起动机电磁开关盖压装检测装置及其压装检测方法与流程
本发明属于汽车起动机生产工艺及其设备的。更具体地,本发明涉及一种起动机电磁开关盖压装检测装置。本发明还涉及该压装检测装置的压装检测方法。
背景技术:
1、电磁开关是汽车起动机的关键部件之一,除了控制起动机小齿轮与发动机飞轮的啮合外(功能ⅰ),还负责控制起动机电机主回路的接通与断开功能(功能ⅱ)。
2、而功能ⅱ实现有个关键的参数:超程。超程的控制和检测直接关系到开关的可靠性、寿命;超程过大,线圈需要提供的吸合力也更大,且开关不易断电;超程过小,触点接触力小,接触不可靠,易于产生电弧,烧蚀触点,使开关早期失效;而超程的关键核心部件动铁芯是直接关联部件。
3、在现有技术中,超程很难控制,或者过大,或者过小,其造成的结果是:需要很大的吸合力,开关不易断电;或者反之,触点接触力小,接触不可靠,易于产生电弧,烧蚀触点。这样给产品质量带来很严重的问题。
4、采用关键词:“起动机;电磁;开关;盖;压装;检测”,对现有公开的技术文献进行检索,获得以下一项检索结果:
5、中国专利文献:“起停起动机精益智能装配线”,专利(申请)号为:201910991367.7,其记载的技术方案是:
6、“起停起动机精益智能装配线包括单向器总成装配线、驱动轴总成装配线、起动机总成装配线、电磁开关总成装配线及出厂性能检测线,所述单向器总成装配线上依次设有导向筒涂油上线、齿轮轴上料、齿轮自动旋压、罩盖垫圈装配、挤罩盖、罩盖整形、装宝塔弹簧、装滑环组件、压滑环组件及单向器下线工序”;
7、其记载的有益技术效果是:
8、该“起停起动机精益智能装配线,全过程防错;不合格品自动隔离;装配质量与效率大幅度提升,全线人员减少80%”。
9、但是,上述公开的技术方案并没有能够解决现有技术中存在的“超程很难控制,或者过大,或者过小,其造成的结果是:需要很大的吸合力,开关不易断电;或者反之,触点接触力小,接触不可靠,易于产生电弧,烧蚀触点”的问题和缺陷。
技术实现思路
1、本发明提供一种起动机电磁开关盖压装检测装置,其目的是实现开关盖螺栓压装、压入力和压装尺寸的检测,并防止工件的错装。
2、为了实现上述目的,本发明采取的技术方案为:
3、本发明的起动机电磁开关盖压装检测装置,所述的电磁开关盖上设置b+螺栓、m端螺栓、s端螺栓;所述的检测装置设置多工位机台,所述的多工位机台为水平布置的转盘结构,在多工位机台的台面上设置沿圆周方向均布的工位a、工位b、工位c和工位d;在每个工位上设置用于电磁开关盖定位的工件定位结构。
4、所述的电磁开关盖与工件定位结构相配合的位置,设置工件防呆定位缺口;所述的工件定位结构上与工件防呆定位缺口的相应位置,设置工装防呆定位凸块。
5、所述的工位a为工件装卸;螺栓高度检测工位。
6、所述的工位b为螺栓压装、压入力检测工位。
7、所述的工位c为端子压装、螺栓腔深检测工位。
8、所述的工位d为高度检测和不良品剔除工位。
9、所述的工件定位结构上设置工装检测孔。
10、为了实现与上述技术方案相同的发明目的,本发明还提供了以上所述的起动机电磁开关盖压装检测装置的压装检测方法,其过程如下:
11、开始;
12、工位a:工件放入;按钮启动;
13、多工位机台转动;
14、工位b:
15、先后压装b+螺栓、m端螺栓、s端螺栓,并进行压入力检测;合格则工序继续;否则设备锁止;
16、多工位机台转动;
17、工位c:螺栓高度尺寸检测;合格则工序继续;否则剔出不合格品,设备锁止;
18、数据写入,统计结果;
19、多工位机台转动;
