一种点焊装置和点焊方法以及电芯顶盖的连接结构与流程
本发明涉及电芯制造,尤其涉及一种点焊装置和点焊方法以及电芯顶盖的连接结构。
背景技术:
1、焊针点焊是锂电池制造工艺中的重要部分,通过使用焊针,深入电芯内部,将电芯底部的连接片与钢壳焊接在一起,通过焊点带来的低电阻,并提供低电阻通路,促进电流的有效传导。
2、但在现有技术中,存在无法避免的焊接时间过短,或者电流过大,导致无法产生足够的热量形成牢固的焊点,但过高的焊接温度或焊接时间过长可能会导致电芯材料的过热和损伤;
3、所以需要一种新的点焊装置及方法,能够预防电芯钢壳顶盖与连接件连接不牢的问题。
技术实现思路
1、申请的目的是提供一种点焊装置,解决现有技术中电芯壳体与连接件连接不牢的问题。
2、为实现上述目的,本申请实施例采用以下技术方案:
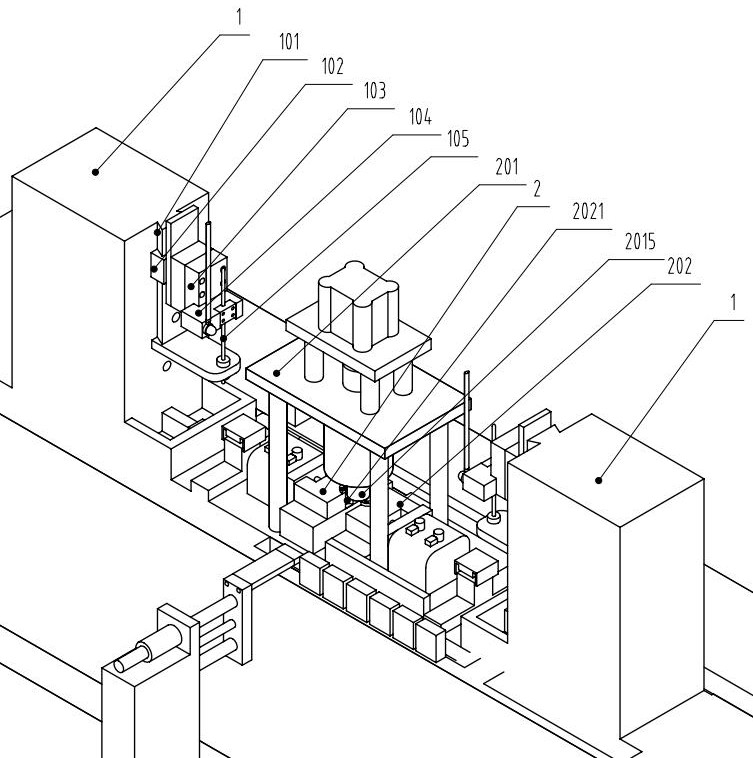
3、控制装置一,控制装置一上设置有压覆装置一;控制装置一包括滑动装置和传动装置,滑动装置上设置有焊接装置;控制装置二,控制装置二上设置有滚槽装置;控制装置一数量至少为2;传输带,传输带用于传输待加工件;传输带用于使待加工件经过一个控制装置一、控制装置二和至少另一个控制装置一;传动装置用于带动滑动装置移动,使焊接装置伸入待加工件底部,进行点焊处理;滚槽装置用于对待加工件进行滚槽处理。。
4、进一步的,焊接装置上设置有焊针和加热装置。
5、进一步的,控制装置一上设置有滑动轨道,滑动装置上设置有滑块,滑块上设置有连接板,连接板上设置有连接块,连接块上设置有夹持装置一。
6、进一步的,加热装置设置在立柱上,夹持装置一为金属材料,夹持装置一一端设置有连接件,连接件用于连接加热装置与夹持装置一。
7、进一步的,压覆装置位于控制装置一底部,包括连接杆和压覆板,连接杆用于连接传动装置调整压覆板的姿态压覆待加工件。
8、还包括一种点焊方法,包括:
9、点焊步骤一,传输目标电芯至加工位置一,对主体一和钢壳端盖进行点焊处理一;
10、滚槽步骤,传输目标电芯至加工位置二,对主体一和钢壳端盖进行滚槽处理;
11、点焊步骤二,在完成点焊步骤一的情况下,对主体一和钢壳端盖进行点焊处理二。
12、进一步的,对主体一和钢壳顶盖进行整体加热操作,包括:
13、在主体一和钢壳顶盖均放置于加热工位的情况下,控制加热装置对主体一和钢壳顶盖进行整体点焊操作。
14、进一步的,加热装置包括加热装置、焊针和测温仪;控制加热装置对主体一和钢壳顶盖进行整体点焊操作,包括:
15、控制加热装置按照预设加热程序对主体一和钢壳顶盖进行整体加热操作,直至检测到测温仪感知到主体一和钢壳顶盖的时间达到预定阈值,停止点焊操作。
16、进一步的,控制加热装置按照预设加热程序对主体一和钢壳顶盖进行整体加热操作,包括:
17、根据目标电芯的规格信息确定加热参数;
18、按照加热参数调整加热程序,并控制加热装置按照调整后的加热程序对主体一和钢壳顶盖进行整体加热操作。
19、进一步的,整体点焊操作包括:控制焊针伸入电芯,将连接片与钢壳焊接在一起的。
