一种挂拉式冲针冲压模具上模组的制作方法
本技术涉及冲压模具,尤其是涉及一种挂拉式冲针冲压模具上模组。
背景技术:
1、当前,冲压模具冲针的固定防脱落方式均为冲针尾部挂位方式,如图1、2所示为采用这种冲针尾部挂位方式的尾部挂位冲针的结构示意图,如图3、4所示为采用这种尾部挂位冲针的冲压模具中的固定板的结构示意图,冲针挂拉厚度为5mm或8mm;这种模具冲针挂拉,当模具维修时,需要把模具拆下冲床,再把模具拆开,取出冲针,方可对模具冲针进行维修和更换,此种方式挂拉的模具冲针在维修更换时模故停机多,造价成本偏高,也浪费了大量的人力和物力。
技术实现思路
1、本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种挂拉式冲针冲压模具上模组,通过在固定板的固定孔旁反面增加螺丝孔,保证螺丝能够压到挂拉式冲针让位处,后续只需拆卸螺丝,便可将挂拉式冲针冲压模具上模组中的挂拉式冲针拆出,以便进行维修和更换,能够保证生产时的稳定性,降低模具配件的成本,解决大量的人力和物力的浪费,能够有效降本增效。
2、本实用新型的目的可以通过以下技术方案来实现:
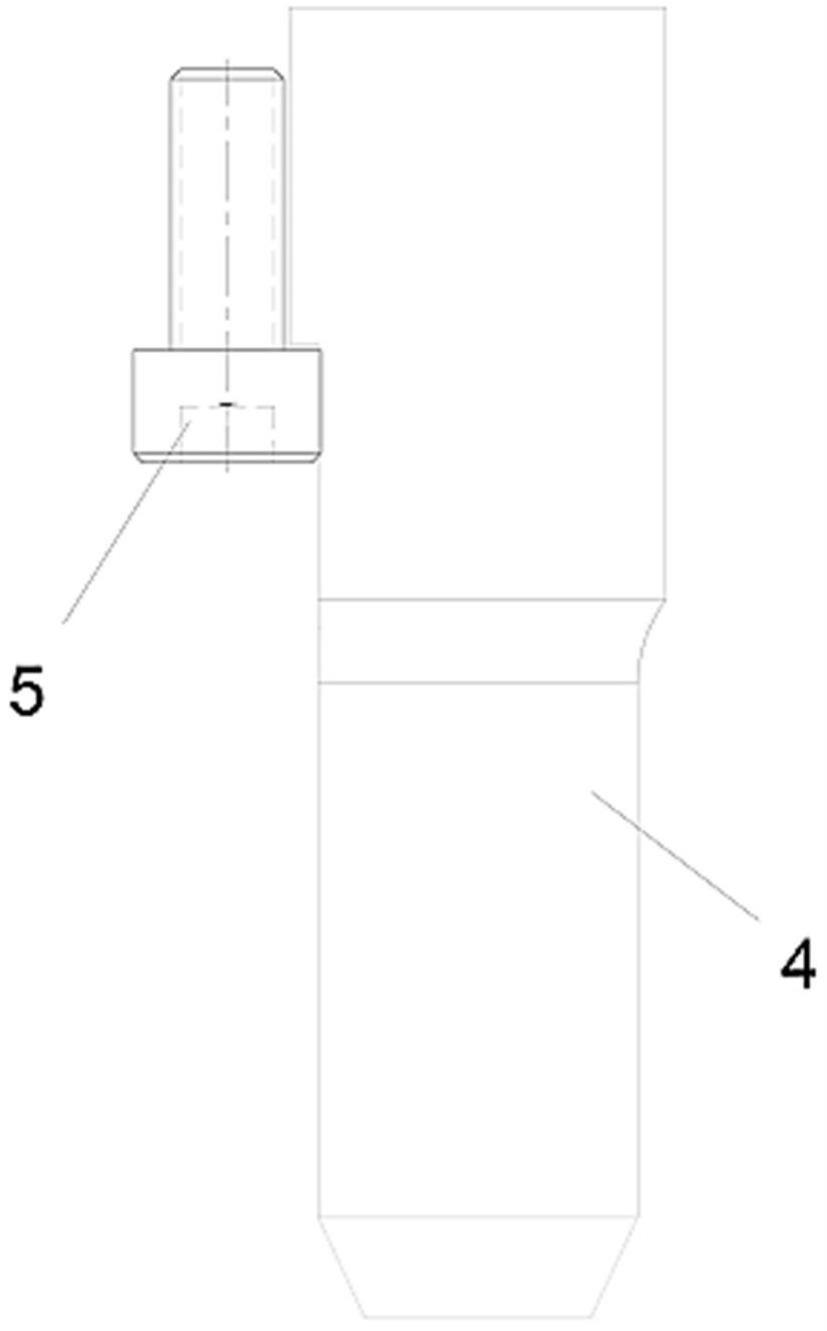
3、本实用新型的目的是提供一种挂拉式冲针冲压模具上模组,包括快拆冲针结构;所述快拆冲针结构包括挂拉式冲针和螺丝;所述上模组还包括固定板,所述固定板上设有固定孔,所述挂拉式冲针设于所述固定孔中,所述固定板底部设有螺丝孔,所述螺丝固定于所述螺丝孔内;所述挂拉式冲针的中部设有冲针固定位;所述冲针固定位包括固定平台;所述挂拉式冲针通过固定平台挂持于所述螺丝上。
4、进一步地,所述螺丝孔包括连通的螺丝牙孔和螺丝沉头孔;所述螺丝的尾部置于所述螺丝牙孔内;所述螺丝的头部置于所述螺丝沉头孔内。
5、进一步地,所述螺丝牙孔内设有螺纹;所述螺丝牙孔所设螺纹与所述螺丝的螺纹匹配;所述螺丝与所述螺丝牙孔螺纹连接。
6、进一步地,所述上模组还包括上模座、上垫板;所述上模座、上垫板、固定板由上到下依次设置。
7、进一步地,所述上模座、上垫板、固定板固定连接。
8、进一步地,所述固定平台的宽度为1.5mm。
9、进一步地,所述螺丝与所述挂拉式冲针的固定平台连接处的宽度大于1mm。
10、进一步地,所述固定平台与所述挂拉式冲针的尾部之间的距离为18mm。
11、进一步地,所述螺丝为内六角螺丝。进一步地,所述螺丝为内六角(m6)螺丝。
