一种超刚性涂塑扁钢丝及其生产工艺的制作方法
本发明涉及涂塑扁钢丝加工,具体涉及一种超刚性涂塑扁钢丝及其生产工艺。
背景技术:
1、在工程机械领域,扁丝涂塑产品的应用十分广泛,扁丝的刚性以及与外层塑料之间的结合力是一项非常重要的技术指标。传统的生产工艺是将圆钢丝从5.0mm直径一次轧制为4.0mm×6.0mm截面的扁丝,然后再进行包塑,最终包塑后扁丝与涂层的结合力满足40n以上,包塑后产品刚度推力为500n是合格产品。然而在某些应用场合40n的扁丝与涂层的结合力和刚度推力为500n远远不能满足要求。
2、基于此,本发明提出了一种超刚性涂塑扁钢丝及其生产工艺。
技术实现思路
1、本发明的目的在于提供一种超刚性涂塑扁钢丝及其生产工艺,扁丝先采用多道次的连轧工艺,提高强度的同时并保证尺寸的稳定,再经过对其进行矫直和油淬火工艺保证扁丝的直线度和刚性,为了达到结合紧密的状态,包塑前会对扁丝进行超声波清洗和烘干去除表面杂质,并在包塑时对扁丝进行感应加热预处理和抽真空,使扁丝涂塑产品的刚度以及与外层塑料之间的结合力明显提高。
2、本发明的目的可以通过以下技术方案实现:
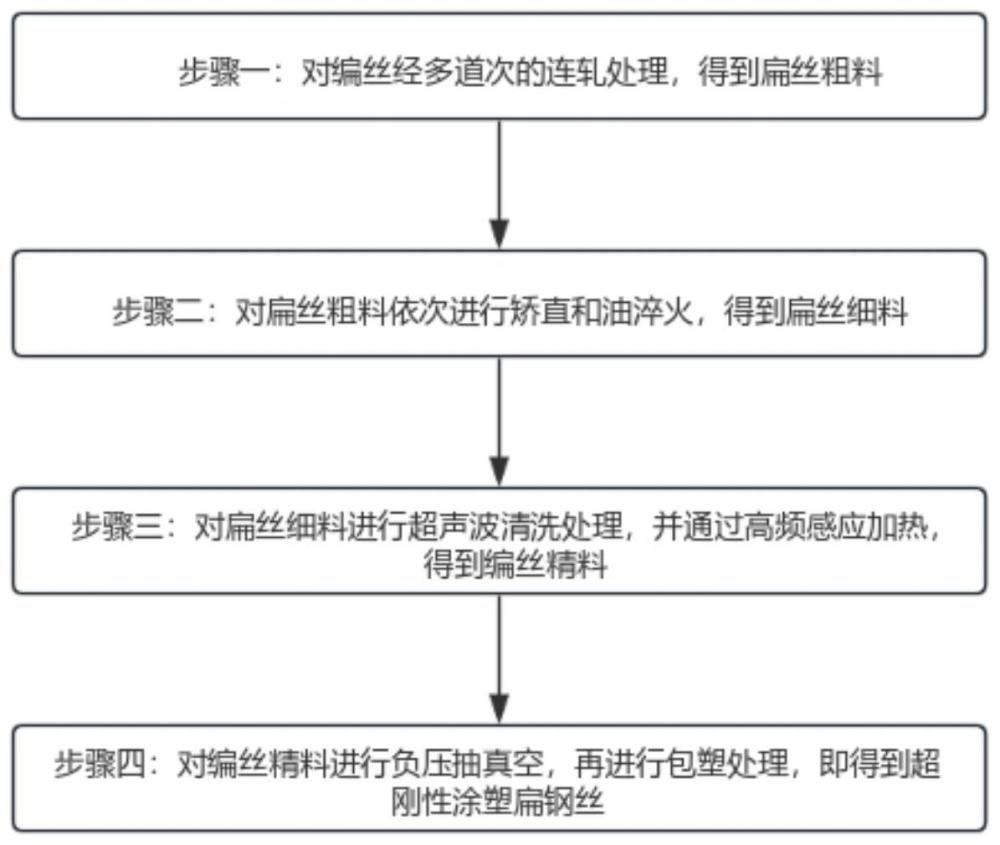
3、一种超刚性涂塑扁钢丝生产工艺,包括以下步骤:
4、步骤一:对编丝经多道次的连轧处理,得到扁丝粗料;
5、步骤二:对扁丝粗料依次进行矫直和油淬火,得到扁丝细料;
6、步骤三:对扁丝细料进行超声波清洗处理,并通过高频感应加热,得到编丝精料;
7、其中,对扁丝精料表面状态数据进行采集,通过对扁丝精料表面状态数据处理得到扁丝精料的表面状态值;
8、将扁丝精料的表面状态值与扁丝精料的表面状态值阈值进行处理;
9、若扁丝精料的表面状态值≥扁丝精料的表面状态值阈值时,则说明扁丝精料表面处理不合格,生成处理异常信号,基于处理异常信号,则继续执行步骤三,对扁丝精料表面再次处理;
10、当扁丝精料的表面状态值<扁丝精料的表面状态值阈值时,则说明扁丝精料表面处理合格,生成处理正常信号,进入步骤四;
11、步骤四:对编丝精料进行负压抽真空,再进行包塑处理,即得到超刚性涂塑扁钢丝。
12、作为本发明进一步的方案:步骤三中,扁丝精料表面状态数据包括表面整合值和表面处理值。
13、作为本发明进一步的方案:扁丝精料的表面状态值的获取过程为:
14、将扁丝精料的表面整合值记为di
15、将扁丝精料的表面处理值记为dc;
16、通过公式dic=γ*(di+dc)计算得到扁丝精料的表面状态值di c,其中,γ为预设比例系数,γ大于0。
17、作为本发明进一步的方案:表面整合值的获取过程为:
