一种环锻件局部加热方法与流程
本发明涉及锻造,具体而言,涉及一种环锻件局部加热方法。
背景技术:
1、在环锻件生产锻造过程中,常常需要对环锻件成形时的形状进行调整。当环锻件需要在对应的区域进行局部变形时,若环锻件全表面进行加热,不进行任何的措施,则环锻件会全部受热,在成形时整体的变形能力比较接近,整体变形产生的误差较大,难以实现局部成形的目的。
技术实现思路
1、为解决环锻件如何精准地进行局部加热的问题,本发明提供了一种环锻件局部加热方法,包括:
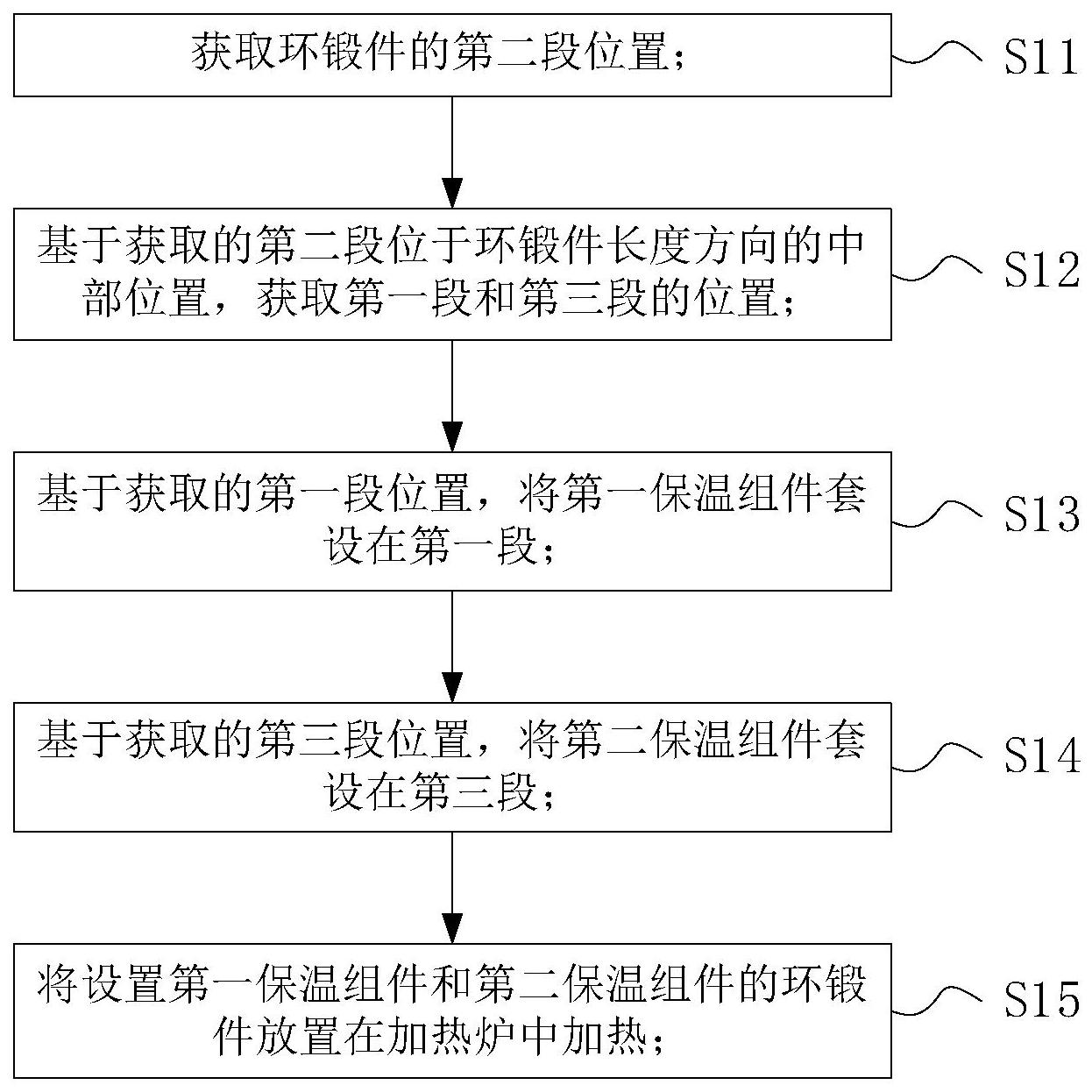
2、步骤s11,获取环锻件的第二段位置;其中,所述第二段包括所述环锻件局部加热的形变部;
3、步骤s12,基于获取的所述第二段位于所述环锻件长度方向的中部位置,获取第一段和第三段的位置;其中,所述第一段、所述第二段、所述第三段依次固定连接;所述第一段长度大于等于所述第三段长度;
4、步骤s13,基于获取的所述第一段位置,将第一保温组件套设在所述第一段;其中,所述第一保温组件包括第一外保温单元、第一内保温单元、第一管道;所述第一外保温单元套设在所述第一段外周侧和端侧,所述第一内保温单元套设在所述第一段内周侧,所述第一管道设置在所述第一段的内部中空区域;
5、步骤s14,基于获取的所述第三段位置,将第二保温组件套设在所述第三段;其中,所述第二保温组件包括第二外保温单元、第二内保温单元、第二管道;所述第二外保温单元套设在所述第三段外周侧和端侧,所述第二内保温单元套设在所述第三段内周侧,所述第二管道设置在所第三段的内部中空区域;所述第一管道的横截面积大于所述第二管道的横截面积;所述第一保温组件与所述第二保温组件间隔设置;
6、步骤s15,将设置所述第一保温组件和所述第二保温组件的所述环锻件放置在加热炉中加热;其中,所述第一保温组件位于所述第二保温组件的上方。
7、在一些实施例中,所述第二段还包括所述环锻件局部加热的连接部;所述形变部一端通过一个所述连接部与所述第一段固定连接,另一端通过另一个所述连接部与所述第一段固定连接。
8、在一些实施例中,h0*0.1≤h4≤h0*0.5,其中,h4为所述连接部的长度,h0为所述形变部的长度。
9、在一些实施例中,所述第一管道的中心轴线与所述环锻件的中心轴线重合;所述第二管道的中心轴线与所述环锻件的中心轴线间隔设置。
10、在一些实施例中,所述第一内保温单元的最小壁厚大于等于所述第一外保温单元的最大壁厚;φa1/3≤φb≤φa1/2,其中,φa为所述第一段的最小内径,φb为所述第一管道内径。
11、在一些实施例中,所述第二内保温单元的最小壁厚大于等于所述第二外保温单元的最大壁厚。
12、在一些实施例中,所述第一外保温单元包括第一远锻保温部、第一邻锻保温部;所述第一邻锻保温部、所述第一远锻保温部、所述第一内保温单元依次固定连接;所述第一管道的外周壁与所述第一内保温单元固定连接;所述第一邻锻保温部的厚度大于所述第一远锻保温部的厚度。
