盖板组件的制造工装的制作方法
本技术涉及制造工装,尤其涉及盖板组件的制造工装。
背景技术:
1、盖板组件是冰箱压缩机重要的组成部分,可以减少压缩机的噪音,为了增强其消音功能,需要将其制造成不规则的形状。
2、现有技术中的盖板组件都是通过人工手动进行弯折制造,此种制造方式至少还存在以下问题:
3、1.人工手动弯折速度慢,产量不高,制造效率低;
4、2.人工手动弯折力度把控不到位,导致产品质量差,残次品高;
5、3.人工劳动强度高,人工成本投入的大。
技术实现思路
1、本实用新型旨在解决现有技术中存在的至少一个问题。为此,本实用新型的目的在于提出盖板组件的制造工装,通过设置的制造工装可以增加制造盖板组件的工作效率、提升盖板组件的质量以及减轻了劳动者的工作量。
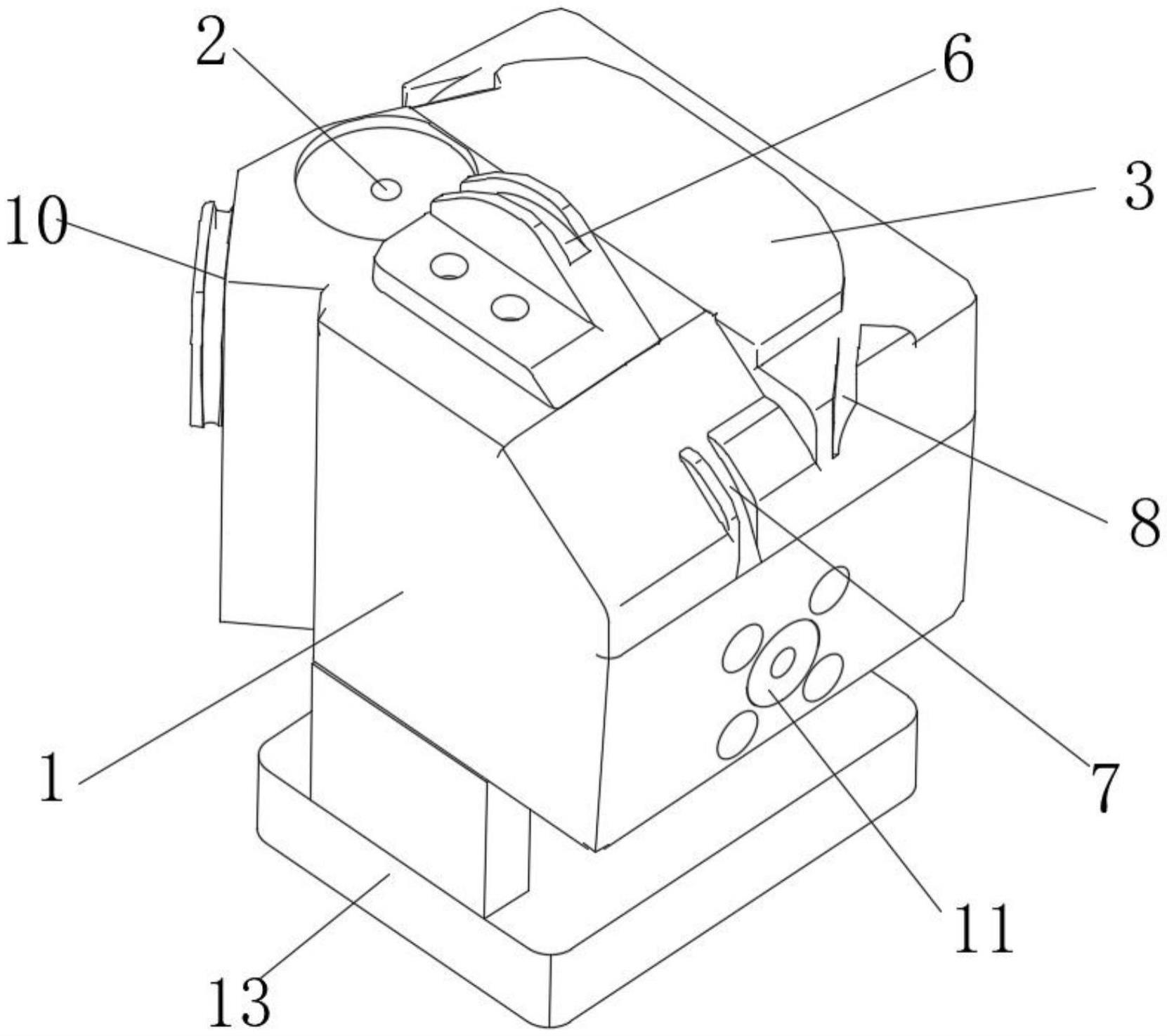
2、为实现上述目的,本实用新型提出了盖板组件的制造工装,包括工装主体,所述工装主体内部呈中空结构,所述工装主体外表面设置有安装槽、若干弯折槽以及块状凸起,所述安装槽为圆形,所述工装主体内部固定设置有至少两组气缸,包括气缸一和气缸二。
3、在上述方案的基础上进一步,所述弯折槽包括弯折槽一、弯折槽二、弯折槽三、弯折槽四和弯折槽五。其中所述弯折槽一与安装槽连通,所述弯折槽二位于弯折槽一的侧下方且安装槽、弯折槽一和弯折槽二三者投影的中心处于同一直线上,所述弯折槽三位于弯折槽二一侧,所述弯折槽四位于弯折槽三的对侧,所述弯折槽五位于弯折槽一侧。
4、在上述方案的基础上更进一步,所述块状凸起一侧外边缘依次由圆弧段、直线段和圆弧段组成,其中一个圆弧段位于弯折槽三一侧,另一个圆弧段位于弯折槽四一侧。
5、作为优选,所述工装主体在弯折槽二和弯折槽五所在处设置有斜面,所述弯折槽二和弯折槽五设置在斜面上,所述弯折槽二所在的斜面与工装主体顶面以及侧面圆滑过度。
6、作为优选,所述弯折槽一和弯折槽五通过螺栓固定连接在工装主体上;所述弯折槽二、弯折槽三和弯折槽四与工装主体为一体式结构。
7、在上述方案的基础上更进一步,所述气缸一的输出轴上固定设置有固定块一,所述气缸二的输出轴上固定设置有固定块二;相应的,所述工装主体上开设有与固定块一和固定块二配合使用的槽口。
8、作为优选,所述气缸一和气缸二通过螺栓固定在工装主体内部。
9、作为优选,所述气缸一和气缸二的输出方向相反,即所述固定块一能够在工装主体一侧面中运动,所述固定块二能够在工装主体另一侧面中运动,具体地,所述固定块一位于弯折槽三所在的一侧,所述固定块二位于弯折槽四所在的一侧。
10、在上述方案的基础上更进一步,所述工装主体底部还设置有底座,所述底座呈中空结构,所述底座上设置有若干连接孔。
