一种微流控检测盒自动组装设备的拧帽工位的制作方法
本技术涉及微流控检测盒,特别是涉及一种微流控检测盒自动组装设备的拧帽工位。
背景技术:
1、微流控检测盒是一种用于分子诊断的新型检测盒,可以同时对多种疾病进行检测,检测速度快、数据准确,可以为医生及时提供病理数据,现已在众多医疗机械得到应用,微流控检测盒主要由方盒、转子、方型过滤膜、帽盖等零件组合而成,在生产制造过程中,需要将转子涂抹润滑脂后再插入方盒内孔中,并按要求调整到统一的方向;
2、帽盖是封堵微流控检测盒进口的重要零件,未使用的微流控检测盒都通过帽盖与外界进行隔离,在使用时通过转动并移除帽盖,在将样本滴入微流控检测盒表面开设的进口内进行检测,因此帽盖安装是否牢固是微流控检测盒生产的重要指标,但是在实际生产与制造过程中,由于采用人工流水线手动操作装配的方式来组装帽盖,装配效率较低且耗时较长,增大了微流控检测盒的加工成本,且人工安装容易出现帽盖咬合不牢固和转动过度导致螺牙磨损而使螺牙无法咬合的问题,为此我们提出一种微流控检测盒自动组装设备的拧帽工位。
技术实现思路
1、为了克服现有技术的不足,本实用新型提供一种微流控检测盒自动组装设备的拧帽工位,通过设置的底座、组装平台、振动上料装置和拧帽工位本体等,使组装平台能够带动方盒转动并移动至拧帽工位本体下方,再通过振动上料装置将帽盖本体导入拧帽工位本体内部,通过拧帽工位本体将帽盖本体转动安装在方盒上,避免了在实际生产与制造过程中,由于采用人工流水线手动操作装配的方式来组装帽盖,装配效率较低且耗时较长,增大了微流控检测盒的加工成本,且人工安装容易出现帽盖咬合不牢固和转动过度导致螺牙磨损而使螺牙无法咬合的问题,提高了装置的实用性。
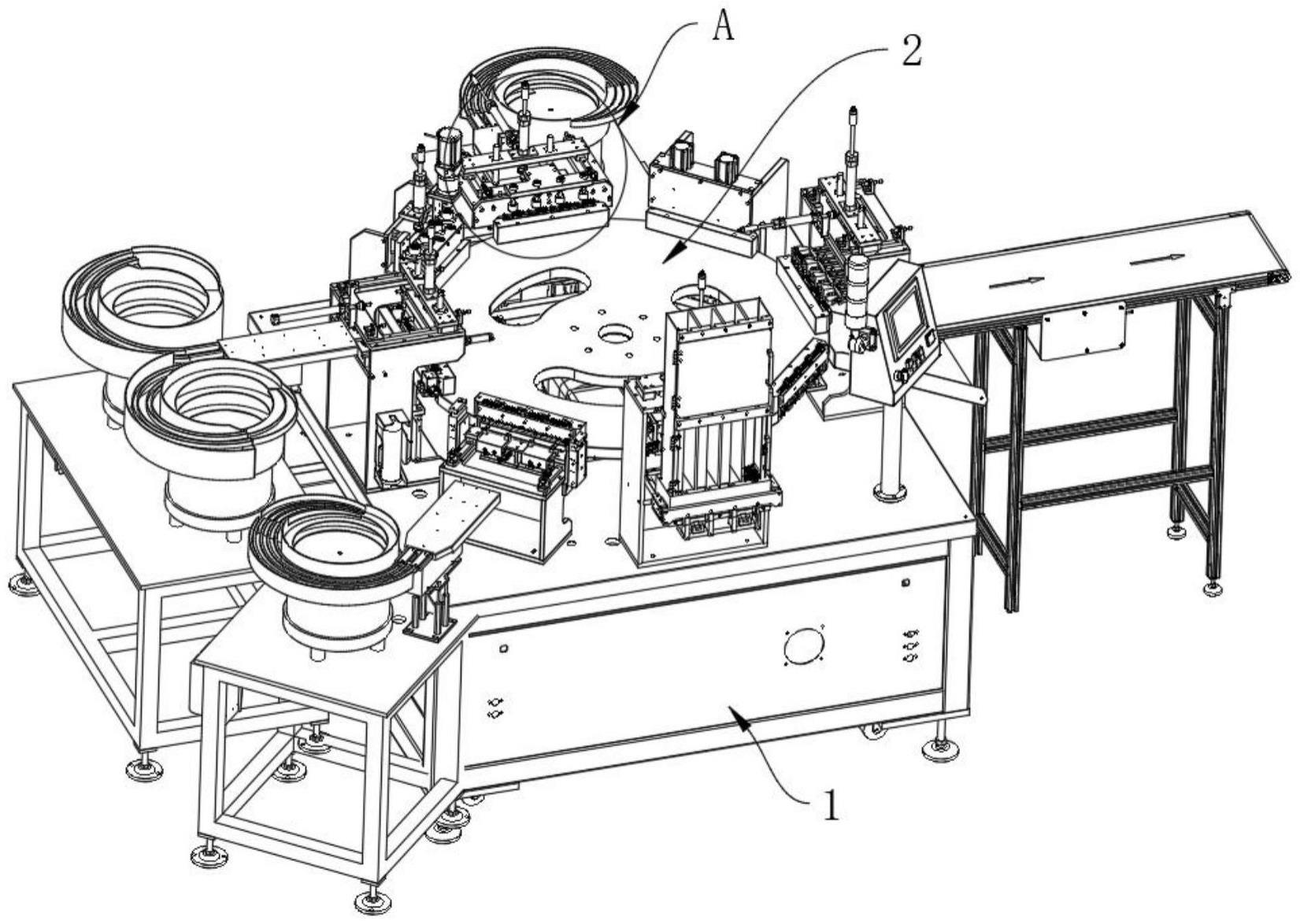
2、为解决上述技术问题,本实用新型提供如下技术方案:一种微流控检测盒自动组装设备的拧帽工位,包括底座、组装平台、振动上料装置、帽盖本体和方盒,底座中部设置有可转动的组装平台,且组装平台顶端表面设置有多组方盒,方盒表面能够转动安装帽盖本体,底座的一侧设置有振动上料装置,所述底座顶端固定安装有拧帽工位本体,且拧帽工位本体通过振动上料装置进行供料,方盒通过组装平台的转动移动至拧帽工位本体处。
3、作为本实用新型的一种优选技术方案,所述拧帽工位本体包括设置在底座顶端表面上的外壳,且外壳内部横向设置有第一滑轨,第一滑轨顶端固定设置有左右移动气缸,且左右移动气缸的活动端固定安装有帽盖工装,帽盖工装活动安装在第一滑轨表面上,帽盖工装的位置与振动上料装置的出料口位置对应。
4、作为本实用新型的一种优选技术方案,所述拧帽工位本体还包括设置在外壳顶端表面上的两组第二滑轨,且两组第二滑轨表面活动设置有安装板,安装板顶端贯穿设置有上下气缸,且上下气缸底端固定安装有取帽头,取帽头底端与帽盖工装的位置相互对应,安装板后端表面固定安装有前后气缸的活动端,且前后气缸固定安装在外壳顶端表面上。
