一种高速线材轧机生产φ19.3线材夹送辊辊环结构及应用的制作方法
本发明属于高速线材轧机,具体涉及一种高速线材轧机生产φ19.3线材夹送辊辊环结构及应用。
背景技术:
1、现有技术的摩根五代高速线材轧机作为国内线材盘条生产的主流轧机机型,其设计产品大纲为成品ф5.5mm-ф20mm以0.5mm递增的光面盘条,为了满足下游金属制品企业对线材盘条深加工工艺的进步和深加工产品的拓展,市场对φ19.3mm规格的线材盘条的需求较大,高速线材轧机产品大纲中最大规格为φ20mm,而现有技术的轧机受装备水平和工艺设计的限制不能生产ф19.3mm规格盘条的产品生产,无法满足用户个性化需要,需要重新设计ф19.3mm规格进行生产。
2、鉴于上述因素,特别设计一种高速线材轧机生产φ19.3线材夹送辊辊环结构及应用,合理设计ф19..3mm规格盘条夹送辊辊环孔型结构,保证生产的稳定顺行。
技术实现思路
1、本发明的目的在于提供一种高速线材轧机生产φ19.3线材夹送辊辊环结构及应用,以解决上述背景技术中提出的问题。
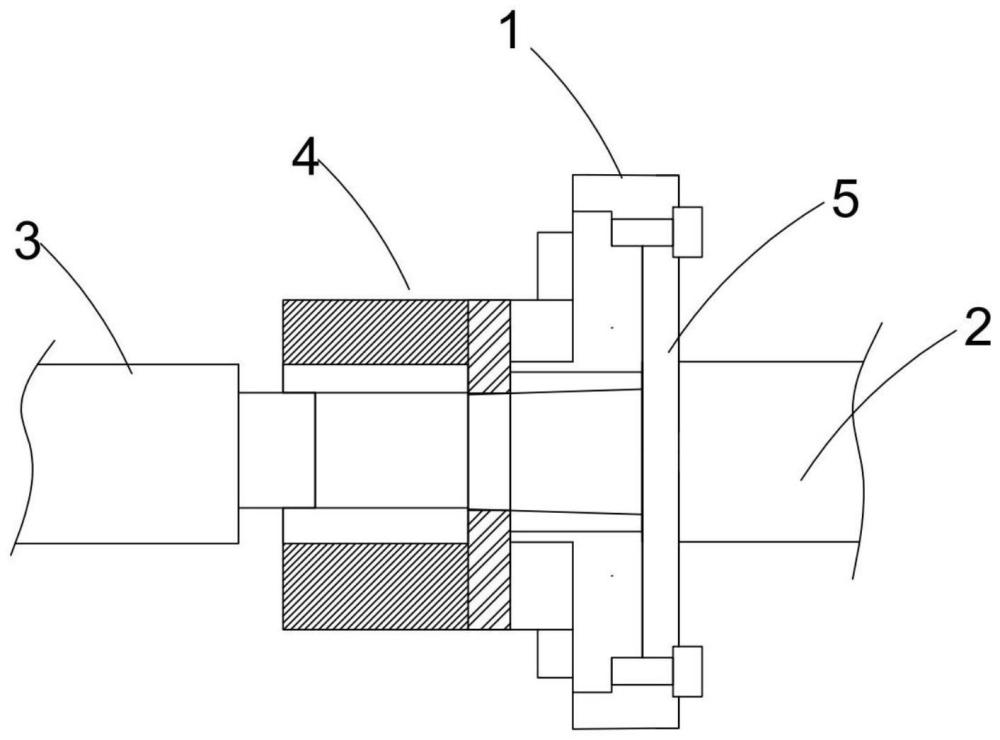
2、本发明的目的是通过下述技术方案予以实现:高速线材轧机生产φ19.3线材夹送辊辊环结构,包括辊环,所述辊环的中心设置安装内孔,所述辊环通过安装内孔连接着主动轴及从动轴,主动轴及从动轴分别位于辊环的两侧,主动轴所在一侧设置有活动端板,活动端板以可拆卸方式连接着定位通道,定位通道与活动端板分别位于辊环的两侧;
3、定位通道包裹从动轴,从动轴延伸至辊环内3-5公分,所述主动轴套接在所述辊环的锥套内;
4、所述辊环上间隔开有相同的孔型结构,孔型结构为椭圆孔型结构,通过椭圆孔型结构的夹送辊与圆轧件接触。
5、进一步地,所述辊环一端设置有的定位板通过螺栓与所述定位通道连接。
6、进一步地,所述孔型结构的宽度为23.5mm,槽深8.90mm。
7、进一步地,相邻所述孔型结构的辊缝为0.5mm。
8、进一步地,所述孔型结构的半径设置为12.55mm。
9、进一步地,所述孔型结构与ф19.3mm规格盘条匹配,孔型结构的夹送辊与ф19.3mm规格盘条轧件接触。
10、一种高速线材轧机生产φ19.3线材夹送辊辊环结构的应用,将高速线材轧机夹送辊辊环结构应用于高速线材轧机中用于生产ф
11、19.3mm规格盘条,对轧件夹持同时减少对轧件的压痕。
12、进一步地,通过夹送辊辊环结构实现对大规格盘条吐丝成圈,小规格盘条尾部降速。
13、与现有技术相比,本发明的有益效果:
14、本发明作为高速线材生产中主要设备的夹送辊,其主要功能就是通过夹送辊实现对大规格吐丝成圈,小规格尾部降速,防止甩尾和乱尾。
15、本发明设计ф19.3mm规格盘条夹送辊辊环孔型为椭圆孔型,主要目的就是:当夹送辊闭合时,椭圆孔型的夹送辊与圆轧件接触,在保证对轧件一定夹持功能的同时,尽量减少对轧件的压痕;夹送辊辊环孔型的宽度大于19mm,设计为22mm,避免两侧辊环对轧件表面产生划伤等缺陷。