11、本实用新型的有益效果:盖板组件的原材料先安装在安装槽中,然后依次经过弯折槽一、弯折槽二、固定块一、弯折槽三、块状凸起、弯折槽四、固定块二和弯折槽五,通过设定的点弯折点来完成盖板组件的制造,提高了工作效率、减少了人工的工作量,保证了产品的质量。
12、本实用新型的特征及优点将通过实施列结合附图进行详细说明。
技术特征:
1.盖板组件的制造工装,包括内部呈中空结构的工装主体,其特征在于,所述工装主体外表面上设置有圆形安装槽、若干弯折槽以及块状凸起,所述工装主体内部设置有至少两组气缸,包括气缸一和气缸二。
2.根据权利要求1所述的盖板组件的制造工装,其特征在于,所述弯折槽包括弯折槽一、弯折槽二、弯折槽三、弯折槽四和弯折槽五,所述弯折槽一与安装槽连通,所述弯折槽二位于弯折槽一的侧下方,所述弯折槽三位于弯折槽二一侧,所述弯折槽四位于弯折槽三的对侧,所述弯折槽五位于弯折槽一侧。
3.根据权利要求2所述的盖板组件的制造工装,其特征在于,所述气缸一的输出轴上固定设置有固定块一,所述气缸二的输出轴上固定设置有固定块二;相应的,所述工装主体上开设有与固定块一和固定块二配合使用的槽口。
4.根据权利要求3所述的盖板组件的制造工装,其特征在于,所述块状凸起一侧外边缘依次由圆弧段、直线段和圆弧段组成,其中一个圆弧段位于弯折槽三一侧,另一个圆弧段位于弯折槽四一侧。
5.根据权利要求4所述的盖板组件的制造工装,其特征在于,所述工装主体在弯折槽二和弯折槽五所在处设置有斜面,所述弯折槽二和弯折槽五设置在斜面上,所述弯折槽二所在的斜面与工装主体顶面以及侧面圆滑过度。
6.根据权利要求5所述的盖板组件的制造工装,其特征在于,所述工装主体底部还设置有底座,所述底座呈中空结构,所述底座上设置有若干连接孔。
技术总结
本技术公开了盖板组件的制造工装,包括工装主体,所述工装主体内部呈中空结构,所述工装主体外表面设置有安装槽、若干弯折槽以及块状凸起,所述工装主体内部固定设置有至少两组气缸,包括气缸一和气缸二,所述弯折槽包括弯折槽一、弯折槽二、弯折槽三、弯折槽四和弯折槽五。盖板组件的原材料先安装在安装槽中,然后依次经过弯折槽一、弯折槽二、固定块一、弯折槽三、块状凸起、弯折槽四、固定块二和弯折槽五,通过设定的点弯折点来完成盖板组件的制造,提高了工作效率、减少了人工的工作量,保证了产品的质量。
技术研发人员:沈庆龄
受保护的技术使用者:浙江力庆制冷设备有限公司
技术研发日:20230110
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!