焊接方法与流程
本申请涉及智能制造领域,尤其涉及一种焊接方法。
背景技术:
1、在制造业中,夹治具广泛用于对上下两块物料进行压合,以满足后续焊接的要求。然而,在实际操作中,物料形变及夹治具卡顿等问题,都将会导致物料的压合状态不佳(比如压合后的物料存在较大间隙),难以满足生产需求。在相关技术中,主要通过人工对经由夹治具压合后的物料的压合状态进行监测,然而,由于人眼监测的局限性,难以准确地监测到物料的压合状态,如果直接对压合状态不佳的物料进行焊接,将会严重影响焊接产品的质量。
技术实现思路
1、鉴于以上内容,有必要提供一种焊接方法,能够解决因无法准确地监测物料的压合状态导致焊接产品的质量不佳的技术问题。
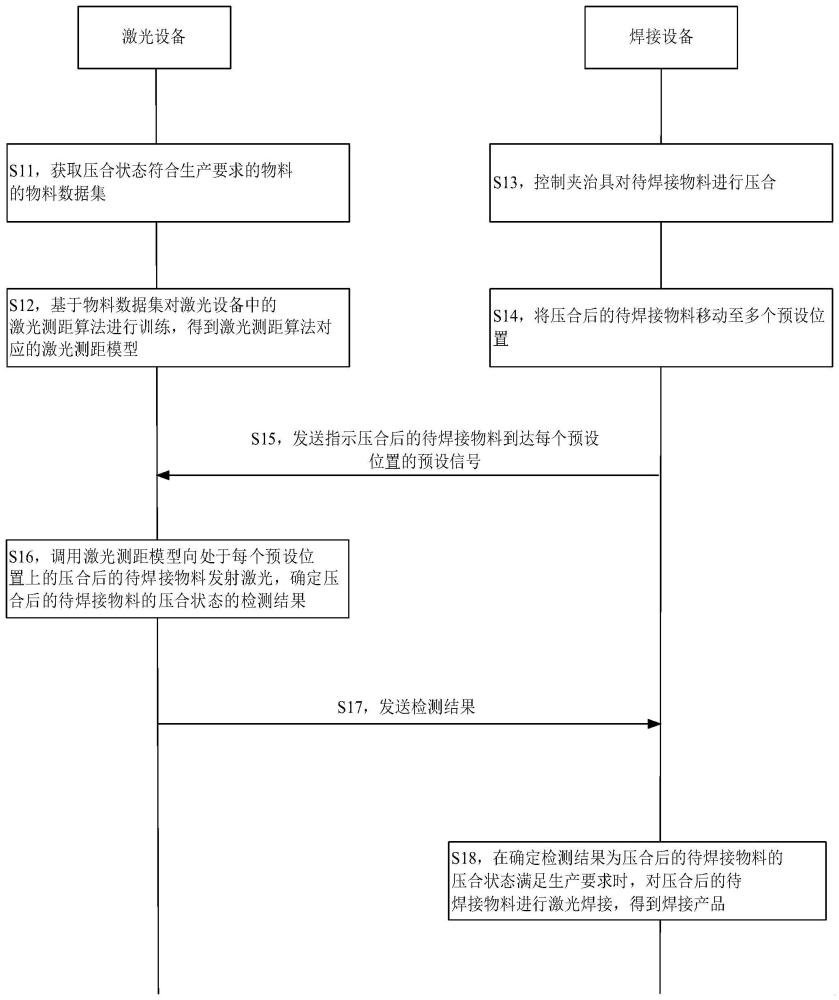
2、一方面,本申请提供一种焊接方法,所述焊接方法包括:获取压合状态符合生产要求的物料的物料数据集,其中,所述物料数据集中包括多个预设位置上的所述物料与激光设备的激光发射点之间的标准距离,基于所述物料数据集对所述激光设备中的激光测距算法进行训练,得到所述激光测距算法对应的激光测距模型,控制夹治具对待焊接物料进行压合,并将压合后的待焊接物料移动至所述多个预设位置,调用所述激光测距模型向处于每个预设位置上的所述压合后的待焊接物料发射激光,确定所述压合后的待焊接物料的压合状态的检测结果,若所述检测结果为所述压合后的待焊接物料的压合状态满足生产要求,对所述压合后的待焊接物料进行激光焊接,得到焊接产品。
3、在本申请的一些实施例中,所述调用所述激光测距模型向处于每个预设位置上的所述压合后的待焊接物料发射激光,确定所述压合后的待焊接物料的压合状态的检测结果,包括:调用所述激光测距模型向处于任一个预设位置上的所述压合后的待焊接物料发射激光,并接收对应的反射激光,计算发射的激光的发射时间与所述反射激光的接收时间之间的时间差值,并计算所述时间差值与预设速度之间的乘积作为所述任一个预设位置上的所述压合后的待焊接物料与所述激光发射点之间的目标距离,基于所述多个预设位置的多个目标距离、每个预设位置对应的标准距离及预设范围,确定所述检测结果。
4、在本申请的一些实施例中,所述基于所述多个预设位置的多个目标距离、每个预设位置对应的标准距离及预设范围,包括:若每个目标距离与对应的标准距离之间的距离差值均处于对应的预设范围内,确定所述检测结果为所述压合后的待焊接物料的压合状态满足生产要求,或者,若存在任一个目标距离与对应的标准距离之间的距离差值未处于对应的预设范围内,确定所述检测结果为所述压合后的待焊接物料的压合状态不满足生产要求。
5、在本申请的一些实施例中,所述方法还包括:获取压合状态不符合生产要求的异常物料的物料类别及多个异常距离,所述多个异常距离包括每个预设位置上的所述异常物料与所述激光发射点之间的距离。
6、在本申请的一些实施例中,若确定所述检测结果为所述压合后的待焊接物料的压合状态不满足生产要求,所述方法还包括:根据每个目标距离及该目标距离对应的异常距离,确定所述压合后的待焊接物料对应的异常物料,并将所述对应的异常物料的物料类别确定为所述压合后的待焊接物料的物料类别。
7、在本申请的一些实施例中,所述根据每个目标距离及该目标距离对应的异常距离,确定所述压合后的待焊接物料对应的异常物料包括:计算每个预设位置对应的目标距离与每个异常物料在该预设位置对应的异常距离之间的异常差值,确定每个异常差值均处于对应的异常值范围的异常物料为所述压合后的待焊接物料对应的异常物料。
8、在本申请的一些实施例中,所述夹治具下方装设有滑台,所述将压合后的待焊接物料移动至多个预设位置,包括:根据每个预设位置生成第一控制指令,通过发送所述第一控制指令至所述滑台,控制所述滑台将所述压合后的待焊接物料移动至每个预设位置。
