一种保险丝覆锡装置的制作方法
本申请涉及保险丝生产,尤其涉及一种保险丝覆锡装置。
背景技术:
1、目前市场上的保险丝多使用铜和银作为保险丝。在新能源汽车行业、高铁、飞机等行业对于安全和精准度的要求越来越高,随着保险丝的体积日渐缩小,熔断精度要求越来越高的市场需求,单一的采用铜或银作为保险丝已经无法满足市场的需求。
2、常规的做法是对保险丝熔断位置改变其物理特性,将铜或银作为保险丝的熔断基材,通过在银或铜制的熔断器介质中引入锡点而熔断基材与锡材质发生物理变化使其在一个比银或铜本身熔点更低的温度融化,这样在发生短路电流时,它升温到熔点的速度比它释放热量的速度快,以此达到精准的控制熔断电流和熔断位置的目的。
3、然而如何对保险丝的熔断基材表面进行覆锡,就成为了业内亟待解决的技术难题。
技术实现思路
1、为了至少解决上述技术问题,本申请的目的在于提供了一种保险丝涂锡装置及方法,以此来解决在保险丝熔断基材表面进行覆锡的技术问题。
2、为了达到上述目的,本申请提供的保险丝覆锡装置,用于保险丝熔断基材的覆锡,包括:
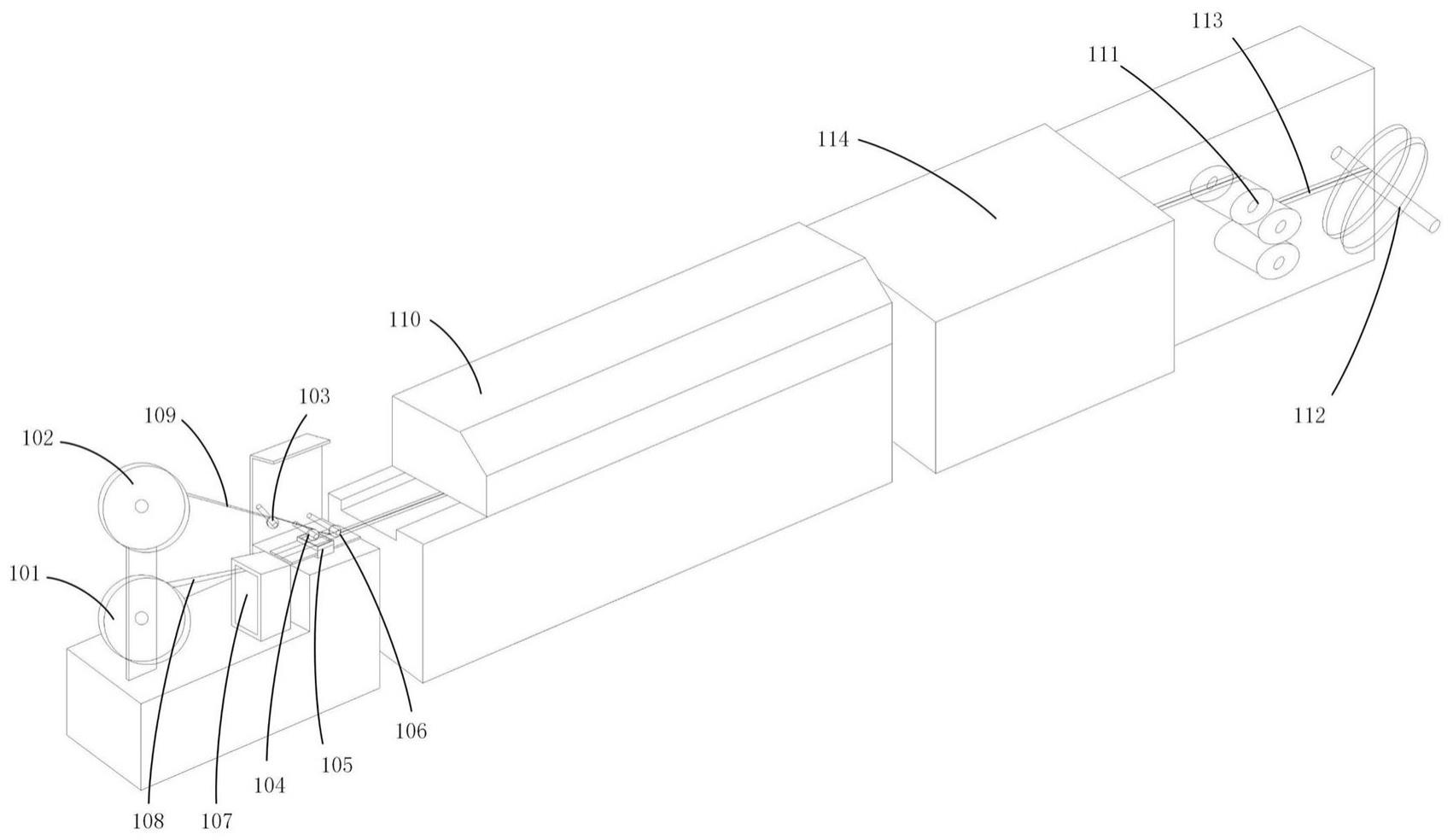
3、用于放置保险丝熔断基材的保险丝熔断基材放置架;用于放置锡带的锡带放置架;锡带放置架布设于保险丝熔断基材放置架的上方;用于储存助焊剂的助焊剂池;在助焊剂池的上方还设有助焊剂滚轮,在锡带从助焊剂滚轮表面穿过时,助焊剂滚轮对锡带面向保险丝熔断基材的一面涂覆助焊剂;在助焊剂池的后方还设有压轮,压轮用于对涂覆助焊剂后的锡带和保险丝熔断基材进行压合;在压轮的后方还设有回焊炉,回焊炉用于通过调整温度使得锡带与保险丝熔断基材相融合;在回焊炉的后方还设有收卷装置,收卷装置用于在锡带与保险丝熔断基材融合后,收卷装置对其进行收卷。
4、进一步地,还包括:锡带位置矫正器,用于调整锡带与助焊剂滚轮的贴合度;
5、锡带位置矫正器布设于锡带放置架与助焊剂滚轮之间。
6、进一步地,还包括:保险丝熔断基材位置矫正器,用于调整保险丝熔断基材的水平度;
7、保险丝熔断基材位置矫正器布设于保险丝熔断基材放置架与压轮之间。
8、进一步地,保险丝熔断基材位置矫正器还包括:控制保险丝熔断基材从助焊剂池的下方穿过。
9、进一步地,回焊炉包括有多个温区,从回焊炉的入口端开始,第一个温区到倒数第三个温区对贴合后的锡带与保险丝熔断基材进行逐级升温的加热。
10、进一步地,回焊炉包括有多个温区,从回焊炉的入口端开始,从倒数第三个温区开始到倒数第一个结束,对贴合后的锡带与保险丝熔断基材进行逐级降温的加热。
11、进一步地,第一个温区的温度包括160℃-200℃;倒数第三个温区的温度包括300℃-320℃;倒数第二个温区的温度包括250℃-270℃,倒数第一个温区的温度包括 200℃-220℃。
12、进一步地,还包括:保险丝位置矫正器,包括多个滚轮,用于调整从回焊炉中出来的保险丝位置;
13、保险丝位置矫正器布设于回焊炉与收卷装置之间。
14、进一步地,还包括:降温装置,布设于回焊炉与保险丝位置矫正器之间,降温装置用于对从回焊炉中出来的保险丝进行降温处理。
