一种鼠笼装置制造辅助系统及其使用方法与流程
本发明涉及化工设备制造,具体而言,涉及一种鼠笼装置制造辅助系统及其使用方法。
背景技术:
1、目前,大型鼠笼装置一般采用传统组装方法,通过对小组件焊接逐步组成大组件,制造过程中只能按照常规步骤按部就班进行制作,无法进行分步制造后再整体组装,制造周期较长。同时,在制造过程中只能通过操作人员控制制造精度,而由于不同操作人员的技能熟练度不同,导致制造出来的产品尺寸精度也参差不齐,质量稳定性较差,难以实现大规模批量化制造。
技术实现思路
1、本发明解决的问题是如何提供一种提高鼠笼装置制造精度和质量稳定性的鼠笼装置制造辅助装置。
2、为解决上述问题中的至少一个方面,本发明提供一种鼠笼装置制造辅助系统,包括进口端固定装置、出口端固定装置和内部圆度控制装置,所述进口端固定装置用于固定鼠笼装置的进口端花板,所述出口端固定装置用于固定所述鼠笼装置的出口端花板,所述内部圆度控制装置用于设置于所述进口端固定装置和所述出口端固定装置之间,并与所述进口端固定装置和所述出口端固定装置同轴对齐,用于控制所述鼠笼装置中间部位的内部圆度。
3、优选地,所述进口端固定装置包括第一底座和位于所述第一底座上的固定环,所述出口端固定装置包括第二底座和位于所述第二底座上的固定轴,所述固定环用于固定所述鼠笼装置中的所述进口端花板,所述固定轴用于固定所述鼠笼装置中的所述出口端花板;所述内部圆度控制装置为圆环结构,所述圆环结构与所述固定环以及所述固定轴同轴设置,所述圆环结构的外圆直径与所述鼠笼装置中条板形成的内圆的直径相匹配
4、优选地,该鼠笼装置制造辅助系统还包括第一装配平台和所述第二装配平台,所述第一装配平台用于安装固定所述进口端固定装置,所述第二装配平台用于安装固定所述出口端固定装置。
5、优选地,该鼠笼装置制造辅助系统还包括条板防变形装置,所述条板防变形装置用于与所述鼠笼装置的条板固定,防止所述条板在安装过程中变形。
6、优选地,所述内部圆度控制装置包括多个,多个所述内部圆度控制装置分别设置于所述进口端固定装置和所述出口端固定装置之间的不同位置,且多个所述内部圆度控制装置同轴设置。
7、本发明通过进口端固定装置和出口端固定装置能够分别对鼠笼装置的进口端花板和出口端花板进行固定,通过控制进口端固定装置和出口端固定装置的精度能够保证进口端花板和出口端花板之间的安装精度,通过将内部圆度控制装置设置于进口端固定装置和出口端固定装置之间,且与进口端固定装置和出口端固定装置同轴对齐,能够在安装鼠笼装置的条板时,同时保证其两端分别与进口端花板和出口端花板连接,且中间部分的圆度符合要求,保证了条板的安装精度;本发明提供的鼠笼装置制造辅助系统能够减少人员的劳动强度,并通过多个辅助工具保证了鼠笼装置的制造精度和质量,制造得到的鼠笼装置精度和质量稳定性好,能够实现大规模批量化制造。
8、另一方面,本发明还提供一种如上所述的鼠笼装置制造辅助系统的使用方法,包括以下步骤:
9、步骤s1、将进口端固定装置和出口端固定装置分别进行固定,使所述进口端固定装置和所述出口端固定装置同轴对齐,且所述进口端固定装置和所述出口端固定装置的间距与鼠笼装置的长度相同;
