一种风机叶轮焊接工装及焊接工艺的制作方法
本发明涉及板材加工,具体涉及一种风机叶轮焊接工装及焊接工艺。
背景技术:
1、风机是依靠输入的机械能,提高气体压力并排送气体的机械,它是一种从动的流体机械,其中叶轮是风机中必不可少的组件,叶轮主要由叶片、轮盘和轴套组成,在叶轮生产时,需要将叶片焊接在轮盘上。
2、在公开号为cn115434946a的专利中公开了一种离心风机叶轮及离心风机,其由于叶片数量多,各叶片上下连接处依次焊接难度大,且当调节叶轮焊接的位置后,叶片的焊接位置可能出现偏差,进一步影响了叶轮焊接的精度和质量,出现焊接偏差的叶轮还需要工作人员再次补焊,增加了工作量。
技术实现思路
1、本发明的目的是提供一种风机叶轮焊接工装及焊接工艺,以解决现有技术中由于叶片数量多,各叶片上下连接处依次焊接难度大,且当调节叶轮焊接的位置后,叶片的焊接位置可能出现偏差,进一步影响了叶轮焊接的精度和质量,出现焊接偏差的叶轮还需要工作人员再次补焊,增加了工作量的问题。
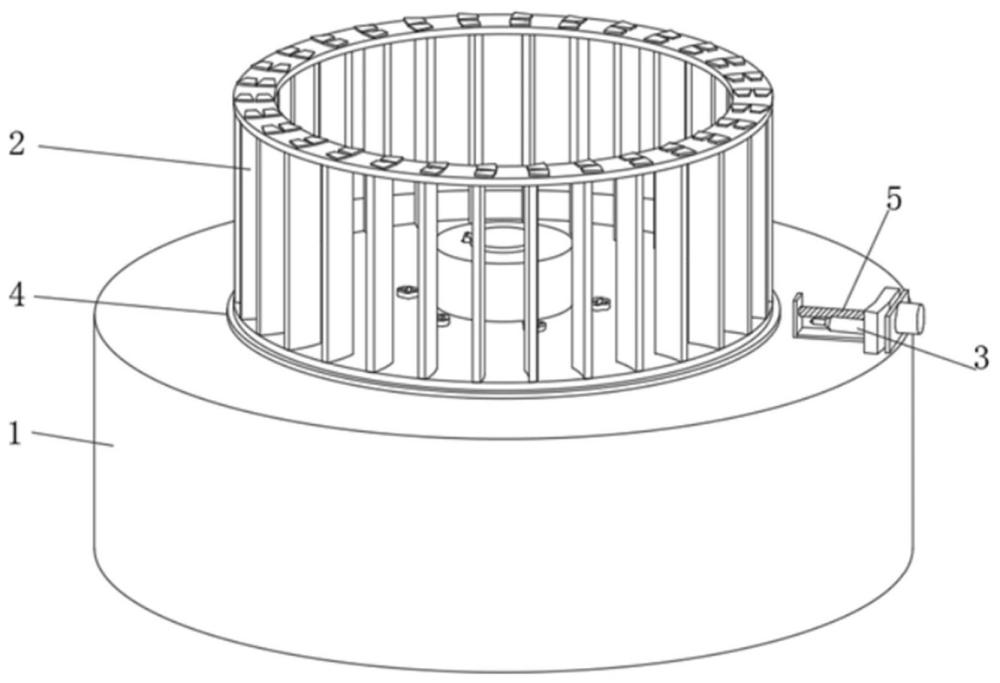
2、为了实现上述目的,本发明提供如下技术方案:一种风机叶轮焊接工装,包括底座、叶轮和焊枪,还包括转台,其转动连接在底座的顶部,所述叶轮放置在转台的顶部,所述转台的内部贯穿开设有通槽,叶轮包括下轮盘、多个叶片、上轮盘和轴套,多个叶片设置在下轮盘与上轮盘之间,且沿环形轨迹均匀分布,下轮盘和上轮盘的内部均贯穿开设有定位槽,叶片顶端和底端上的弯折件插入定位槽内部,并压平弯折件,实现对叶片的角度定位,后续的焊接工作是用于将叶片顶端与上轮盘的底部焊接固定,以及叶片底端与下轮盘顶部焊接固定,轴套固定在下轮盘内部,轴套的内部设有键槽;
3、中心定位机构,其设置在通槽的内侧,用于对叶轮进行固定;
4、限位机构,其与中心定位机构连接,用于在对叶轮固定后对叶轮顶部进行限位;
5、位移机构,其设置在底座的顶部且位于转台的一侧,用于驱动焊枪移动;
6、升降机构,其安装在底座的内部,用于驱动位移机构和焊枪升降;
7、驱动机构,其安装在底座的内部,且分别与中心定位机构和升降机构连接,用于分别驱动转台转动和升降机构运行。
8、进一步地,所述中心定位机构包括设置在通槽内侧的定位轴和沿定位轴高度方向固接在其一侧外壁上的键销,所述键销与叶轮相配合,所述限位机构安装在键销上,所述定位轴与驱动机构连接。
9、进一步地,所述限位机构包括开设在键销内部的滑槽、滑接在滑槽内部的限位块、开设在限位块远离定位轴一侧外壁上的第一斜向槽和固接在限位块另一侧外壁上的多个第一弹簧,所述限位块的一侧延伸至键销的外部,所述第一弹簧的另一端与滑槽的内壁固接。
10、进一步地,所述限位块的内部开设有第二斜向槽和过渡槽,所述第二斜向槽和过渡槽相连通,所述键销的内部滑接有驱动条,所述驱动条的底端延伸至滑槽的内部且与第二斜向槽的顶部抵接,所述驱动条的顶端延伸至键销的外部且固接有压块。
11、进一步地,所述位移机构包括设置在底座顶部的支架、转动连接在支架内壁上的单向螺杆、螺接在单向螺杆外部的移动块、固接在移动块外壁上的倾斜块和安装在支架外壁上的第一电机,所述第一电机的输出端与单向螺杆的一端固接,所述移动块的外壁与支架的内壁抵接,所述焊枪与倾斜块连接,所述支架为u型结构且与升降机构连接。
12、进一步地,所述倾斜块靠近焊枪一侧的外壁上开设有活动槽,所述活动槽的内壁上固接有多个固定杆,多个所述固定杆的外部滑动套接有连接块,所述焊枪安装在连接块外部,所述固定杆的外部套设有第二弹簧,所述第二弹簧的一端与连接块的外壁固接,所述第二弹簧的另一端与活动槽的内壁固接。