15、本申请的保险丝覆锡装置,通过压轮对涂覆助焊剂的锡带和保险丝熔断基材进行压合之后,进入回焊炉使得二者相互融合,提高了保险丝的良品率;还可以根据质量情况的需要对各个温区的温度进行灵活的调整,使得保险丝的良品率高达90%以上;保险丝的生产速度不低于60米/小时,大大的提高了生产效率;对保险丝熔断基材的可选择范围更宽,利于选材。
技术特征:
1.一种保险丝覆锡装置,用于保险丝的熔断基材的覆锡,其特征在于,包括:用于放置保险丝熔断基材的保险丝熔断基材放置架;用于放置锡带的锡带放置架;所述锡带放置架布设于所述保险丝熔断基材放置架的上方;用于储存助焊剂的助焊剂池;在所述助焊剂池的上方还设有助焊剂滚轮,在所述锡带从所述助焊剂滚轮表面穿过时,所述助焊剂滚轮对所述锡带面向所述保险丝熔断基材的一面涂覆助焊剂;在所述助焊剂池的后方还设有压轮,所述压轮用于对涂覆助焊剂后的所述锡带和所述保险丝熔断基材进行压合;在所述压轮的后方还设有回焊炉,所述回焊炉用于通过调整温度使得所述锡带与所述保险丝熔断基材相融合;在所述回焊炉的后方还设有收卷装置,所述收卷装置用于在所述锡带与所述保险丝熔断基材融合后,所述收卷装置对其进行收卷。
2.根据权利要求1所述的保险丝覆锡装置,其特征在于,还包括:
3.根据权利要求1所述的保险丝覆锡装置,其特征在于,还包括:
4.根据权利要求3所述的保险丝覆锡装置,其特征在于,所述保险丝熔断基材位置矫正器还包括:控制所述保险丝熔断基材从所述助焊剂池的下方穿过。
5.根据权利要求4所述的保险丝覆锡装置,其特征在于,所述回焊炉包括有多个温区,从所述回焊炉的入口端开始,第一个所述温区到倒数第三个所述温区对贴合后的所述锡带与所述保险丝熔断基材进行逐级升温的加热。
6.根据权利要求5所述的保险丝覆锡装置,其特征在于,所述回焊炉包括有多个温区,从所述回焊炉的入口端开始,从倒数第三个所述温区开始到倒数第一个结束,对贴合后的所述锡带与所述保险丝熔断基材进行逐级降温的加热。
7.根据权利要求6所述的保险丝覆锡装置,其特征在于,所述第一个温区的温度包括160℃-200℃;所述倒数第三个温区的温度包括300℃-320℃;所述倒数第二个温区的温度包括250℃-270℃,所述倒数第一个温区的温度包括 200℃-220℃。
8.根据权利要求7所述的保险丝覆锡装置,其特征在于,还包括:
9.根据权利要求8所述的保险丝覆锡装置,其特征在于,还包括:
技术总结
本申请公开了一种保险丝覆锡装置,包括:放置保险丝熔断基材的保险丝熔断基材放置架;放置锡带的锡带放置架;锡带放置架布设于保险丝熔断基材放置架的上方;储存助焊剂的助焊剂池;在助焊剂池的上方还设有助焊剂滚轮,在锡带从助焊剂滚轮表面穿过时,助焊剂滚轮对锡带面向保险丝熔断基材的一面涂覆助焊剂;在助焊剂池的后方还设有压轮,压轮对涂覆助焊剂后的锡带和保险丝熔断基材进行压合;在压轮的后方还设有回焊炉,回焊炉通过调整温度使得锡带与保险丝熔断基材相融合;在回焊炉的后方还设有收卷装置,收卷装置用于在锡带与保险丝熔断基材融合后,收卷装置对其进行收卷。
技术研发人员:王添明,孟怀远,刘中元,范余乐,卜令春,陈凯
受保护的技术使用者:苏州新吴光电股份有限公司
技术研发日:20230104
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!