10、步骤s2、将所述鼠笼装置的进口端花板和出口端花板分别安装于所述进口端固定装置和所述出口端固定装置上;
11、步骤s3、在所述进口端花板和所述出口端花板之间设置内部圆度控制装置,并在所述进口端花板和所述出口端花板上安装条板;
12、步骤s4、对所述进口端花板、所述出口端花板、所述条板和所述内部圆度控制装置之间的焊缝进行焊接,完成所述鼠笼装置的制造。
13、优选地,在所述步骤s1之前,还包括:
14、步骤s0、安装第一装配平台和第二装配平台,使所述第一装配平台和所述第二装配平台的安装面位于同一平面,且所述第一装配平台和所述第二装配平台的间距满足所述鼠笼装置的装配要求;
15、所述步骤s1包括:
16、将所述进口端固定装置和所述出口端固定装置分别固定安装于所述第一装配平台和所述第二装配平台的安装面上,使所述进口端固定装置和所述出口端固定装置同轴对齐,且所述进口端固定装置和所述出口端固定装置的间距与所述鼠笼装置的长度相同。
17、优选地,所述步骤s1中,所述进口端固定装置和所述出口端固定装置的间距与所述鼠笼装置的长度差距小于或等于0.3mm,所述进口端固定装置与所述出口端固定装置的同轴度小于或等于0.2mm。
18、优选地,所述步骤s3中,将所述条板与条板防变形装置固定后,在所述进口端花板和所述出口端花板之间设置内部圆度控制装置,并在所述进口端花板和所述出口端花板上安装条板。
19、优选地,所述步骤s4中,采用氩弧焊对所述进口端花板、所述出口端花板、所述条板和所述内部圆度控制装置之间的焊缝进行焊接,焊接过程中,先对位于水平方向焊缝进行焊接,然后对位于竖直方向的焊缝进行焊接,再对其余位置焊缝进行焊接,完成所述鼠笼装置的制造。
20、本发明提供的鼠笼装置制造辅助装置的使用方法相对于现有技术的有益效果,与鼠笼装置制造辅助装置相同,在此不再赘述。
技术特征:
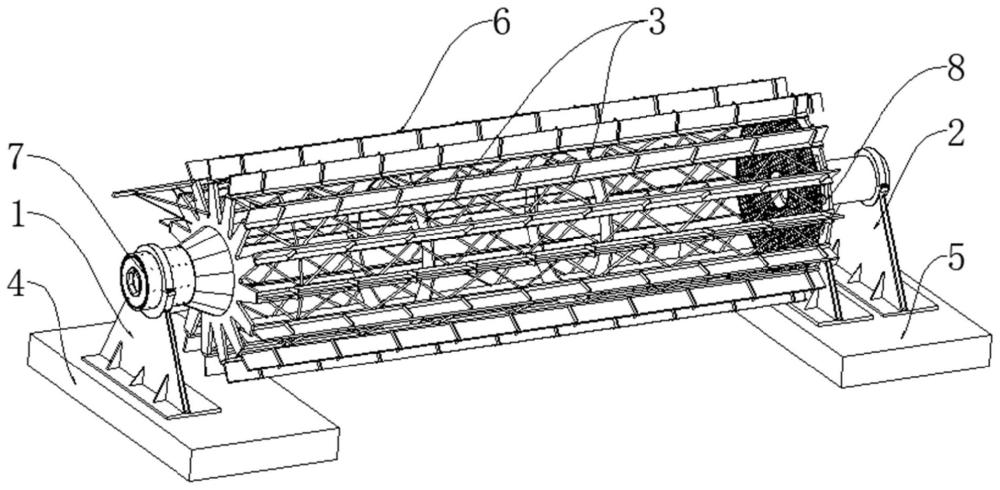
1.一种鼠笼装置制造辅助系统,其特征在于,包括进口端固定装置(1)、出口端固定装置(2)和内部圆度控制装置(3),所述进口端固定装置(1)用于固定鼠笼装置的进口端花板(7),所述出口端固定装置(2)用于固定所述鼠笼装置的出口端花板(8),所述内部圆度控制装置(3)用于设置于所述进口端固定装置(1)和所述出口端固定装置(2)之间,并与所述进口端固定装置(1)和所述出口端固定装置(2)同轴对齐,用于控制所述鼠笼装置中间部位的内部圆度。
2.根据权利要求1所述的鼠笼装置制造辅助系统,其特征在于,所述进口端固定装置(1)包括第一底座(11)和位于所述第一底座(11)上的固定环(12),所述出口端固定装置(2)包括第二底座(21)和位于所述第二底座(21)上的固定轴(22),所述固定环(12)用于固定所述鼠笼装置中的所述进口端花板(7),所述固定轴(22)用于固定所述鼠笼装置中的所述出口端花板(8);所述内部圆度控制装置(3)为圆环结构,所述圆环结构与所述固定环(12)以及所述固定轴(22)同轴设置,所述圆环结构的外圆直径与所述鼠笼装置中条板(9)形成的内圆的直径相匹配。