18、将扁丝精料的上表面沿长度方向划分为若干个等长区域,记为正面子区域;
19、通过千分尺以位于上表面第一个正面子区域中心位置为基准,对后面每个正面子区域中心位置进行测量,得到正面测量值;
20、将扁丝精料的上表面所有正面子区域的正面测量值按方差计算公式计算,得到扁丝精料上表面的正面方差值;
21、将扁丝精料的任一侧面沿长度方向划分为若干个等长区域,记为侧面子区域;
22、通过千分尺以位于侧面第一个侧面子区域中心位置为基准,对后面每个侧面子区域中心位置进行测量,得到侧面测量值;
23、将扁丝精料的侧面所有侧面子区域的侧面测量值按方差计算公式计算,得到扁丝精料侧面的侧面方差值。
24、作为本发明进一步的方案:将扁丝精料的上表面的正面方差值与扁丝精料的侧面的侧面方差值进行加权处理,即得到扁丝精料的表面整合值。
25、作为本发明进一步的方案:表面处理值的获取过程为:
26、将扁丝精料沿长度方向分切为若干个等体积的区域段,记为目标区域段;
27、将目标区域段上表面、下表面、正表面和后表面记为目标区域段应用面,按照面积计算公式获取目标区域段应用面的面积和,记为目标区域段表面积。
28、作为本发明进一步的方案:获取目标区域段应用面异常所对应的目标区域段个数,记为异常目标区域段;
29、再对异常目标区域段内的异常点进行识别;
30、对异常目标区域段内的每个异常点画一个最小限位圆,使异常点整体全部处于限位圆内;
31、获取异常目标区域段内所有限位圆的面积值,记为异常区域面积值。
32、作为本发明进一步的方案:将异常区域面积值与目标区域段表面积进行比值计算,得到目标区域段异常因子;
33、对所有异常目标区域段内的目标区域段异常因子进行求和,得到扁丝精料异常总值。
34、作为本发明进一步的方案:将异常目标区域段个数与目标区域段总个数进行比值计算,得到目标区域段异常比;
35、将目标区域段异常比与扁丝精料异常总值进行积运算,即得到扁丝精料的表面处理值。
36、作为本发明进一步的方案:一种超刚性涂塑扁钢丝,由上述超刚性涂塑扁钢丝生产工艺制备得到。
37、本发明的有益效果:
38、(1)本发明扁丝先采用多道次的连轧工艺,提高强度的同时并保证尺寸的稳定,再经过对其进行矫直和油淬火工艺保证扁丝的直线度和刚性,为了达到结合紧密的状态,包塑前会对扁丝进行超声波清洗和烘干去除表面杂质,并在包塑时对扁丝进行感应加热预处理和抽真空,相比于常规工艺,这种工艺下的扁丝涂塑产品的刚度以及与外层塑料之间的结合力明显提高;
