一种前防撞梁总成后纵梁冲孔模具的制作方法
本发明属于后纵梁成型,具体涉及一种前防撞梁总成后纵梁冲孔模具。
背景技术:
1、在前防撞梁总成后纵梁的加工工艺中,需要对后纵梁孔位加工,现有的后纵梁孔位加工设备大多为cnc,但由于部分规格后纵梁所需的加工孔位较多,现有cnc的逐孔加工效率较低,除此之外,一台cnc还存在成本较高的问题。
技术实现思路
1、本发明是针对现有技术存在的上述问题,提出了一种孔位加工效率高且成本较低的前防撞梁总成后纵梁冲孔模具。
2、本发明可通过下列技术方案来实现:
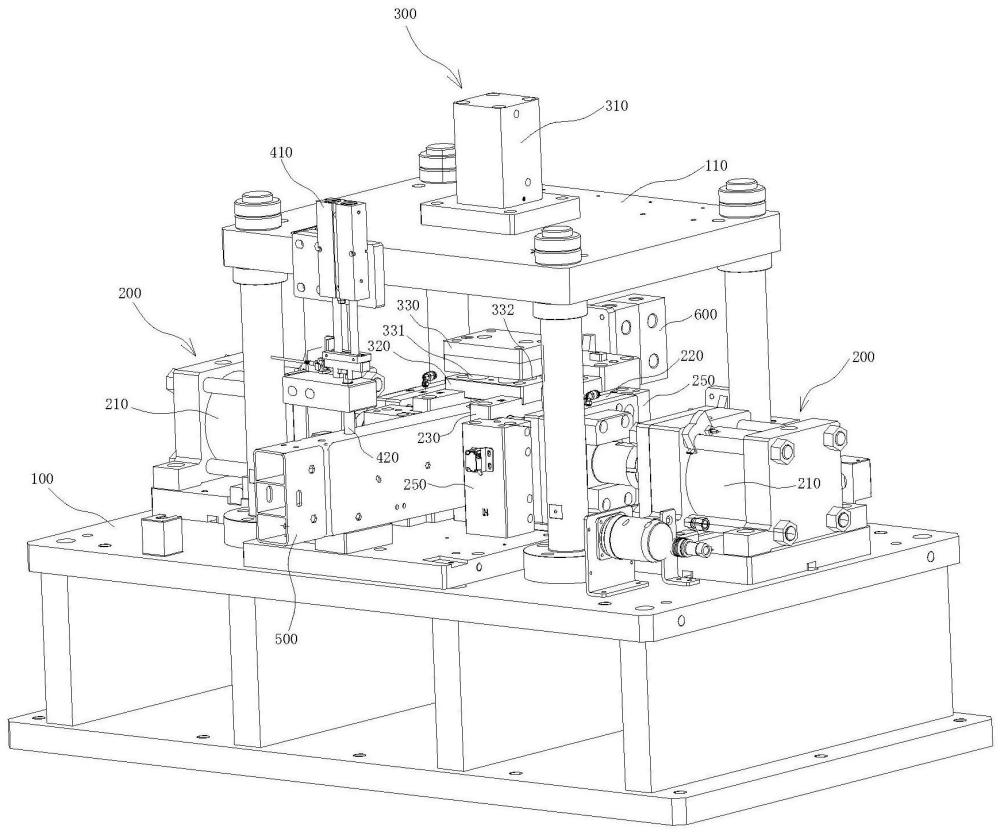
3、一种前防撞梁总成后纵梁冲孔模具,包括:
4、底座;
5、第一冲孔机构,其在所述底座上设置有一对,两个所述第一冲孔机构之间留有距离并形成产品放置区域;
6、第二冲孔机构,其设置在所述产品放置区域的顶部;
7、当产品固定在所述产品放置区域内后,所述第二冲孔机构先对所述产品的顶面进行冲孔,随后一对所述第一冲孔机构对产品的两个侧面进行冲孔。
8、作为本发明的进一步改进,所述底座上安装有主支架,所述主支架位于所述产品放置区域的顶部。
9、作为本发明的进一步改进,还包括定位机构,所述定位机构包括前端定位组件与后端定位组件,当产品放入所述产品放置区域后,产品的前后两端分别通过所述前端定位组件与所述后端定位组件进行定位。
10、作为本发明的进一步改进,所述前端定位组件包括:
11、定位气缸,其竖直设置并安装于所述主支架;
12、定位销,其固定在所述定位气缸的伸缩端,当产品放入所述产品放置区域内后,所述定位气缸推动所述定位销向下移动直至插入产品的定位孔内,完成产品前端的固定。
13、作为本发明的进一步改进,所述后端定位组件设置为内衬,所述内衬设置在所述产品放置区域内,产品水平插入所述产品放置区域直至所述内衬嵌入在产品的内腔中,完成产品后端的固定。
14、作为本发明的进一步改进,所述第一冲孔机构包括:
15、第一油缸,其安装在所述底座上;
16、第一冲针固定块,其通过油缸中转块与所述第一油缸的轴头连接,所述第一冲针固定块上设有若干朝向产品方向的第一冲针;
17、第一冲压板,其固定安装在所述底座上,且所述第一冲压板上具有与各个所述第一冲针一一对应的通孔,通过所述第一油缸向前推动所述冲针固定板,所述第一冲针从所述第一冲压板的通孔中穿过,直至穿透产品表面并完成产品的侧面冲孔。
18、作为本发明的进一步改进,所述第一冲针固定块与所述第一冲压板之间还设有导向杆。
19、作为本发明的进一步改进,所述第一冲压板的两侧还设有第一冲压板固定块,两块所述第一冲压板固定块分别安装在所述底座上并对所述第一冲压板进行定位,其中,所述内衬位于两块所述第一冲压板之间并固定在所述第一冲压板固定板上。
20、作为本发明的进一步改进,所述第二冲孔机构包括:
21、第二油缸,其竖直设置在所述主支架上;
22、第二冲压板,其安装在在两块所述第一冲压板的顶部;
23、第二冲针固定块,其设置在所述第二冲压板的顶部,所述第二冲针固定块上设有若干朝向产品方向的第二冲针,通过所述第二油缸向下推动所述第二冲针固定板,所述第二冲针从所述第二冲压板的通孔内穿过,直至穿透产品表面并完成产品的顶面冲孔。
