一种封闭杆体的加工及内表面防护方法与流程
本发明属于钢铁零件表面处理,涉及一种封闭杆体的加工及内表面防护方法。
背景技术:
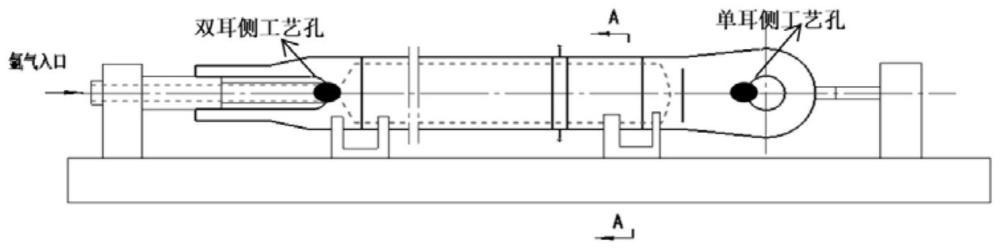
1、直升机主减速器撑杆由中间撑杆与两端凸耳固定安装接头组成(简称端接头),用于连接直升机主减速器与机身主减平台,撑杆端接头材质15crmnmova,杆体15cdv6,采用氩弧焊连接,拉伸强度1080±100mpa,其简要结构见图1。
2、主减速器撑杆按照此前设计要求,杆体外表面镀镉、端接头水力喷砂、杆体内表面喷漆后与接头焊接,每批撑杆焊接后需抽检一件进行拉断试验,以检验焊接接头强度是否符合技术要求。但在拉断试验中发现试验件内表面存在局部锈蚀,通过内窥镜检测及剖切检测,发现该批次的主减撑杆均存在不同程度锈蚀现象。
技术实现思路
1、本发明的目的:本发明通过工艺技术研究、材料及反应机理分析、工艺应用验证等方式,形成一种封闭杆体的加工及表面防护方法,减少因撑杆内腔锈蚀造成疲劳性能降低,致使直升机在飞行过程中存在安全隐患的风险。
2、本发明的技术方案:为了实现上述目的,根据本发明的第一方面,提出一种封闭杆体的加工方法,封闭杆体包括呈中空结构的中间撑杆、双耳侧端接头、单耳侧端接头;双耳侧端接头、单耳侧端接头分别通过焊接固定于中间撑杆的两端;所述加工方法包括如下步骤:
3、步骤1:通过机械加工分别形成呈中空结构的中间撑杆、双耳侧端接头、单耳侧端接头;
4、步骤2:在双耳侧端接头的端部预留开设与中间撑杆的中空内腔连通的双耳侧工艺孔,在单耳侧接头的端部预留开设与中间撑杆的中空内腔连通的单耳侧工艺孔;
5、步骤3:将双耳侧端接头、单耳侧端接头分别通过焊接固定于中间撑杆的两端;
6、步骤4:焊接后,使用胶塞对双耳侧工艺孔、单耳侧工艺孔进行密封封堵。对双耳侧工艺孔、单耳侧工艺孔在焊接后才进行封堵的原因是,焊接过程中会产生大量的热,工艺孔能够起到一定的散热作用。
7、在一个可能的实施例中,在所述步骤1中,对组成封闭杆体的中间撑杆、双耳侧端接头、单耳侧端接头各零部件分别采用酸洗+涂漆防护的零部件表面防护处理。
8、在一个可能的实施例中,酸洗与涂漆防护间隔不超过4h。
9、在一个可能的实施例中,涂漆防护采用h06-25漆和4888漆。
10、在一个可能的实施例中,在所述步骤2中,所述双耳侧工艺孔的尺寸范围为3.5mm-4.5mm;所述单耳侧工艺孔的尺寸范围为3.5mm-4.5mm。
11、在一个可能的实施例中,在所述步骤3中,焊接前,分别对双耳侧端接头、单耳侧端接头与中间撑杆的焊接区域10-20mm处外表面采用玻璃微球干喷砂,内表面使用砂纸或砂毡打磨掉管壁内表面焊接区域漆层。
12、在一个可能的实施例中,在所述步骤4中,焊接后,对双耳侧端接头、单耳侧端接头与中间撑杆的焊缝处进行灌漆表面防护。
13、在一个可能的实施例中,在所述步骤4中,对焊接后的封闭杆体进行电镀镉。
14、根据本发明的第二方面,提出一种封闭杆体的内表面防护方法,包括如下步骤:
15、s1:用密封胶封堵双耳侧工艺孔、单耳侧工艺孔中的其中一个;
16、s2:通过未封堵的工艺孔对封闭杆体内部灌涂防锈油,灌注封闭杆体内腔容积的1/2,缓慢上下颠倒5~8次后沥出;
17、s3:沥干后选用高纯氩气填充封闭杆体内腔并用密封胶封堵未封堵的工艺孔。
18、与现有技术相比,本发明的有益效果为:
19、本发明的一种封闭杆体的加工及表面防护方法:包括杆体组件制备及防护的工艺流程、工艺参数,并针对已制品杆体组件,提出一种返修方法。该发明可用于主减速器撑杆等封闭杆体组件的制备及内外表面防护。其有益技术效果包括:
20、1.具备完整的工艺流程、工艺参数、操作方法及控制事项;
