种集流盘上料焊接装置,还包括:检测机构;所述检测机构的检测端朝向所述检测位的取料压头,所述检测机构用于确定所述检测位的取料压头上拾取有集流盘。
9、根据本发明提供的一种集流盘上料焊接装置,还包括:电芯载具;在所述电芯载具携带电芯移至所述焊接位的情况下,所述电芯载具用于将电芯顶升至所述焊接位的取料压头下方。
10、根据本发明提供的一种集流盘上料焊接装置,还包括:振镜;所述振镜位于所述焊接位,所述振镜朝向位于所述焊接位的取料压头,经所述振镜调整的激光束通过所述取料压头的镂空结构照射至集流盘的待焊接位置。
11、根据本发明提供的一种集流盘上料焊接装置,还包括:抽尘管;所述抽尘管的一端伸向位于所述焊接位的取料压头,所述抽尘管的另一端与负压机构连通。
12、根据本发明提供的一种集流盘上料焊接装置,所述输送机构还包括滑轨与驱动件;所述第一集流盘定位组件和所述第二集流盘定位组件可移动地设于所述滑轨上,所述驱动件用于驱动所述第一集流盘定位组件和所述第二集流盘定位组件同步或分别移动。
13、本发明提供的集流盘上料焊接装置,通过在取料机构的两侧分别设置第一集流盘定位组件和第二集流盘定位组件,从而实现两侧的交替上料,由于集流盘的定位以及焊接均需要一定的时长,这种交替上料的方式减少了焊接的等待时间,保证了焊接的节拍;在实际工作过程中,第一集流盘定位组件移动至第一上料位,由上料机构将集流盘移载至第一集流盘定位组件上,此时第二集流盘定位组件位于取料位,由取料机构拾取第二集流盘定位组件上的集流盘;然后,第一集流盘定位组件移动至取料位,由取料机构拾取第一集流盘定位组件上的集流盘,此时,第二集流盘定位组件位于第二上料位,由上料机构将集流盘移载至第二集流盘定位组件上,之后,第一集流盘定位组件移动至第一上料位,第二集流盘定位组件移动至取料位,并重复上述过程,取料机构取料后进行焊接,通过在取料机构的两侧交替上料,从而能够在上料的同时进行取料,即相当于起到缓存的作用,上料和取料互不干扰,减少了焊接的等待时间,保证了焊接节拍,且能够避免出现其中一个出现故障而导致完全无法上料的现象,保证了上料的可靠性,进而保证了整体的效率。
技术特征:
1.一种集流盘上料焊接装置,其特征在于,包括:输送机构与取料机构;
2.根据权利要求1所述的集流盘上料焊接装置,其特征在于,
3.根据权利要求2所述的集流盘上料焊接装置,其特征在于,
4.根据权利要求1所述的集流盘上料焊接装置,其特征在于,
5.根据权利要求4所述的集流盘上料焊接装置,其特征在于,
6.根据权利要求1所述的集流盘上料焊接装置,其特征在于,
7.根据权利要求6所述的集流盘上料焊接装置,其特征在于,
8.根据权利要求6所述的集流盘上料焊接装置,其特征在于,
9.根据权利要求6所述的集流盘上料焊接装置,其特征在于,
10.根据权利要求1所述的集流盘上料焊接装置,其特征在于,
技术总结
本发明涉及电池生产技术领域,提供一种集流盘上料焊接装置,包括:输送机构与取料机构;输送机构包括沿输送方向间隔设置的第一集流盘定位组件和第二集流盘定位组件;集流盘上料焊接装置沿输送方向依次具有第一上料位、取料位及第二上料位,取料机构位于取料位;第一集流盘定位组件可在第一上料位与取料位之间切换,第二集流盘定位组件可在第二上料位与取料位之间切换;本发明通过两侧的交替上料,提升了上料焊接的效率,保证了焊接节拍。
技术研发人员:冉昌林,李鹏,付小冬,刘奇福,周召飞
受保护的技术使用者:武汉大雁软件有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!