一种刀具生产可调夹具的制作方法
本技术涉及刀具生产领域,尤其涉及一种刀具生产可调夹具。
背景技术:
1、高速切削加工已成为机械加工制造技术重要的环节,刀柄的定位精度和联接刚度是衡量工具系统的两个重要指标,在磨削加工过程中,刀柄的定位精度的精准和联接刚度的提高是刀具整体加工精度的保障。
2、刀具生产制造的要求要比刀具使用的要求更高,通常在刀具制造过程中的装夹精度都在 3um以内,但是目前最高的快速装夹器件的精度也就只有 3um,如果中间出现任何一次转接,精度都会超过3um,而便于装夹的夹具通常不具备调整功能,具备调整功能的精度又比较低且不稳定,就需要一种可调整精度的夹具来应对刀具生产过程中的装夹。
技术实现思路
1、本实用新型提供了一种刀具生产可调夹具,具备高精度的优点,解决了现有的便于装夹的夹具调整功能精度低且不稳定的问题。
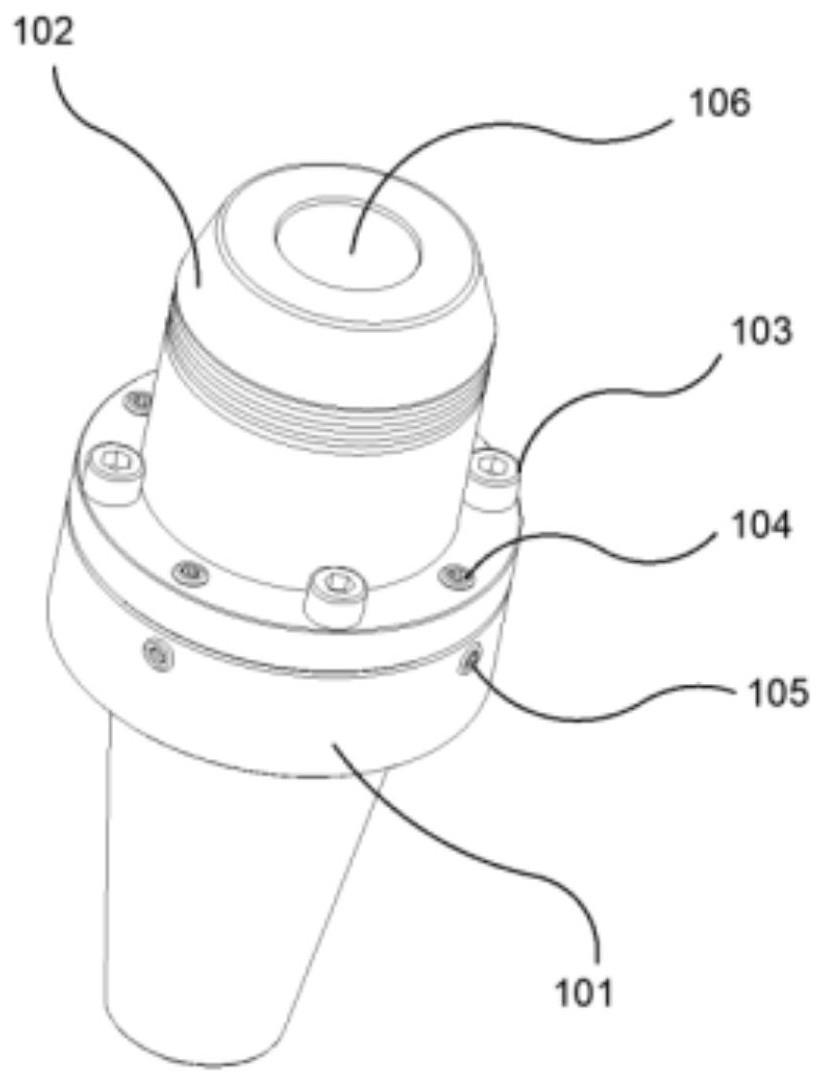
2、根据本申请实施例提供的一种刀具生产可调夹具,包括刀具快夹柄和油压式夹具,所述刀具快夹柄和油压式夹具连接,所述刀具快夹柄靠近油压式夹具的一侧上设置有同轴定位孔,所述刀具快夹柄的侧壁上设置有同心定位孔,所述油压式夹具通过锁紧螺丝与所述刀具快夹柄连接,所述油压式夹具通过同心调整螺丝连接同心定位孔,所述油压式夹具通过同轴调整螺丝连接同轴定位孔。
3、优选地,所述油压式夹具通过同心调整螺丝调整与刀具快夹柄的同心度,所述所述油压式夹具通过同轴调整螺丝调整与刀具快夹柄的同轴度,所述同心度和同轴度的误差可调整至0-1um。
4、优选地,所述油压式夹具为油压式外夹夹具或油压式内夹夹具的任一种。
5、优选地,所述刀具快夹柄包括但不限于bt50、bt40、bt30、hsk63、hsk50以及hsk100的任一种。
6、本申请实施例提供的技术方案可以包括以下有益效果:
7、一种刀具生产可调夹具,刀具快夹柄和油压式夹具连接,所述刀具快夹柄靠近油压式夹具的一侧上设置有同轴定位孔,所述刀具快夹柄的侧壁上设置有同心定位孔,所述油压式夹具通过锁紧螺丝与所述刀具快夹柄连接,所述油压式夹具通过同心调整螺丝连接同心定位孔,所述油压式夹具通过同轴调整螺丝连接同轴定位孔。所述油压式夹具通过同心调整螺丝调整与刀具快夹柄的同心度,所述所述油压式夹具通过同轴调整螺丝调整与刀具快夹柄的同轴度,所述同心度和同轴度的误差可调整至0-1um,通过本实用新型可保证加工出的刀具精度达到最高。
