钣金外壳双向对折成型装置的制作方法
本技术涉及钣金加工,具体为钣金外壳双向对折成型装置。
背景技术:
1、现有设备壳体加工大部分都是采用钣金工艺制造的,对于比较长的板材,折边长度较长,如果采用传统折弯机在操作上是非常不方便的,例如附图7中的钣金外壳零件,两侧的长度比较长,如果是批量加工的话采用公司现有的传统设备加工效率上明显较低,搬运翻转非常费时,安全性也相对较低,长时间操作易疲劳,结合改零件的外壳结构特征可采用双向折弯技术方案,因此我公司技术人员设计了一种双向对折成型装置。
技术实现思路
1、本实用新型的目的在于提供钣金外壳双向对折成型装置,以解决上述背景技术中提出的问题。
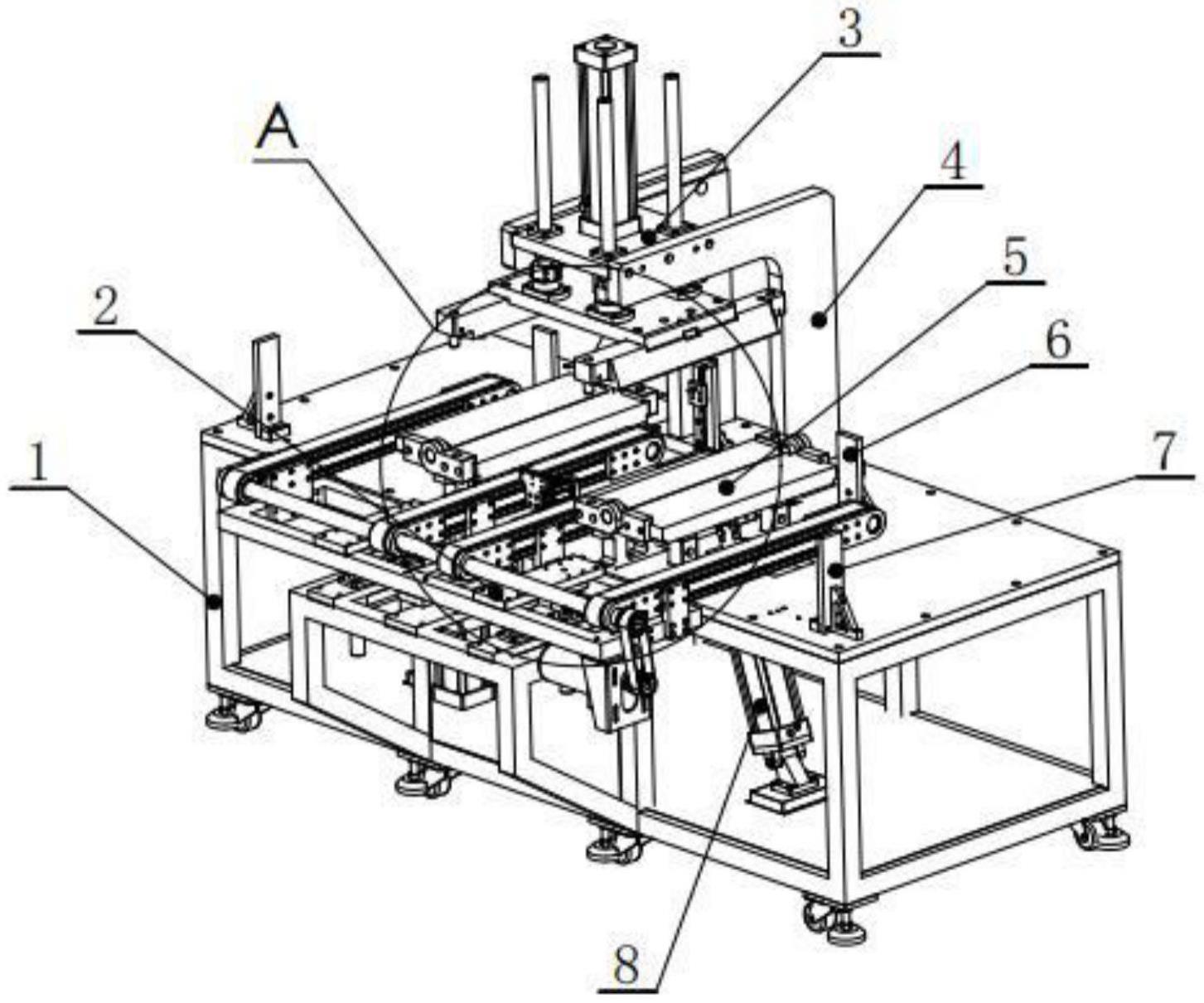
2、为实现上述目的,本实用新型提供如下技术方案:钣金外壳双向对折成型装置,包括总支架,所述总支架的上方前端设有送料机构,所述送料机构包含有送料支架、顶升气缸、送料电机和传送带,所述总支架的上方后端设有压紧支架,所述压紧支架的上方设有压紧机构,所述压紧机构包含有压紧气缸和压紧板,所述压紧机构下方的两侧设有折弯合页,所述折弯合页的下方设有折弯气缸。
3、进一步的:所述顶升气缸的主体固定在总支架的前端,所述顶升气缸的头部与送料支架的下方连接,所述送料电机主体固定在送料支架的右侧,所述送料支架上方设有传动轴,所述传动轴的左侧通过皮带轮和皮带与送料电机的输出端联动,传动轴与每个传动带的根部联动。
4、进一步的:所述压紧气缸的主体固定在压紧支架上,所述压紧板的上端与压紧气缸的头部连接,所述压紧板的两侧固定有压紧斜块。
5、优选的:所述压紧斜块的外侧为斜面并且横截面为直角梯形,所述压紧板的两侧设有导杆,压紧斜块的前后端的下方设有定位销。
6、进一步的:所述折弯合页包含有固定合页板和活动合页板,所述固定合页板固定在总支架的上方,所述活动合页板的下方与折弯气缸的头部连接,所述折弯气缸的下端通过顶靠气缸底座安装在总支架的下方。
7、优选的:所述总支架的中部设有顶靠气缸,所述顶靠气缸的头部连接有顶靠板,所述总支架的后方两侧设有后限位架,总支架的两侧设有侧限位架。
8、优选的:所述所述总支架的下方均匀分布安装有滚轮。
9、与现有技术相比,本实用新型的有益效果是:本实用新型采用双向折弯设计,采用一个压紧机构、对称设计的折弯合页和折弯气缸实现钣金零件的快速成型,增加设计了送料机构,节省人力,设计的顶靠气缸和两种限位支架保证折弯成型的精度,设计的压紧斜块保证回弹量,提高成型质量,整体设计合理,提高生产效率和质量。
技术特征:
1.钣金外壳双向对折成型装置,包括总支架(1),其特征在于:所述总支架(1)的上方前端设有送料机构(2),所述送料机构(2)包含有送料支架(201)、顶升气缸(202)、送料电机(203)和传送带(206),所述总支架(1)的上方后端设有压紧支架(4),所述压紧支架(4)的上方设有压紧机构(3),所述压紧机构(3)包含有压紧气缸(301)和压紧板(302),所述压紧机构(3)下方的两侧设有折弯合页(5),所述折弯合页(5)的下方设有折弯气缸(8)。