9、在本申请的一些实施例中,若所述检测结果为所述压合后的待焊接物料的压合状态满足生产要求,所述方法还包括:发出告警信号,并控制机械手臂对所述压合后的待焊接物料进行抛料处理。
10、在本申请的一些实施例中,所述控制机械手臂对所述压合后的待焊接物料进行抛料处理包括:根据预设抛料位置生成第二控制指令,通过发送所述第二控制指令至所述机械手臂,控制所述机械手臂将所述压合后的待焊接物料移动至所述预设抛料位置。
11、在本申请的一些实施例中,所述基于所述物料数据集对所述激光设备中的激光测距算法进行训练,得到所述激光测距算法对应的激光测距模型包括:基于所述激光测距算法获取每个预设位置上的所述物料与所述激光发射点之间的测量距离,根据每个测量距离与对应的标准距离计算所述激光测距算法的损失值,并根据所述损失值对所述激光测距算法的参数进行调整,直至所述损失值处于预设配置范围,得到所述激光测距模型。
12、通过上述实施方式,由于标准距离为压合状态符合生产要求的物料对应的距离,通过标准距离对激光测距算法进行训练,能够提高训练后的激光测距模型的测距准确性。通过准确的激光测距模型向处于每个预设位置上的压合后的待焊接物料发射激光,确定压合后的待焊接物料的压合状态的检测结果,能够提高检测结果的准确性,从而能够准确地确定压合后的待焊接物料的压合状态是否满足生产要求。由于在确定压合后的待焊接物料的压合状态满足生产要求时才会对压合后的待焊接物料进行激光焊接,能够避免对不满足生产需求的待焊接物料进行焊接,因此能够确保焊接产品的质量。
技术特征:
1.一种焊接方法,其特征在于,所述焊接方法包括:
2.如权利要求1所述的焊接方法,其特征在于,所述调用所述激光测距模型向处于每个预设位置上的所述压合后的待焊接物料发射激光,确定所述压合后的待焊接物料的压合状态的检测结果,包括:
3.如权利要求2所述的焊接方法,其特征在于,所述基于所述多个预设位置的多个目标距离、每个预设位置对应的标准距离及预设范围,包括:
4.如权利要求3所述的焊接方法,其特征在于,所述方法还包括:
5.如权利要求4所述的焊接方法,其特征在于,若确定所述检测结果为所述压合后的待焊接物料的压合状态不满足生产要求,所述方法还包括:
6.如权利要求5所述的焊接方法,其特征在于,所述根据每个目标距离及该目标距离对应的异常距离,确定所述压合后的待焊接物料对应的异常物料包括:
7.如权利要求1所述的焊接方法,其特征在于,所述夹治具下方装设有滑台,所述将压合后的待焊接物料移动至多个预设位置,包括:
8.如权利要求1所述的焊接方法,其特征在于,若所述检测结果为所述压合后的待焊接物料的压合状态满足生产要求,所述方法还包括:
9.如权利要求8所述的焊接方法,其特征在于,所述控制机械手臂对所述压合后的待焊接物料进行抛料处理包括:
10.如权利要求1所述的焊接方法,其特征在于,所述基于所述物料数据集对所述激光设备中的激光测距算法进行训练,得到所述激光测距算法对应的激光测距模型包括:
技术总结
本申请提供一种焊接方法,该方法包括:获取压合后的物料的物料数据集,物料数据集包括多个预设位置上的物料与激光设备的激光发射点之间的标准距离;基于物料数据集对激光设备中的激光测距算法进行训练,得到激光测距算法对应的激光测距模型;控制夹治具对待焊接物料进行压合,并将压合后的待焊接物料移动至多个预设位置;调用激光测距模型向处于每个预设位置上的压合后的待焊接物料发射激光,确定压合后的待焊接物料的压合状态的检测结果;若检测结果为压合后的待焊接物料的压合状态满足生产要求,对压合后的待焊接物料进行激光焊接,得到焊接产品。利用上述方法,能够监测物料的压合状态以及确保焊接产品的质量。
技术研发人员:申沙,赵思远,羊信,郭博,徐骄
受保护的技术使用者:富联裕展科技(深圳)有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!