16、本发明能够使用摩根五代高速线材轧机能生产出符合国家标准要求的ф19.3mm规格线材盘条,拓宽了摩根五代线材轧机的产品大纲,满足不同用户的需求,又突破了设计极限,为今后各类型机组开发提供参考,为相关企业创造可观的经济效益,按年生产ф19.3mm规格成品3000吨、每吨产品比其它常规产品增加利润30元计算,年创效益为:3000x30=9(万元)。同时对于使用摩根五代高速线材轧机的企业,具有实用推广价值。
技术特征:
1.一种高速线材轧机生产φ19.3线材夹送辊辊环结构,其特征在于:包括辊环(1),所述辊环(1)的中心设置安装内孔,所述辊环(1)通过安装内孔连接着主动轴(2)及从动轴(3),主动轴(2)及从动轴(3)分别位于辊环(1)的两侧,主动轴(2)所在一侧设置有活动端板(5),活动端板(5)以可拆卸方式连接着定位通道(4),定位通道(4)与活动端板(5)分别位于辊环(1)的两侧;
2.根据权利要求1所述的高速线材轧机生产φ19.3线材夹送辊辊环结构,其特征在于:所述辊环(1)一端设置有的定位板(4)通过螺栓与所述定位通道(4)连接。
3.根据权利要求2所述的高速线材轧机生产φ19.3线材夹送辊辊环结构,其特征在于:所述孔型结构(6)的宽度为23.5mm,槽深8.90mm。
4.根据权利要求2所述的高速线材轧机生产φ19.3线材夹送辊辊环结构,其特征在于:相邻所述孔型结构(6)的辊缝为0.5mm。
5.根据权利要求2所述的高速线材轧机生产φ19.3线材夹送辊辊环结构,其特征在于:所述孔型结构(6)的半径设置为12.55mm。
6.根据权利要求2所述的高速线材轧机生产φ19.3线材夹送辊辊环结构,其特征在于:所述孔型结构(6)与ф19.3mm规格盘条匹配,孔型结构(6)的夹送辊与ф19.3mm规格盘条轧件接触。
7.一种根据权利要求1-6任意一项所述的高速线材轧机生产φ19.3线材夹送辊辊环结构的应用,其特征在于:将权利要求1-6中任意一项的高速线材轧机夹送辊辊环结构应用于高速线材轧机中用于生产ф19.3mm规格盘条,对轧件夹持同时减少对轧件的压痕。
8.根据权利要求7所述的高速线材轧机生产φ19.3线材夹送辊辊环结构的应用,其特征在于:通过夹送辊辊环结构实现对大规格盘条吐丝成圈,小规格盘条尾部降速。
技术总结
本发明公开了一种高速线材轧机生产φ19.3线材夹送辊辊环结构及应用,包括辊环,所述辊环的中心设置安装内孔,所述辊环通过安装内孔连接着主动轴及从动轴,主动轴及从动轴分别位于辊环的两侧,主动轴所在一侧设置有活动端板,活动端板以可拆卸方式连接着定位通道,定位通道与活动端板分别位于辊环的两侧,定位通道包裹从动轴,从动轴延伸至辊环内3‑5公分,所述主动轴套接在所述辊环的锥套内,孔型结构为椭圆孔型结构,通过椭圆孔型结构的夹送辊与圆轧件接触。本发明设计ф19.3mm规格盘条夹送辊辊环孔型为椭圆孔型,主要目的就是:当夹送辊闭合时,椭圆孔型的夹送辊与圆轧件接触,避免两侧辊环对轧件表面产生划伤等缺陷。
技术研发人员:刘奇,赵志新
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!