13、进一步地,所述升降机构包括转动连接在底座底部内壁上的往复螺杆、螺接在往复螺杆外部的升降块和固接在升降块顶部的多个升降杆,所述升降杆的顶端延伸至底座的外部且与支架的底部固接,所述升降杆与底座滑接,所述底座底部的内壁上还固接有导杆,所述导杆与往复螺杆互为平行设置,且升降块还滑动套接在导杆的外部,所述往复螺杆与驱动机构连接。
14、进一步地,所述驱动机构包括安装在底座底部内壁上的第二电机、固定套接在第二电机输出轴外部的第一齿轮、固接在定位轴底端的传动轴和安装在传动轴外部的第二齿轮,所述传动轴的底端与底座底部的内壁转动连接,所述第一齿轮为残缺齿轮,所述第二齿轮为单向齿轮且与第一齿轮相配合。
15、进一步地,所述驱动机构还包括固接在第二电机输出轴顶端的第三齿轮和固接在往复螺杆顶端的第四齿轮,所述第四齿轮为单向齿轮且与第三齿轮啮合。
16、一种风机叶轮焊接工艺,其适用于一种风机叶轮焊接工装,包括如下步骤:
17、s1、首先将叶轮放置在转台顶部,并使叶轮套设在定位轴和键销的外部,对叶轮进行中心定位;
18、s2、在叶轮放置完成后,通过限位机构对叶轮顶部进行限位;
19、s3、通过位移机构带动焊枪移动对叶轮下沿进行焊接,通过驱动机构配合升降机构带动位移机构及焊枪上移,对叶轮上沿进行焊接;
20、s4、通过驱动机构配合中心定位机构带动叶轮转动,改变叶轮的焊接位置,重复s3步骤,对叶轮位置改变后的下沿和上沿分别进行焊接;
21、s5、重复s3和s4的步骤,依次对叶轮的各位置进行焊接加工。
22、与现有技术相比,本发明提供的一种风机叶轮焊接工装及焊接工艺,具备以下有益效果:
23、1、在焊接前,通过中心定位机构和限位机构之间的配合,对叶轮整体进行中心定位和顶部限位,避免了叶轮在更换位置焊接的过程中出现位置偏差的问题,保障了叶轮焊接的精度和质量;
24、2、在焊接过程中,通过驱动机构、中心定位机构、位移机构和升降机构之间的配合,能够自动驱动各待焊接叶片依次到达指定焊接位置,进而能够依次对各个叶片的顶部连接处与底部连接处进行焊接,自动化程度高,有效提高了叶轮焊接的效率;
25、3、通过自动焊接处理方式,大幅减少了人工参与的程度,降低了安全事故发生的概率,同时减少了对旱烟对人体的损害。
技术特征:
1.一种风机叶轮焊接工装,包括底座(1)、叶轮(2)和焊枪(3),其特征在于,还包括转台(4),其转动连接在底座(1)的顶部,所述叶轮(2)放置在转台(4)的顶部,所述转台(4)的内部贯穿开设有通槽;
2.根据权利要求1所述的一种风机叶轮焊接工装,其特征在于,所述中心定位机构包括设置在通槽内侧的定位轴(6)和沿定位轴(6)高度方向固接在其一侧外壁上的键销(7),所述键销(7)与叶轮(2)相配合,所述限位机构安装在键销(7)上,所述定位轴(6)与驱动机构连接。
3.根据权利要求2所述的一种风机叶轮焊接工装,其特征在于,所述限位机构包括开设在键销(7)内部的滑槽(8)、滑接在滑槽(8)内部的限位块(9)、开设在限位块(9)远离定位轴(6)一侧外壁上的第一斜向槽(10)和固接在限位块(9)另一侧外壁上的多个第一弹簧(11),所述限位块(9)的一侧延伸至键销(7)的外部,所述第一弹簧(11)的另一端与滑槽(8)的内壁固接。
4.根据权利要求3所述的一种风机叶轮焊接工装,其特征在于,所述限位块(9)的内部开设有第二斜向槽(12)和过渡槽(13),所述第二斜向槽(12)和过渡槽(13)相连通,所述键销(7)的内部滑接有驱动条(14),所述驱动条(14)的底端延伸至滑槽(8)的内部且与第二斜向槽(12)的顶部抵接,所述驱动条(14)的顶端延伸至键销(7)的外部且固接有压块(15)。
