一种适用于车床的铝管收口模具的制作方法
本申请属于铝管收口的领域,涉及一种铝管收口模具,具体涉及一种适用于车床的铝管收口模具。
背景技术:
1、在飞机领域中,铝管的应用较为广泛,原因主要是铝管具有强度高、质量轻、耐腐蚀、易于加工等优点,能够适应飞机在飞行过程中产生的载荷,保证飞机的使用寿命和安全性。为了满足飞机领域对铝管的需求,有时需要对铝管进行收口处理,可以起到增加连接强度、增加抗震性能等作用,进一步增加飞机飞行时的安全性。现有技术中大都使用冲压磨具对铝管进行收口处理。
2、针对上述的技术,发明人发现,传统的冲压模具尺寸较大、笨重、不易操作,并且由于上下模对合时会在铝管表面产生压痕,需后期打磨去除,这就可能导致生产出来的铝管表面存在质量缺陷,对于收口不同程度以及收口口径不同的铝管,则需要定做各种不同尺寸的压模对铝管进行收口成型,费时费力;同时,利用冲压模具对铝管进行收口,收口的尺寸不易控制、精度不够、操作复杂,增加了人工成本。
技术实现思路
1、为解决管材收口成型困难且表面质量不高,材料及人工成本高的问题,本申请提供一种适用于车床的铝管收口模具,以便于铝管能够在车床上进行成型,提升了管材收口成型效率及质量,节约了人工及材料成本。
2、本申请提供的一种适用于车床的铝管收口模具采用如下的技术方案:
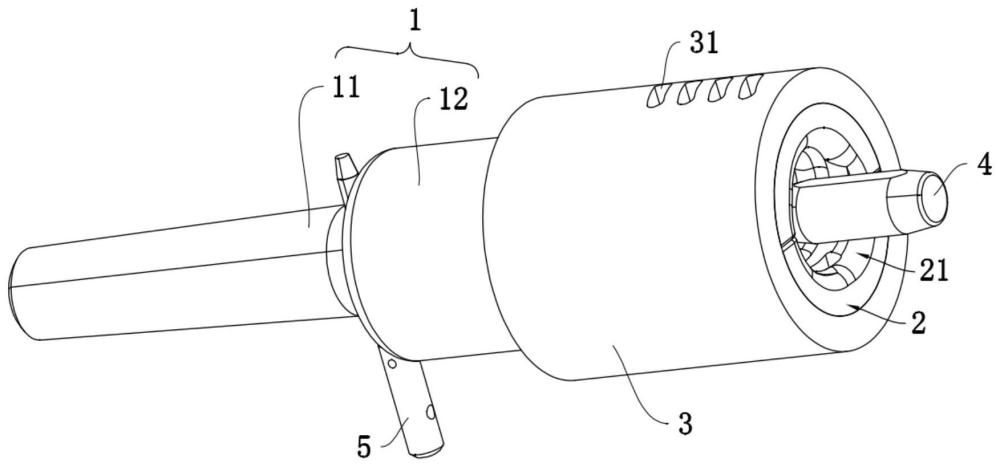
3、一种适用于车床的铝管收口模具,包括连接部和连接在连接部上的成型筒;所述成型筒的开口处背离连接部;所述连接部用于安装在车床上;所述成型筒内设有圆锥螺纹槽,所述圆锥螺纹槽的内径沿成型筒的轴线方向,向靠近连接部的方向逐渐缩小。
4、在一个具体的可实施方案中,所述成型筒包括第一成型块和第二成型块,所述第一成型块上开设有第一压槽,所述第二成型块上开设有第二压槽,所述第一成型块和第二成型块拼合形成成型筒,所述第一压槽和第二压槽拼合形成圆锥螺纹槽。
5、在一个具体的可实施方案中,所述第一成型块和第二成型块的外部包覆有包覆筒,所述包覆筒与成型筒同轴;所述包覆筒远离自身开口的直壁与连接部连接。
6、在一个具体的可实施方案中,模具还包括校正芯棒和固定件,所述校正芯棒与成型筒和包覆筒同轴,所述连接部上开设有安装槽,所述校正芯棒依次穿过成型筒和包覆筒并滑动连接在安装槽中,并通过固定件与连接部固定。
7、在一个具体的可实施方案中,所述包覆筒上相对自身轴线开设有多对第一固定槽,所述成型筒上相对自身轴线开设有多对第二固定槽;模具还包括固定条,所述固定条通过第一固定槽和第二固定槽插设于包覆筒和成型筒上,并与校正芯棒抵接配合。
8、在一个具体的可实施方案中,所述第一固定槽、第二固定槽均设置有四对,四对所述第一固定槽沿包覆筒的轴线方向阵列分布,四对所述第二固定槽沿成型筒的轴线方向阵列分布。
9、在一个具体的可实施方案中,所述连接部上开设有垂直于校正芯棒的插槽,所述插槽与安装槽垂直连通;所述校正芯棒沿垂直自身轴线方向开设有插孔,所述固定件包括插销,所述插销穿设于插槽和插孔。
10、本申请包括以下至少一种有益技术效果:
11、1.本申请通过在成型筒内设置圆锥螺纹槽,并且通过慢速旋压铝管进行收口,操作简单,可以较为准确地完成铝管的收口作业,内径逐渐缩小的圆锥螺纹槽也使得该模具可以适用于不同收口尺寸、不同管径铝管的收口成型作业,节省了人力和时间成本,妥善地优化了现有技术中的技术问题。
12、2.本申请通过增设校正芯棒,使得操作者在铝管收口时可以将铝管套在校正芯棒上,从而保证铝管收口时可以时刻垂直完成旋压收口,增加了收口的稳定性;同时,通过插销、插槽、安装槽等配合,可以实现校正芯棒的固定,并且本申请的校正芯棒可拆卸,便于维修,也便于更换不同长度的校正芯棒,从而可以控制校正芯棒延伸出圆锥螺纹槽的长度,使得该模具适用于不同规格的铝管。
