一种卡簧自动装配机构的制作方法
本发明涉及自动化工装,具体来说,是一种卡簧自动装配机构。
背景技术:
1、卡簧属于紧固件的一种,安装在机器、设备的轴槽或孔槽中,起着阻止轴上或孔上的零件轴向运动的作用。安装卡簧是重要的机械工艺之一,其形状如同c形,在安装卡簧过程中需要沿径向发力将卡簧装配于轴类工件上。
2、目前,已经公开了诸多用于将卡簧自动地安装在轴类工件上的设备,比如,授权公告号为cn210731580u的中国专利,该专利公开了一种手动式轴用卡簧装配工装,包括:工件定位组件,用于对水平放置的轴工件进行定位;卡簧储料送料单元,包括用于储放多个卡簧的储料块和用于推送卡簧至待压位置的送料组件;卡簧定位组件,包括卡簧定位座和设在卡簧定位座中的用于定位处于待压位置卡簧的球头柱塞,其中,卡簧定位座上具有卡簧压装槽;以及压装组件,用于自上向下地抵压卡簧,其中,卡簧储料送料单元、卡簧定位组件、以及压装组件整体可移动,当卡簧储料送料单元、卡簧定位组件、压装组件处于压装工作位置时,卡簧压装槽处于轴工件上轴槽的正上方。
3、由此可见,压装卡簧的步骤采用的是手动模式,但由于卡簧安装批量较大,手动安装的方式非常费力,也造成生产能力的局限性。
技术实现思路
1、本发明的目的是提供一种卡簧自动装配机构,能够以自动化的方式将卡簧装入轴类工件上,并能加快卡簧的安装效率。
2、本发明的目的是这样实现的:一种卡簧自动装配机构,包括上料推料单元;
3、所述上料推料单元包括:
4、导料结构,其用于定位卡簧并使卡簧从上到下挨个相贴以排列为一竖排,卡簧与导料结构升降活动配合并使卡簧的开口朝向装配位置;
5、推卡簧气缸和卡簧推动板,所述卡簧推动板构成推卡簧气缸的活动部并沿水平方向直线活动;
6、其中,所述卡簧推动板具有:
7、上定位槽,所述导料结构的底部相对活动地伸入上定位槽内,所述上定位槽沿卡簧推动板的活动方向延伸至卡簧推动板末端;
8、u形的卡簧托槽,其设于上定位槽的槽底面处于卡簧推动板末端,其u形口朝向装配位置,所述卡簧推动板在起始位置时所述卡簧托槽处于导料结构底部的正下方,其容纳并吻合单个卡簧;
9、朝向装配位置的安装配合缺口,其开设于卡簧推动板末端并与卡簧托槽相通,所述卡簧推动板驱使卡簧卡到轴类工件上时,所述安装配合缺口沿径向可分离地套配轴类工件。
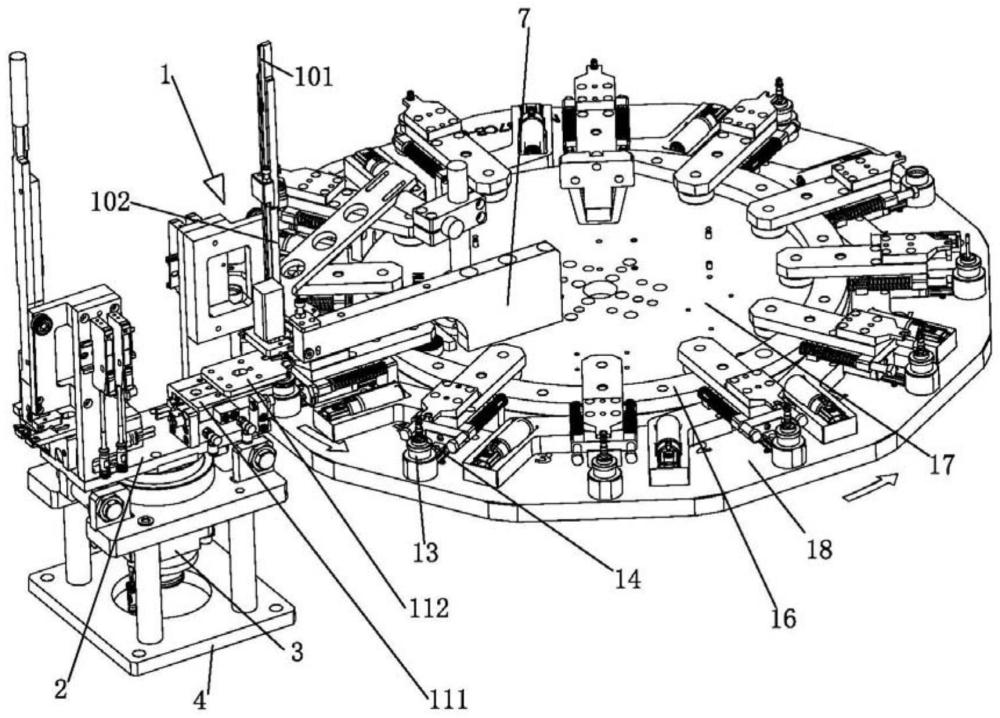
10、进一步地,还包括切换气缸支座、切换旋转气缸和上切换台,所述上料推料单元的数量为两个,所述切换旋转气缸整体安装在切换气缸支座上,其旋转输出端支撑并传动连接上切换台的中间,所述上料推料单元的数量为两个并分别安装在上切换台的两端位置,使用时其中一个上料推料单元正对装配工位。
11、本发明的有益效果在于:
12、能够以自动化的方式将卡簧装入轴类工件上,利用导料结构将卡簧引导到卡簧推动板上,利用卡簧托槽对待安装的卡簧进行定位,在推卡簧气缸的驱使下使得卡簧卡入轴类工件;