24、作为本发明的进一步改进,所述第二冲针固定块还通过弹簧与所述冲压板连接,当所述第二油缸的钢轴回缩后,所述第二冲针固定块在所述弹簧的弹力作用下向上复位。
25、与现有技术相比,本发明具有如下有益效果:
26、本申请提供的冲孔模具可对产品的两个侧面以及顶面进行多孔位同时加工,实现一次性加工的目的,解决了原有的cnc需要逐孔加工而导致加工效率较低的问题,也提高了加工精度,同时相较于cnc而言,还降低了成本。
技术特征:
1.一种前防撞梁总成后纵梁冲孔模具,其特征在于,包括:
2.根据权利要求1所述的一种前防撞梁总成后纵梁冲孔模具,其特征在于,所述底座上安装有主支架,所述主支架位于所述产品放置区域的顶部。
3.根据权利要求2所述的一种前防撞梁总成后纵梁冲孔模具,其特征在于,还包括定位机构,所述定位机构包括前端定位组件与后端定位组件,当产品放入所述产品放置区域后,产品的前后两端分别通过所述前端定位组件与所述后端定位组件进行定位。
4.根据权利要求2所述的一种前防撞梁总成后纵梁冲孔模具,其特征在于,所述前端定位组件包括:
5.根据权利要求2所述的一种前防撞梁总成后纵梁冲孔模具,其特征在于,所述后端定位组件设置为内衬,所述内衬设置在所述产品放置区域内,产品水平插入所述产品放置区域直至所述内衬嵌入在产品的内腔中,完成产品后端的固定。
6.根据权利要求1所述的一种前防撞梁总成后纵梁冲孔模具,其特征在于,所述第一冲孔机构包括:
7.根据权利要求6所述的一种前防撞梁总成后纵梁冲孔模具,其特征在于,所述第一冲针固定块与所述第一冲压板之间还设有导向杆。
8.根据权利要求6所述的一种前防撞梁总成后纵梁冲孔模具,其特征在于,所述第一冲压板的两侧还设有第一冲压板固定块,两块所述第一冲压板固定块分别安装在所述底座上并对所述第一冲压板进行定位,其中,所述内衬位于两块所述第一冲压板之间并固定在所述第一冲压板固定板上。
9.根据权利要求2所述的一种前防撞梁总成后纵梁冲孔模具,其特征在于,所述第二冲孔机构包括:
10.根据权利要求9所述的一种前防撞梁总成后纵梁冲孔模具,其特征在于,所述第二冲针固定块还通过弹簧与所述冲压板连接,当所述第二油缸的钢轴回缩后,所述第二冲针固定块在所述弹簧的弹力作用下向上复位。
技术总结
本发明公开了一种前防撞梁总成后纵梁冲孔模具,属于吸能盒成型技术领域。其包括:底座;第一冲孔机构,其在底座上设置有一对,两个第一冲孔机构之间留有距离并形成产品放置区域;第二冲孔机构,其设置在产品放置区域的顶部;当产品固定在产品放置区域内后,第二冲孔机构先对产品的顶面进行冲孔,随后一对第一冲孔机构对产品的两个侧面进行冲孔。本申请提供的冲孔模具可对产品的两个侧面以及顶面进行多孔位同时加工,实现一次性加工的目的,解决了原有的CNC需要逐孔加工而导致加工效率较低的问题,也提高了加工精度,同时相较于CNC而言,还降低了成本。
技术研发人员:李启晨,施显祥
受保护的技术使用者:淮安和通汽车零部件有限公司
技术研发日:
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!