5、作为本实用新型的一种优选技术方案,所述拧帽工位本体还包括设置在外壳内壁底端表面上的两组第三滑轨,且两组第三滑轨表面皆活动设置有支杆,两组支杆表面固定安装有安装架,且安装架表面固定安装有取料气缸的活动端,取料气缸固定安装在外壳内壁底端中部,两组支杆外侧表面皆设置有顶出气缸,且两组顶出气缸的活动端固定安装有拧帽机构,且拧帽机构顶端皆设置有若干组夹爪,夹爪能够通过拧帽机构对帽盖本体进行夹持并旋转。
6、作为本实用新型的一种优选技术方案,所述拧帽工位本体还包括设置在外壳外壁顶端表面上的限位气缸,且限位气缸的活动端固定安装有限位板,限位板底端固定安装有多组限位杆,且限位杆的分布位置与方盒的位置对应。
7、作为本实用新型的一种优选技术方案,所述帽盖工装后端表面开设有多组与帽盖本体相互配合的凹槽。
8、作为本实用新型的一种优选技术方案,所述限位杆底端皆使用弹性材料,如弹性橡胶制成。
9、与现有技术相比,本实用新型能达到的有益效果是:
10、1、通过设置的底座、组装平台、振动上料装置和拧帽工位本体等,有效避免了在实际生产与制造过程中,由于采用人工流水线手动操作装配的方式来组装帽盖,装配效率较低且耗时较长,增大了微流控检测盒的加工成本,且人工安装容易出现帽盖咬合不牢固和转动过度导致螺牙磨损而使螺牙无法咬合的问题,通过启动装置,使组装平台能够带动方盒转动至拧帽工位本体下方,再通过振动上料装置将帽盖本体导入拧帽工位本体内部,通过拧帽工位本体将帽盖本体转动安装在方盒上,从而达到自动将帽盖本体安装在方盒上的目的,提高了装置的实用性;
11、2、通过设置的第一滑轨、左右移动气缸和帽盖工装等,有效避免了振动上料装置导出的帽盖本体无法存储在拧帽工位本体内部的问题,通过帽盖工装对帽盖本体进行接取并限位,使帽盖本体能够暂时存放在拧帽工位本体内部并等待方盒就位;
12、3、通过设置的第二滑轨、安装板和上下气缸等,有效避免了帽盖本体存储在帽盖工装内部后,拧帽工位本体无法将帽盖本体从帽盖工装内部取出的问题,通过启动前后气缸,使前后气缸带动安装板调整位置,再启动上下气缸,使上下气缸推动取帽头插入帽盖工装内部并取出帽盖本体,使帽盖本体能够从帽盖工装内部取出。
技术特征:
1.一种微流控检测盒自动组装设备的拧帽工位,包括底座(1)、组装平台(2)、振动上料装置(3)、帽盖本体(5)和方盒(6),底座(1)中部设置有可转动的组装平台(2),且组装平台(2)顶端表面设置有多组方盒(6),方盒(6)表面能够转动安装帽盖本体(5),底座(1)的一侧设置有振动上料装置(3),其特征在于:所述底座(1)顶端固定安装有拧帽工位本体(4),且拧帽工位本体(4)通过振动上料装置(3)进行供料,方盒(6)通过组装平台(2)的转动移动至拧帽工位本体(4)处。
2.根据权利要求1所述的一种微流控检测盒自动组装设备的拧帽工位,其特征在于:所述拧帽工位本体(4)包括设置在底座(1)顶端表面上的外壳(41),且外壳(41)内部横向设置有第一滑轨(421),第一滑轨(421)顶端固定设置有左右移动气缸(422),且左右移动气缸(422)的活动端固定安装有帽盖工装(423),帽盖工装(423)活动安装在第一滑轨(421)表面上,帽盖工装(423)的位置与振动上料装置(3)的出料口位置对应。