5.根据权利要求4所述的一种风机叶轮焊接工装,其特征在于,所述位移机构(5)包括设置在底座(1)顶部的支架(51)、转动连接在支架(51)内壁上的单向螺杆(52)、螺接在单向螺杆(52)外部的移动块(53)、固接在移动块(53)外壁上的倾斜块(54)和安装在支架(51)外壁上的第一电机(55),所述第一电机(55)的输出端与单向螺杆(52)的一端固接,所述移动块(53)的外壁与支架(51)的内壁抵接,所述焊枪(3)与倾斜块(54)连接,所述支架(51)为u型结构且与升降机构连接。
6.根据权利要求5所述的一种风机叶轮焊接工装,其特征在于,所述倾斜块(54)靠近焊枪(3)一侧的外壁上开设有活动槽(56),所述活动槽(56)的内壁上固接有多个固定杆(57),多个所述固定杆(57)的外部滑动套接有连接块(58),所述焊枪(3)安装在连接块(58)外部,所述固定杆(57)的外部套设有第二弹簧(59),所述第二弹簧(59)的一端与连接块(58)的外壁固接,所述第二弹簧(59)的另一端与活动槽(56)的内壁固接。
7.根据权利要求6所述的一种风机叶轮焊接工装,其特征在于,所述升降机构包括转动连接在底座(1)底部内壁上的往复螺杆(16)、螺接在往复螺杆(16)外部的升降块(17)和固接在升降块(17)顶部的多个升降杆(18),所述升降杆(18)的顶端延伸至底座(1)的外部且与支架(51)的底部固接,所述升降杆(18)与底座(1)滑接,所述底座(1)底部的内壁上还固接有导杆(19),所述导杆(19)与往复螺杆(16)互为平行设置,且升降块(17)还滑动套接在导杆(19)的外部,所述往复螺杆(16)与驱动机构连接。
8.根据权利要求7所述的一种风机叶轮焊接工装,其特征在于,所述驱动机构包括安装在底座(1)底部内壁上的第二电机(20)、固定套接在第二电机(20)输出轴外部的第一齿轮(21)、固接在定位轴(6)底端的传动轴(22)和安装在传动轴(22)外部的第二齿轮(23),所述传动轴(22)的底端与底座(1)底部的内壁转动连接,所述第一齿轮(21)为残缺齿轮,所述第二齿轮(23)为单向齿轮且与第一齿轮(21)相配合。
9.根据权利要求8所述的一种风机叶轮焊接工装,其特征在于,所述驱动机构还包括固接在第二电机(20)输出轴顶端的第三齿轮(24)和固接在往复螺杆(16)顶端的第四齿轮(25),所述第四齿轮(25)为单向齿轮且与第三齿轮(24)啮合。
10.一种风机叶轮焊接工艺,其适用于权利要求1-9任一项所述的一种风机叶轮焊接工装,其特征在于,包括如下步骤:
技术总结
本发明公开了一种风机叶轮焊接工装及焊接工艺,涉及板材加工领域,包括底座、叶轮和焊枪,还包括转台,所述叶轮放置在转台的顶部;中心定位机构,用于对叶轮进行固定;限位机构,用于在对叶轮固定后对叶轮顶部进行限位;位移机构,用于驱动焊枪移动;升降机构,用于驱动位移机构和焊枪升降;该风机叶轮焊接工装及焊接工艺,通过对叶轮整体进行中心定位和顶部限位,避免了叶轮在更换位置焊接的过程中出现位置偏差的问题,保障了叶轮焊接的精度和质量,在焊接过程中,能够自动驱动各待焊接叶片依次到达指定焊接位置,进而能够依次对各个叶片的顶部连接处与底部连接处进行焊接,自动化程度高,有效提高了叶轮焊接的效率。
技术研发人员:胡文华,孙波,肖高杰
受保护的技术使用者:东莞市佛尔盛智能机电股份有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!