3.根据权利要求1所述的鼠笼装置制造辅助系统,其特征在于,还包括第一装配平台(4)和所述第二装配平台(5),所述第一装配平台(4)用于安装固定所述进口端固定装置(1),所述第二装配平台(5)用于安装固定所述出口端固定装置(2)。
4.根据权利要求1所述的鼠笼装置制造辅助系统,其特征在于,还包括条板防变形装置(6),所述条板防变形装置(6)用于与所述鼠笼装置的条板(9)固定,防止所述条板(9)在安装过程中变形。
5.根据权利要求1所述的鼠笼装置制造辅助系统,其特征在于,所述内部圆度控制装置(3)包括多个,多个所述内部圆度控制装置(3)分别设置于所述进口端固定装置(1)和所述出口端固定装置(2)之间的不同位置,且多个所述内部圆度控制装置(3)同轴设置。
6.一种如权利要求1-5任一项所述的鼠笼装置制造辅助系统的使用方法,其特征在于,包括以下步骤:
7.根据权利要求6所述的鼠笼装置制造辅助系统的使用方法,其特征在于,在所述步骤s1之前,还包括:
8.根据权利要求7所述的鼠笼装置制造辅助系统的使用方法,其特征在于,所述步骤s1中,所述进口端固定装置(1)和所述出口端固定装置(2)的间距与所述鼠笼装置的长度差距小于或等于0.3mm,所述进口端固定装置(1)与所述出口端固定装置(2)的同轴度小于或等于0.2mm。
9.根据权利要求5所述的鼠笼装置制造辅助系统的使用方法,其特征在于,所述步骤s3中,将所述条板(9)与条板防变形装置(6)固定后,在所述进口端花板(7)和所述出口端花板(8)之间设置内部圆度控制装置(3),并在所述进口端花板(7)和所述出口端花板(8)上安装条板(9)。
10.根据权利要求5所述的鼠笼装置制造辅助系统的使用方法,其特征在于,所述步骤s4中,采用氩弧焊对所述进口端花板(7)、所述出口端花板(8)、所述条板(9)和所述内部圆度控制装置(3)之间的焊缝进行焊接,焊接过程中,先对位于水平方向焊缝进行焊接,然后对位于竖直方向的焊缝进行焊接,再对其余位置焊缝进行焊接,完成所述鼠笼装置的制造。
技术总结
本发明提供一种鼠笼装置制造辅助系统及其使用方法,所述鼠笼装置制造辅助系统包括进口端固定装置、出口端固定装置和内部圆度控制装置,所述进口端固定装置用于固定鼠笼装置的进口端花板,所述出口端固定装置用于固定所述鼠笼装置的出口端花板,所述内部圆度控制装置用于设置于所述进口端固定装置和所述出口端固定装置之间,并与所述进口端固定装置和所述出口端固定装置同轴对齐,用于控制所述鼠笼装置中间部位的内部圆度。本发明提供的鼠笼装置制造辅助系统能够减少人员的劳动强度,并通过多个辅助工具保证了鼠笼装置的制造精度和质量,制造得到的鼠笼装置精度和质量稳定性好,能够实现大规模批量化制造。
技术研发人员:冯东旭,蔡景瑞,何旭昊,王亚东,王雷
受保护的技术使用者:一重集团大连核电石化有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!