20、工位d:系统等待,卸下工件;
21、结束。
22、在所述的设备锁止后,进行问题确认和故障排除,然后返回按钮启动。
23、所述的压装检测装置电控单元根据反馈到的检测结果,与设定的阈值进行比较,自动判定产品的go和ng;同时,数据纳入统计实时计算产品cp值(合格率)和cpk值(工序能力指数)。
24、本发明采用上述技术方案,通过电路控制实现开关盖压装,快速准确测量,且在使用过程中实现部件防错功能,解决了超程不稳定的问题,压装数据实时采集整理,实时计算过程能力,实现智能化生产;生产效率高、检测快速、检测结果可靠,并降低生产成本。
技术特征:
1.起动机电磁开关盖压装检测装置,所述的电磁开关盖(2)上设置b+螺栓(3)、m端螺栓(4)、s端螺栓(5),其特征在于:所述的检测装置设置多工位机台(1),所述的多工位机台(1)为水平布置的转盘结构,在多工位机台(1)的台面上设置沿圆周方向均布的工位a、工位b、工位c和工位d;在每个工位上设置用于电磁开关盖(2)定位的工件定位结构(6)。
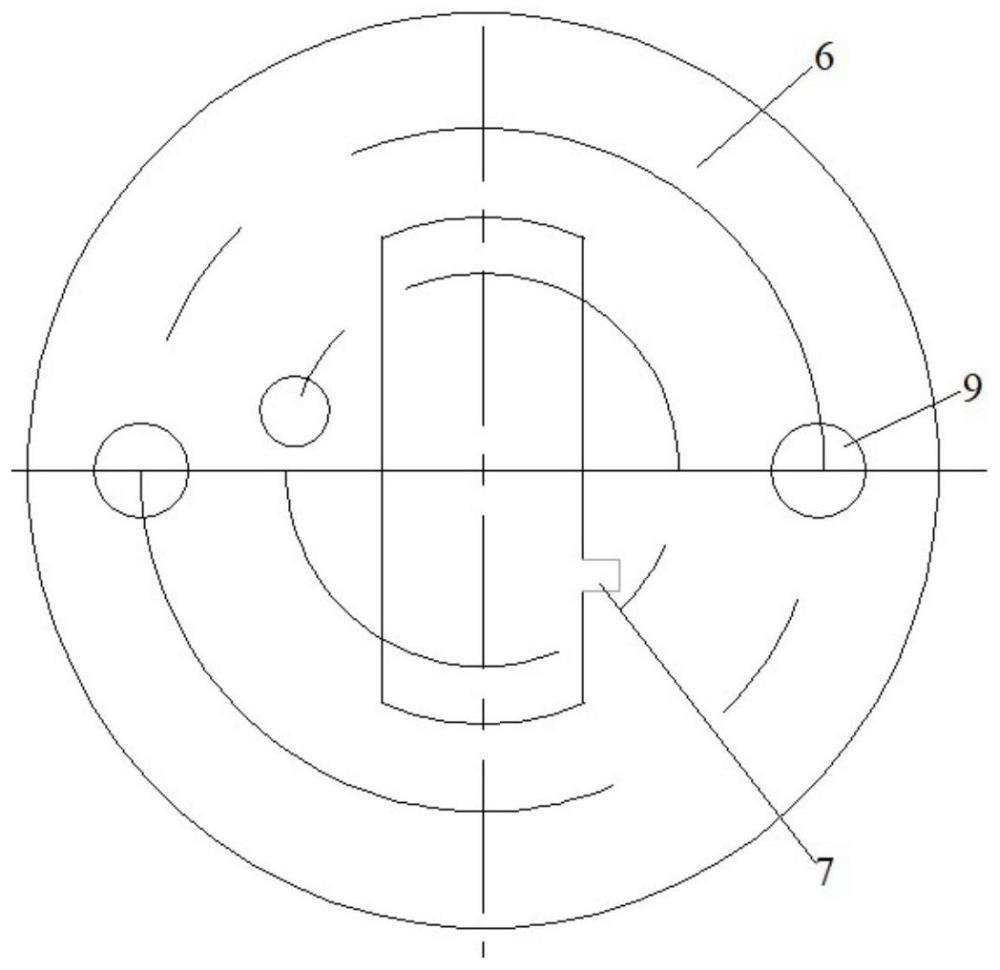
2.按照权利要求1所述的起动机电磁开关盖压装检测装置,其特征在于:所述的电磁开关盖(2)与工件定位结构(6)相配合的位置,设置工件防呆定位缺口(8);所述的工件定位结构(6)上与工件防呆定位缺口(8)的相应位置,设置工装防呆定位凸块(7)。
3.按照权利要求1所述的起动机电磁开关盖压装检测装置,其特征在于:所述的工位a为工件装卸;螺栓高度检测工位。
4.按照权利要求1所述的起动机电磁开关盖压装检测装置,其特征在于:所述的工位b为螺栓压装、压入力检测工位。
5.按照权利要求1所述的起动机电磁开关盖压装检测装置,其特征在于:所述的工位c为端子压装、螺栓腔深检测工位。
6.按照权利要求1所述的起动机电磁开关盖压装检测装置,其特征在于:所述的工位d为高度检测和不良品剔除工位。
7.按照权利要求1所述的起动机电磁开关盖压装检测装置,其特征在于:所述的工件定位结构(6)上设置工装检测孔(9)。
8.按照权利要求1所述的起动机电磁开关盖压装检测装置的压装检测方法,其特征在于:所述的压装检测方法的过程如下:
9.按照权利要求8所述的起动机电磁开关盖压装检测装置的压装检测方法,其特征在于:在所述的设备锁止后,进行问题确认和故障排除,然后返回按钮启动。
10.按照权利要求9所述的起动机电磁开关盖压装检测装置的压装检测方法,其特征在于:所述的压装检测装置电控单元根据反馈到的检测结果,与设定的阈值进行比较,自动判定产品的go和ng;同时,数据纳入统计实时计算产品cp值和cpk值。
技术总结
本发明公开了一种起动机电磁开关盖压装检测装置及其方法,电磁开关盖(2)上设置B+螺栓(3)、M端螺栓(4)、S端螺栓(5);检测装置设置多工位机台(1),多工位机台(1)为水平布置的转盘结构,在多工位机台(1)的台面上设置沿圆周方向均布的工位A、工位B、工位C和工位D;在每个工位上设置用于电磁开关盖(2)定位的工件定位结构(6)。采用上述技术方案,通过电路控制实现开关盖压装,快速准确测量,且在使用过程中实现部件防错功能,压装数据实时采集整理,实时计算过程能力,实现智能化生产;生产效率高、检测快速、检测结果可靠,并降低生产成本。
技术研发人员:赵培和,王刚,王智美
受保护的技术使用者:芜湖兴申汽车部件有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!