13、由于上料推料单元设有两个,可以利用切换旋转气缸驱使上切换台进行旋转,便可切换两个上料推料单元的位置,使得其中一个上料推料单元正对装配位置,从而满足大批量生产的需求。
技术特征:
1.一种卡簧自动装配机构,其特征在于,包括上料推料单元(1);
2.根据权利要求1所述的一种卡簧自动装配机构,其特征在于,还包括切换气缸支座(4)、切换旋转气缸(3)和上切换台(2),所述上料推料单元(1)的数量为两个,所述切换旋转气缸(3)整体安装在切换气缸支座(4)上,其旋转输出端支撑并传动连接上切换台(2)的中间,所述上料推料单元(1)的数量为两个并分别安装在上切换台(2)的两端位置,使用时其中一个上料推料单元(1)正对装配工位。
3.根据权利要求2所述的一种卡簧自动装配机构,其特征在于,所述上料推料单元(1)的导料结构包括:
4.根据权利要求3所述的一种卡簧自动装配机构,其特征在于,所述上料架体(102)的靠近卡簧推动板(112)的位置安装有卡簧缺料报警光纤(103),所述卡簧缺料报警光纤(103)的感应端正对卡簧定位柱(101)。
5.根据权利要求1所述的一种卡簧自动装配机构,其特征在于,所述卡簧推动板(112)末端安装有来料检测光纤(113),所述来料检测光纤(113)的感应端正对卡簧托槽(112b)以用于检测卡簧(19)是否来料。
6.根据权利要求1所述的一种卡簧自动装配机构,其特征在于,还包括:
7.根据权利要求1所述的一种卡簧自动装配机构,其特征在于,还包括:
8.根据权利要求7所述的一种卡簧自动装配机构,其特征在于,每个待装配件定位座(13)均配置有一个用于限定轴类工件(14)位置的限定组件,所述限定组件包括:
9.根据权利要求8所述的一种卡簧自动装配机构,其特征在于,所述限定组件还包括:
10.根据权利要求7所述的一种卡簧自动装配机构,其特征在于,所述内定座(17)上侧固定安装有顶料支架(7),所述顶料支架(7)具有朝向卡簧装配位置水平延伸的前延伸部,并在所述前延伸部上可拆卸地固定连接有上支撑顶块(8),所述上支撑顶块(8)以相对于卡簧推动板(112)的方向抵靠轴类工件(14),且抵靠力作用点处于卡簧(19)以上的部分。
技术总结
本发明公开了一种卡簧自动装配机构,包括上料推料单元;上料推料单元包括导料结构、推卡簧气缸和卡簧推动板;其中,卡簧推动板具有:上定位槽,导料结构的底部相对活动地伸入上定位槽内;U形的卡簧托槽,其设于上定位槽的槽底面处于卡簧推动板末端,其U形口朝向装配位置,卡簧推动板在起始位置时卡簧托槽处于导料结构底部的正下方,其容纳并吻合单个卡簧;朝向装配位置的安装配合缺口,其开设于卡簧推动板末端并与卡簧托槽相通,卡簧推动板驱使卡簧卡到轴类工件上时,安装配合缺口沿径向可分离地套配轴类工件。本发明能够以自动化的方式将卡簧装入轴类工件上,并能加快卡簧的安装效率。
技术研发人员:梁世春,顾春亮
受保护的技术使用者:权星智控系统工程(上海)股份有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!