39、(2)本发明对扁丝精料表面状态数据进行采集,即通过对扁丝精料表面状态数据的表面整合值和表面处理值处理得到扁丝精料的表面状态值,表面状态值中融入了对扁丝精料表面平整度、污渍、凹陷裂纹等缺陷,使扁丝精料的表面状态值对扁丝精料状态的表征更加精准,将扁丝精料的表面状态值与扁丝精料的表面状态值阈值进行处理,实现对扁丝精料多次处理,使扁丝精料表面达到处理精度,提高超刚性涂塑扁钢丝的加工质量。
技术特征:
1.一种超刚性涂塑扁钢丝生产工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种超刚性涂塑扁钢丝生产工艺,其特征在于,步骤三中,扁丝精料表面状态数据包括表面整合值和表面处理值。
3.根据权利要求2所述的一种超刚性涂塑扁钢丝生产工艺,其特征在于,扁丝精料的表面状态值的获取过程为:
4.根据权利要求3所述的一种超刚性涂塑扁钢丝生产工艺,其特征在于,表面整合值的获取过程为:
5.根据权利要求4所述的一种超刚性涂塑扁钢丝生产工艺,其特征在于,将扁丝精料的上表面的正面方差值与扁丝精料的侧面的侧面方差值进行加权处理,即得到扁丝精料的表面整合值。
6.根据权利要求3所述的一种超刚性涂塑扁钢丝生产工艺,其特征在于,表面处理值的获取过程为:
7.根据权利要求6所述的一种超刚性涂塑扁钢丝生产工艺,其特征在于,获取目标区域段应用面异常所对应的目标区域段个数,记为异常目标区域段;
8.根据权利要求7所述的一种超刚性涂塑扁钢丝生产工艺,其特征在于,将异常区域面积值与目标区域段表面积进行比值计算,得到目标区域段异常因子;
9.根据权利要求8所述的一种超刚性涂塑扁钢丝生产工艺,其特征在于,将异常目标区域段个数与目标区域段总个数进行比值计算,得到目标区域段异常比;
10.一种超刚性涂塑扁钢丝,其特征在于,由上述权利要求1-9任一项超刚性涂塑扁钢丝生产工艺制备得到。
技术总结
本发明公开了一种超刚性涂塑扁钢丝及其生产工艺,在对扁丝细料进行超声波清洗处理,并通过高频感应加热,得到编丝精料;其中,对扁丝精料表面状态数据进行采集,通过对扁丝精料表面状态数据处理得到扁丝精料的表面状态值;将扁丝精料的表面状态值与扁丝精料的表面状态值阈值进行处理;若扁丝精料的表面状态值≥扁丝精料的表面状态值阈值时,则说明扁丝精料表面处理不合格,生成处理异常信号,基于处理异常信号,则继续执行步骤三,对扁丝精料表面再次处理;当扁丝精料的表面状态值<扁丝精料的表面状态值阈值时,则说明扁丝精料表面处理合格,生成处理正常信号,进入下一步骤,实现对扁丝精料表面加工状态的识别,提高加工质量。
技术研发人员:钱能,邱广龙,单国达
受保护的技术使用者:江阴泰阳成索业有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!