13、在一些实施例中,所述第二外保温单元包括第二远锻保温部、第二邻锻保温部;所述第二邻锻保温部、所述第二远锻保温部、所述第二内保温单元依次固定连接;所述第二管道的外周壁与所述第二内保温单元固定连接;所述第二邻锻保温部的厚度大于所述第二远锻保温部的厚度。
14、在一些实施例中,所述第一远锻保温部的厚度为30mm-40mm;所述第二远锻保温部的厚度为30mm-40mm。
15、在一些实施例中,所述环锻件局部加热方法还包括:
16、步骤s16,基于所述环锻件在所述加热炉中的设定温度值保持设定时间,将所述环锻件从所述加热炉中取出;其中,所述设定温度为950℃-1050℃。
17、为解决环锻件如何精准地进行局部加热的问题,本发明有以下优点:
18、1、将第一外保温单元套设在环锻件的第一段外周侧和端侧,第一内保温单元套设在第一段内周侧,第一管道设置在第一段的内部中空区域,第一管道可以朝靠近第一外保温单元的方向挤压第一内保温单元,从而可以使得第一保温组件紧密包裹环锻件的第一段,减少加热炉对第一段的加热效果。将第二外保温单元套设在环锻件的第三段外周侧和端侧,第二内保温单元套设在第三段内周侧,第二管道设置在第三段的内部中空区域,第二管道可以朝靠近第二外保温单元的方向挤压第二内保温单元,从而可以使得第二保温组件紧密包裹环锻件的第三段,减少加热炉对第三段的加热效果。
19、2、设置第一管道的横截面积大于第二管道的横截面积,当加热炉对环锻件进行加热时,由于第二管道内的气压可以大于第一管道内的气压,热气流可以从第二管道迅速流入第一管道内,从而可以使得环锻件的第二段内侧壁迅速升温,提高局部加热效率。
技术特征:
1.一种环锻件局部加热方法,其特征在于,所述环锻件局部加热方法包括:
2.根据权利要求1所述的一种环锻件局部加热方法,其特征在于,
3.根据权利要求2所述的一种环锻件局部加热方法,其特征在于,
4.根据权利要求1所述的一种环锻件局部加热方法,其特征在于,
5.根据权利要求1所述的一种环锻件局部加热方法,其特征在于,
6.根据权利要求1所述的一种环锻件局部加热方法,其特征在于,
7.根据权利要求5或6中任一所述的一种环锻件局部加热方法,其特征在于,
8.根据权利要求7所述的一种环锻件局部加热方法,其特征在于,
9.根据权利要求8所述的一种环锻件局部加热方法,其特征在于,
10.根据权利要求1所述的一种环锻件局部加热方法,其特征在于,
技术总结
本发明涉及锻造技术领域,具体而言,涉及一种环锻件局部加热方法。方法包括步骤S11,获取环锻件的第二段位置;步骤S12,基于获取的第二段位于环锻件长度方向的中部位置,获取第一段和第三段的位置;步骤S13,基于获取的第一段位置,将第一保温组件套设在第一段;步骤S14,基于获取的第三段位置,将第二保温组件套设在第三段;步骤S15,将设置第一保温组件和第二保温组件的环锻件放置在加热炉中加热;这样就解决了环锻件如何精准地进行局部加热的问题。
技术研发人员:龚忠兴,刘小刚,项春花,吴永安,魏诗伟,侯忠良,王光宇,肖杨,颜开群
受保护的技术使用者:贵州航宇科技发展股份有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!