回转轴承安装孔加工夹紧工装的制作方法
本发明涉及回转轴承安装孔加工辅助设备,具体是涉及回转轴承安装孔加工夹紧工装,属于轴承加工领域。
背景技术:
1、转盘轴承安装孔加工数控钻床,其夹紧轴承时,由于反复安装拆卸卡紧工装,影响加工效率;具体体现形式,由于原来的工装在装夹轴承时,需要安装支撑螺杆,进行夹紧,加工完成后需要进行拆卸,拆卸过于频繁;而且支撑螺杆高度很高(高于安装在钻床上后的工件的上端面),必须直接拆掉才能将加工后的工件进行水平移走;操作很不方便,不利于加工。
技术实现思路
1、鉴于上述夹紧工装存在的需要反复拆卸,操作麻烦的问题,本发明的目的是提供了回转轴承安装孔加工夹紧工装,该夹紧工装采用活接的方式并通过底部移动座和顶部压板对大直径回转轴承进行定位夹紧,无需反复拆卸,以便于数控钻对其进行钻孔加工。
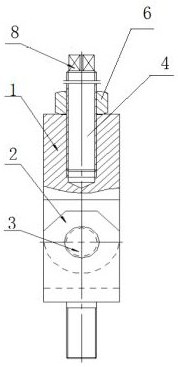
2、为了实现上述目的,本发明所采用的技术方案是:回转轴承安装孔加工夹紧工装,包括:上活接块、下活接块、活接轴、设置于上活结块中的螺杆、压板及螺母;所述上活接块下部设有延伸部,下活接块上部设有与上活接块延伸部配合的插槽结构,上活接块的延伸部配合插设于下活接块的插槽中并通过活接轴进行铰接;上活接块上端面开设有内螺纹孔,所述螺杆螺旋连接于上活接块的内螺纹孔中,螺杆上安装有压板,位于压板上部的螺杆上设有螺母;通过调节螺母来限定压板在螺杆上的位置,使压板压紧于工件端面,实现定位夹紧;
3、进一步的,所述上活接块的延伸部、下活接块的插槽臂上均对应的设置有与活接轴尺寸相匹配的轴孔,活接轴贯穿下活接块两侧并相对于两侧向外延伸,活接轴位于下活接块的两侧位置通过挡圈固定连接;挡圈起到固定活接轴的效果;
4、所述的上活接块通过与下活接块的铰接,实现上活接块相对于下活接块以活接轴为转动中心进行顺时针或逆时针往复旋转;
5、进一步的,上活接块相对于下活接块的转动范围为0-90°;当上活接块旋转至与平面角度为0度时,上活接块中的螺杆为水平放倒的状态;当上活接块反方向旋转至与平面角度为90度时,上活接块中的螺杆为竖直状态,该状态下通过调节压板高度对工件进行夹紧;加工完成后再将工装的状态调节成水平放倒状态,这样便于加工后工件的位移,无需拆卸;
6、进一步的,所述的螺杆根据需定位的工件的端面高度来调节螺杆在上活接块中的位置,调节好合适位置后将其固定;
7、进一步的,所述的螺杆的长度至少长于工件两端面之间的高度;
8、进一步的,所述的螺杆顶端设置扳手连接块,用于与扳手配合实现对螺杆的旋动操作;
9、进一步的,所述的下活接块底部设有螺纹连接部;下活接块通过底部的螺纹连接部与设置于工作台上底部移动座连接;
10、进一步的,所述的底部移动座通过滑动方式连接于加工平台上;通过底部移动座在加工平台上的滑动使夹紧工装对不同直径的工件进行定位。
11、本发明的夹紧工装还配套设有调整垫块,通过调整垫块配合夹紧工装对工件定位夹紧,防止压板对工件压紧时施力不均衡造成无法实现定位压紧,其作用是支撑压板并平衡压板压紧力的作用;
12、进一步的,所述的调整垫块为高度可调节结构,使用时,将调整垫块下端面与底部移动座上端面接触,调整垫块的上端面支撑于压板的下端面,根据压板最终的定位高度调节调整垫块的使用高度;
13、所述的调整垫块包括:底部固定块及螺旋连接于底部固定块上的调整座,调整座可相对于底部固定块进行上下移动进而实现可调节功能;使用时,调整座的上端面与压板的下端面接触配合。
14、采用上述结构的夹紧工装的使用方法是:
15、首先将轴承套圈放在加工平台上,工件找正后,调整工装为竖直状态,将工装下活接螺旋连接于底部移动座中;通过底部移动座的移动对工件进行定位;然后根据工件的高度调整上活接中的螺杆,使其与满足工件端面高度;将压板放置于工件上端面上,同时,使用调整垫块,调整至工件高度后,再通过拧紧螺母,压紧压板进而将工件进行固定夹紧;当完成工件安装孔加工后,将工装调整为水平放置状态,可以直接将工件进行水平位移外送,无需对工装进行拆卸;