20、虽然多次点焊再进行滚槽同样能够保证电芯底部的连接片与钢壳的牢固程度,但会存在过多焊点的集聚,造成使其无法达到预期的增加连接接触面积或加强连接稳定性的效果,也会影响焊点的分布和均匀性,例如焊点附近的材料性能发生改变,对滚槽的强度、刚度产生影响;通过点焊连接电芯底部的连接片与钢壳,接着通过滚槽后再进行点焊,保证冷却时间足够使焊接处温度降低到安全范围内,以避免工时拉长和再次点焊时的过热和损坏,不仅能使点焊更牢靠,配合滚槽增加连接片与钢壳之间的嵌合和锁定效果,使焊针在再次点焊时,焊接接头能够充分嵌入滚槽的焊点,进一步增加了点焊连接的稳定性,减低了多次点焊对滚槽和焊点分布和均匀性的影响,防止在后续的制造工艺中出现点焊不牢造成的报废风险,达到了预防连接不牢的技术效果。
技术特征:
1.一种点焊装置,其特征在于,包括:
2.根据权利要求1所述的一种点焊装置,其特征在于,所述控制装置一上设置有滑动轨道,所述滑动装置上设置有滑块,所述滑块上设置有连接板,所述连接板上设置有连接块,所述连接块上设置有夹持装置一。
3.根据权利要求2所述的一种点焊装置,其特征在于,所述加热装置位于所述控制装置一上,所述夹持装置一为金属材料,所述夹持装置一一端设置有连接件,所述连接件用于连接所述加热装置与所述夹持装置一。
4.根据权利要求1所述的一种点焊装置,其特征在于,所述压覆装置一位于所述控制装置一底部,包括连接杆和压覆板,所述连接杆用于连接传动装置,所述传动装置带动所述连接杆,所述连接杆带动所述压覆板,使得压覆板压覆所述待加工件。
5.一种点焊方法,应用于圆柱电芯,其特征在于,包括:
6.根据权利要求5所述的点焊方法,其特征在于,所述对所述主体一和所述钢壳顶盖进行点焊处理一,包括:
7.根据权利要求6所述的点焊方法,其特征在于,所述焊接装置包括加热装置、焊针和测温仪;所述控制焊接装置对所述主体一中部点焊操作,包括:
8.根据权利要求7所述的点焊方法,其特征在于,所述控制所述装置按照预设加热程序对所述主体一和所述钢壳顶盖进行整体加热操作,包括:
9.一种电芯顶盖的连接结构,其特征在于,包括主体一和钢壳,所述主体一通过至少两次点焊连接和所述钢壳的顶盖进行连接。
技术总结
本申请公开了一种点焊装置和点焊方法以及电芯顶盖的连接结构,涉及电池制造技术领域,装置包括:控制装置一,控制装置一上设置有压覆装置一;控制装置一包括滑动装置和传动装置,滑动装置上设置有焊接装置;控制装置二,控制装置二上设置有滚槽装置;控制装置一数量至少为2;传输带,传输带用于传输待加工件;传输带用于使待加工件依次经过一个控制装置一、控制装置二和至少另一个控制装置一,使待加工件进行一次点焊后进行一次滚槽,然后至少再进行一次点焊;传动装置用于带动滑动装置移动,使焊接装置伸入待加工件底部,进行点焊处理;滚槽装置用于对待加工件进行滚槽处理。
技术研发人员:王奇志,宦忠升,徐挺
受保护的技术使用者:苏州时代华景新能源有限公司
技术研发日:
技术公布日:2024/5/12
- 还没有人留言评论。精彩留言会获得点赞!