2.根据权利要求1所述的钣金外壳双向对折成型装置,其特征在于:所述顶升气缸(202)的主体固定在总支架(1)的前端,所述顶升气缸(202)的头部与送料支架(201)的下方连接,所述送料电机(203)主体固定在送料支架(201)的右侧,所述送料支架(201)上方设有传动轴(204),所述传动轴(204)的左侧通过皮带轮和皮带(205)与送料电机(203)的输出端联动,传动轴(204)与每个传送带(206)的根部联动。
3.根据权利要求1所述的钣金外壳双向对折成型装置,其特征在于:所述压紧气缸(301)的主体固定在压紧支架(4)上,所述压紧板(302)的上端与压紧气缸(301)的头部连接,所述压紧板(302)的两侧固定有压紧斜块(303)。
4.根据权利要求3所述的钣金外壳双向对折成型装置,其特征在于:所述压紧斜块(303)的外侧为斜面并且横截面为直角梯形,所述压紧板(302)的两侧设有导杆(304),压紧斜块(303)的前后端的下方设有定位销(305)。
5.根据权利要求1所述的钣金外壳双向对折成型装置,其特征在于:所述折弯合页(5)包含有固定合页板(501)和活动合页板(502),所述固定合页板(501)固定在总支架(1)的上方,所述活动合页板(502)的下方与折弯气缸(8)的头部连接,所述折弯气缸(8)的下端通过顶靠气缸底座(11)安装在总支架(1)的下方。
6.根据权利要求1所述的钣金外壳双向对折成型装置,其特征在于:所述总支架(1)的中部设有顶靠气缸(9),所述顶靠气缸(9)的头部连接有顶靠板(10),所述总支架(1)的后方两侧设有后限位架(6),总支架(1)的两侧设有侧限位架(7)。
7.根据权利要求1所述的钣金外壳双向对折成型装置,其特征在于:所述总支架(1)的下方均匀分布安装有滚轮(12)。
技术总结
本技术公开了钣金外壳双向对折成型装置,涉及钣金加工技术领域,包括总支架,总支架的上方前端设有送料机构,送料机构包含有送料支架、顶升气缸、送料电机和传送带,总支架的上方后端设有压紧支架,压紧支架的上方设有压紧机构,压紧机构包含有压紧气缸和压紧板,压紧机构下方的两侧设有折弯合页,折弯合页的下方设有折弯气缸。本技术采用双向折弯设计,采用一个压紧机构、对称设计的折弯合页和折弯气缸实现钣金零件的快速成型,增加设计了送料机构,节省人力,设计的顶靠气缸和两种限位支架保证折弯成型的精度,设计的压紧斜块保证回弹量,提高成型质量,整体设计合理,提高生产效率和质量。
技术研发人员:沈显利,刘忠敏,马旭
受保护的技术使用者:大连精亦晟机电设备有限公司
技术研发日:20230131
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!