8、基于现有的bt50、40、30或hsk63、50、100等快速刀具夹持系统,在基体上设计一个有精度的平面,和四个同心调整机构,另外设计一系列的油压夹持系统,包括了内夹和外夹的油压夹持,可以调整油压夹持系统与夹座的同心同轴精度,确保始终处于高精度的状态下加工刀具,由于刀具加工中刀体受到的力量很小,所以调整机构可以更加简单和小巧。
技术特征:
1.一种刀具生产可调夹具,其特征在于,包括刀具快夹柄和油压式夹具,所述刀具快夹柄和油压式夹具连接,所述刀具快夹柄靠近油压式夹具的一侧上设置有同轴定位孔,所述刀具快夹柄的侧壁上设置有同心定位孔,所述油压式夹具通过锁紧螺丝与所述刀具快夹柄连接,所述油压式夹具通过同心调整螺丝连接同心定位孔,所述油压式夹具通过同轴调整螺丝连接同轴定位孔。
2.根据权利要求1所述的一种刀具生产可调夹具,其特征在于,所述油压式夹具通过同心调整螺丝调整与刀具快夹柄的同心度,所述油压式夹具通过同轴调整螺丝调整与刀具快夹柄的同轴度,所述同心度和同轴度的误差可调整至0-1um。
3.根据权利要求1所述的一种刀具生产可调夹具,其特征在于,所述油压式夹具为油压式外夹夹具或油压式内夹夹具的任一种。
4.根据权利要求1-3中任一项所述的一种刀具生产可调夹具,其特征在于,所述刀具快夹柄包括但不限于bt50、bt40、bt30、hsk63、hsk50以及hsk100的任一种。
技术总结
本技术公开了一种刀具生产可调夹具,包括刀具快夹柄和油压式夹具,所述刀具快夹柄和油压式夹具连接,所述刀具快夹柄靠近油压式夹具的一侧上设置有同轴定位孔,所述刀具快夹柄的侧壁上设置有同心定位孔,所述油压式夹具通过锁紧螺丝与所述刀具快夹柄连接,所述油压式夹具通过同心调整螺丝连接同心定位孔,所述油压式夹具通过同轴调整螺丝连接同轴定位孔。本技术公开的一种刀具生产可调夹具具有高精度、能保证装夹调整时高精度的稳定性等优点。
技术研发人员:请求不公布姓名
受保护的技术使用者:深圳市雅康诚科技发展有限公司
技术研发日:20230128
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!