16、所述的工装在使用时是至于工件内径的,工作数量沿工件周向均匀设置为2-4个,保证工件均匀定位夹紧。
17、本发明的技术方案的有益效果是:
18、通过底部移动座的移动可以改变大直径轴承在数控钻床上的位置,准确定位,保证了产品质量;通过工装顶部压板对轴承进行径向定位压紧;工装采用活接形式,使工装在加工前和加工后改变工装形态,无需反复拆卸,操作方便;解决钻孔加工时反复拆装夹紧工装的难题;同时,采用活接形式,便于局部拆卸更换工装部件,节省维修更换成本;简化了工装的局限性,满足了生产要求。
技术特征:
1.回转轴承安装孔加工夹紧工装,其特征在于,包括:上活接块、下活接块、活接轴、设置于上活结块中的螺杆、压板及螺母;所述上活接块下部设有延伸部,下活接块上部设有与上活接块延伸部配合的插槽结构,上活接块的延伸部配合插设于下活接块的插槽中并通过活接轴进行铰接;上活接块上端面开设有内螺纹孔,所述螺杆螺旋连接于上活接块的内螺纹孔中,螺杆上安装有压板,位于压板上部的螺杆上设有螺母;通过调节螺母来限定压板在螺杆上的位置,使压板压紧于工件端面,实现定位夹紧。
2.根据权利要求1所述的回转轴承安装孔加工夹紧工装,其特征在于:所述上活接块的延伸部、下活接块的插槽臂上均对应的设置有与活接轴尺寸相匹配的轴孔,活接轴贯穿下活接块两侧并相对于两侧向外延伸,活接轴位于下活接块的两侧位置通过挡圈固定连接。
3.根据权利要求1所述的回转轴承安装孔加工夹紧工装,其特征在于:所述的上活接块通过与下活接块的铰接,实现上活接块相对于下活接块以活接轴为转动中心进行顺时针或逆时针往复旋转。
4.根据权利要求3所述的回转轴承安装孔加工夹紧工装,其特征在于:上活接块相对于下活接块的转动范围为0-90°。
5.根据权利要求1所述的回转轴承安装孔加工夹紧工装,其特征在于:所述的螺杆的长度至少长于工件两端面之间的高度。
6.根据权利要求1所述的回转轴承安装孔加工夹紧工装,其特征在于:所述的螺杆顶端设置扳手连接块。
7.根据权利要求1所述的回转轴承安装孔加工夹紧工装,其特征在于:所述的下活接块底部设有螺纹连接部;下活接块通过底部的螺纹连接部与设置于加工平台上底部移动座连接。
8.根据权利要求1所述的回转轴承安装孔加工夹紧工装,其特征在于:还配套设有调整垫块,通过调整垫块配合夹紧工装对工件定位夹紧。
9.根据权利要求8所述的回转轴承安装孔加工夹紧工装,其特征在于:所述的调整垫块为高度可调节结构,使用时,将调整垫块下端面与底部移动座上端面接触,调整垫块的上端面支撑于压板的下端面,根据压板最终的定位高度调节调整垫块的使用高度。
10.根据权利要求1-9任意一项所述的回转轴承安装孔加工夹紧工装,其特征在于:夹紧工装的使用方法是:
技术总结
本发明涉及回转轴承安装孔加工夹紧工装,包括:上活接块、下活接块、活接轴、设置于上活结块中的螺杆、压板及螺母;上活接块下部设有延伸部,下活接块上部设有与上活接块延伸部配合的插槽结构,上活接块的延伸部配合插设于下活接块的插槽中并通过活接轴进行铰接;上活接块上端面开设有内螺纹孔,螺杆螺旋连接于上活接块的内螺纹孔中,螺杆上安装有压板,位于压板上部的螺杆上设有螺母;通过底部移动座的移动可以改变大直径轴承在数控钻床上的位置,准确定位,保证了产品质量;通过工装顶部压板对轴承进行径向定位压紧;工装采用活接形式,使工装在加工前和加工后改变工装形态,无需反复拆卸,操作方便;解决钻孔加工时反复拆装夹紧工装的难题。
技术研发人员:刘士博,彭绍乾,武广富,姜杰宁,李刚,王妮,宋涛,马升才,卢宁,徐淑萍,李小品
受保护的技术使用者:瓦房店轴承集团国家轴承工程技术研究中心有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!