3.根据权利要求2所述的一种微流控检测盒自动组装设备的拧帽工位,其特征在于:所述拧帽工位本体(4)还包括设置在外壳(41)顶端表面上的两组第二滑轨(431),且两组第二滑轨(431)表面活动设置有安装板(432),安装板(432)顶端贯穿设置有上下气缸(433),且上下气缸(433)底端固定安装有取帽头(434),取帽头(434)底端与帽盖工装(423)的位置相互对应,安装板(432)后端表面固定安装有前后气缸(435)的活动端,且前后气缸(435)固定安装在外壳(41)顶端表面上。
4.根据权利要求2所述的一种微流控检测盒自动组装设备的拧帽工位,其特征在于:所述拧帽工位本体(4)还包括设置在外壳(41)内壁底端表面上的两组第三滑轨(441),且两组第三滑轨(441)表面皆活动设置有支杆(442),两组支杆(442)表面固定安装有安装架(443),且安装架(443)表面固定安装有取料气缸(444)的活动端,取料气缸(444)固定安装在外壳(41)内壁底端中部,两组支杆(442)外侧表面皆设置有顶出气缸(445),且两组顶出气缸(445)的活动端固定安装有拧帽机构(446),且拧帽机构(446)顶端皆设置有若干组夹爪(447),夹爪(447)能够通过拧帽机构(446)对帽盖本体(5)进行夹持并旋转。
5.根据权利要求2所述的一种微流控检测盒自动组装设备的拧帽工位,其特征在于:所述拧帽工位本体(4)还包括设置在外壳(41)外壁顶端表面上的限位气缸(451),且限位气缸(451)的活动端固定安装有限位板(452),限位板(452)底端固定安装有多组限位杆(453),且限位杆(453)的分布位置与方盒(6)的位置对应。
6.根据权利要求2所述的一种微流控检测盒自动组装设备的拧帽工位,其特征在于:所述帽盖工装(423)后端表面开设有多组与帽盖本体(5)相互配合的凹槽。
7.根据权利要求5所述的一种微流控检测盒自动组装设备的拧帽工位,其特征在于:所述限位杆(453)底端皆使用弹性材料,如弹性橡胶制成。
技术总结
本技术公开了一种微流控检测盒自动组装设备的拧帽工位,包括底座、组装平台、振动上料装置、帽盖本体和方盒,底座中部设置有可转动的组装平台,且组装平台顶端表面设置有多组方盒,方盒表面能够转动安装帽盖本体,底座的一侧设置有振动上料装置,所述底座顶端固定安装有拧帽工位本体;通过设置的底座、组装平台、振动上料装置和拧帽工位本体等,有效避免了在实际生产与制造过程中,由于采用人工流水线手动操作装配的方式来组装帽盖,装配效率较低且耗时较长,增大了微流控检测盒的加工成本,且人工安装容易出现帽盖咬合不牢固和转动过度导致螺牙磨损而使螺牙无法咬合的问题,提高了装置的实用性。
技术研发人员:王光献,宋叶儿
受保护的技术使用者:普叶顿(上海)自动化科技有限公司
技术研发日:20230110
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!