13、3.本申请通过增设第一固定槽、第二固定槽和固定条,首先可以通过第一固定槽、第二固定槽观察到铝管的收口情况,从而对应调整旋压的力度和给进速率,其次,可以通过固定条、第一固定槽、第二固定槽配合,利用固定条与校正芯棒抵接,使得铝管的端部旋压至与固定条抵紧,即可完成收口作业,配合测量划线,可以进一步避免收口不足或者收口过度的情况出现,进一步增加了加工的准确度。
技术特征:
1.一种适用于车床的铝管收口模具,其特征在于:包括连接部(1)和连接在连接部(1)上的成型筒(2);所述成型筒(2)的开口处背离连接部(1);所述连接部(1)用于安装在车床上;所述成型筒(2)内设有圆锥螺纹槽(21),所述圆锥螺纹槽(21)的内径沿成型筒(2)的轴线方向,向靠近连接部(1)的方向逐渐缩小。
2.根据权利要求1所述的一种适用于车床的铝管收口模具,其特征在于:所述成型筒(2)包括第一成型块(22)和第二成型块(23),所述第一成型块(22)上开设有第一压槽(221),所述第二成型块(23)上开设有第二压槽(231),所述第一成型块(22)和第二成型块(23)拼合形成成型筒(2),所述第一压槽(221)和第二压槽(231)拼合形成圆锥螺纹槽(21)。
3.根据权利要求2所述的一种适用于车床的铝管收口模具,其特征在于:所述第一成型块(22)和第二成型块(23)的外部包覆有包覆筒(3),所述包覆筒(3)与成型筒(2)同轴;所述包覆筒(3)远离自身开口的直壁与连接部(1)连接。
4.根据权利要求3所述的一种适用于车床的铝管收口模具,其特征在于:模具还包括校正芯棒(4)和固定件,所述校正芯棒(4)与成型筒(2)和包覆筒(3)同轴,所述连接部(1)上开设有安装槽(121),所述校正芯棒(4)依次穿过成型筒(2)和包覆筒(3)并滑动连接在安装槽(121)中,并通过固定件与连接部(1)固定。
5.根据权利要求4所述的一种适用于车床的铝管收口模具,其特征在于:所述包覆筒(3)上相对自身轴线开设有多对第一固定槽(31),所述成型筒(2)上相对自身轴线开设有多对第二固定槽(24);模具还包括固定条(6),所述固定条(6)通过第一固定槽(31)和第二固定槽(24)插设于包覆筒(3)和成型筒(2)上,并与校正芯棒(4)抵接配合。
6.根据权利要求5所述的一种适用于车床的铝管收口模具,其特征在于:所述第一固定槽(31)、第二固定槽(24)均设置有四对,四对所述第一固定槽(31)沿包覆筒(3)的轴线方向阵列分布,四对所述第二固定槽(24)沿成型筒(2)的轴线方向阵列分布。
7.根据权利要求4所述的一种适用于车床的铝管收口模具,其特征在于:所述连接部(1)上开设有垂直于校正芯棒(4)的插槽(122),所述插槽(122)与安装槽(121)垂直连通;所述校正芯棒(4)沿垂直自身轴线方向开设有插孔(41),所述固定件包括插销(5),所述插销(5)穿设于插槽(122)和插孔(41)。
技术总结
本申请属于铝管收口的领域,涉及一种铝管收口模具,具体涉及一种适用于车床的铝管收口模具。一种适用于车床的铝管收口模具,包括连接部和连接在连接部上的成型筒;所述成型筒的开口处背离连接部;所述连接部用于安装在车床上;所述成型筒内设有圆锥螺纹槽,所述圆锥螺纹槽的内径沿成型筒的轴线方向,向靠近连接部的方向逐渐缩小。本申请通过在成型筒内设置圆锥螺纹槽,并且通过慢速旋压铝管进行收口,操作简单,并且可以较为准确地完成铝管的收口作业,内径逐渐缩小的圆锥螺纹槽也使得该模具可以适用于不同收口尺寸、不同管径铝管的收口成型作业,节省了人力和时间成本,妥善地优化了现有技术中的技术问题。
技术研发人员:高娅楠,魏世民,黄佳富,刘艳丛,裴翠英
受保护的技术使用者:石家庄飞机工业有限责任公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!