21、2.采用外表面喷砂+酸洗,内表面喷砂+酸洗+涂覆h06-25和4888漆,并使用vci防锈袋进行周转,避免因15crmnmova端接头、15cdv6杆体耐蚀性能欠佳,杆体组件加工周期长等问题引起基体锈蚀。
22、3.焊接前对焊接区域10-20mm,,外表面采用玻璃微球干喷砂,内表面使用砂纸或砂毡打掉焊接区域漆层,避免因外表面氧化物或内表面漆层影响焊接质量。
23、4.焊接后采用灌涂4888漆,通过工艺孔注射250ml左右的4888漆,缓慢上下颠倒5-8次后沥干残余漆,有效对内部焊缝处进行保护,避免因焊接高温等因素造成表面氧化锈蚀。
24、5.采用ardrox3140防锈油,对装配后的杆体组件进行清洗及油封,避免因镀镉或装配过程中可能产生的污染对杆体组件造成影响。
技术特征:
1.一种封闭杆体的加工方法,其特征在于,封闭杆体包括呈中空结构的中间撑杆、双耳侧端接头、单耳侧端接头;双耳侧端接头、单耳侧端接头分别通过焊接固定于中间撑杆的两端;所述加工方法包括如下步骤:步骤1:通过机械加工分别形成呈中空结构的中间撑杆、双耳侧端接头、单耳侧端接头;步骤2:在双耳侧端接头的端部预留开设与中间撑杆的中空内腔连通的双耳侧工艺孔,在单耳侧接头的端部预留开设与中间撑杆的中空内腔连通的单耳侧工艺孔;步骤3:将双耳侧端接头、单耳侧端接头分别通过焊接固定于中间撑杆的两端;步骤4:焊接后,使用胶塞对双耳侧工艺孔、单耳侧工艺孔进行密封封堵。
2.根据权利要求1所述的一种封闭杆体的加工方法,其特征在于,在所述步骤1中,对组成封闭杆体的中间撑杆、双耳侧端接头、单耳侧端接头各零部件分别采用酸洗+涂漆防护的零部件表面防护处理。
3.根据权利要求2所述的一种封闭杆体的加工方法,其特征在于,酸洗与涂漆防护间隔不超过4h。
4.根据权利要求2或3任意一项所述的涂漆防护采用h06-25漆和4888漆。
5.根据权利要求1所述的一种封闭杆体的加工方法,其特征在于,在所述步骤2中,所述双耳侧工艺孔的尺寸范围为3.5mm-4.5mm。
6.根据权利要求1所述的一种封闭杆体的加工方法,其特征在于,在所述步骤2中,所述单耳侧工艺孔的尺寸范围为3.5mm-4.5mm。
7.根据权利要求1所述的一种封闭杆体的加工方法,其特征在于,在所述步骤3中,焊接前,分别对双耳侧端接头、单耳侧端接头与中间撑杆的焊接区域10-20mm处外表面采用玻璃微球干喷砂,内表面使用砂纸或砂毡打磨掉管壁内表面焊接区域漆层。
8.根据权利要求1所述的一种封闭杆体的加工方法,其特征在于,在所述步骤4中,焊接后,对双耳侧端接头、单耳侧端接头与中间撑杆的焊缝处进行灌漆表面防护。
9.根据权利要求8所述的一种封闭杆体的加工方法,其特征在于,在所述步骤4中,对焊接后的封闭杆体进行电镀镉。
10.一种封闭杆体的内表面防护方法,其特征在于,包括如下步骤:
技术总结
本发明属于钢铁零件表面处理技术领域,涉及一种封闭杆体的加工及内表面防护方法。封闭杆体包括呈中空结构的中间撑杆、双耳侧端接头、单耳侧端接头;双耳侧端接头、单耳侧端接头分别通过焊接固定于中间撑杆的两端;所述加工方法包括如下步骤:步骤1:通过机械加工分别形成呈中空结构的中间撑杆、双耳侧端接头、单耳侧端接头;步骤2:在双耳侧端接头的端部预留开设与中间撑杆的中空内腔连通的双耳侧工艺孔,在单耳侧接头的端部预留开设与中间撑杆的中空内腔连通的单耳侧工艺孔;步骤3:将双耳侧端接头、单耳侧端接头分别通过焊接固定于中间撑杆的两端;步骤4:焊接后,使用胶塞对双耳侧工艺孔、单耳侧工艺孔进行密封封堵。避免因镀镉或装配过程中可能产生的污染对杆体组件造成影响。
技术研发人员:毛英坤,崔彧菁,蔡英楠,张朵,孙宇楠,苏剑英,刘飞
受保护的技术使用者:哈尔滨飞机工业集团有限责任公司
技术研发日:
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!