12、进一步地,所述上模座的两侧设有u型槽,所述u型槽用于连接冲床上的滑块。
13、上述挂拉式冲针冲压模具上模组的挂拉式冲针的固定方式是通过所述螺丝压到新型挂拉式冲针让位处,固定挂拉式冲针以使挂拉式冲针挂位。
14、上述挂拉式冲针冲压模具上模组的挂拉式冲针的拆出方式是通过拆卸所述螺丝使挂拉式冲针掉落,这种方式不需要把模具拆下冲床,再把模具拆开,就能将挂拉式冲针取出。
15、与现有技术相比,本实用新型具有如下有益效果:
16、1)本技术方案提供的一种挂拉式冲针冲压模具上模组,通过在固定板的固定孔旁反面增加螺丝孔,保证螺丝能够压到挂拉式冲针让位处一定距离,后续只需拆卸螺丝,便可将挂拉式冲针冲压模具上模组中的挂拉式冲针拆出,以便进行维修和更换。
17、2)本技术方案提供的一种挂拉式冲针冲压模具上模组,能够保证生产时的稳定性,降低模具配件的成本,解决大量的人力和物力的浪费,能够有效降本增效。
18、3)本技术方案提供的一种挂拉式冲针冲压模具上模组,操作简单、维修方便、安全可靠、质量稳定的优点。
技术特征:
1.一种挂拉式冲针冲压模具上模组,其特征在于,该挂拉式冲针冲压模具上模组包括快拆冲针结构;
2.根据权利要求1所述的一种挂拉式冲针冲压模具上模组,其特征在于,所述螺丝孔包括连通的螺丝牙孔和螺丝沉头孔;
3.根据权利要求2所述的一种挂拉式冲针冲压模具上模组,其特征在于,所述螺丝牙孔内设有螺纹;
4.根据权利要求1所述的一种挂拉式冲针冲压模具上模组,其特征在于,所述上模组还包括上模座(1)、上垫板(2);
5.根据权利要求4所述的一种挂拉式冲针冲压模具上模组,其特征在于,所述上模座(1)、上垫板(2)、固定板(3)固定连接。
6.根据权利要求1所述的一种挂拉式冲针冲压模具上模组,其特征在于,所述固定平台的宽度为1.5mm。
7.根据权利要求6所述的一种挂拉式冲针冲压模具上模组,其特征在于,所述螺丝(5)与所述挂拉式冲针(4)的固定平台连接处的宽度大于1mm。
8.根据权利要求1所述的一种挂拉式冲针冲压模具上模组,其特征在于,所述固定平台与所述挂拉式冲针(4)的尾部之间的距离为18mm。
9.根据权利要求1所述的一种挂拉式冲针冲压模具上模组,其特征在于,所述螺丝(5)为内六角螺丝。
10.根据权利要求4所述的一种挂拉式冲针冲压模具上模组,其特征在于,所述上模座(1)的两侧设有u型槽,所述u型槽用于连接冲床上的滑块。
技术总结
本技术涉及一种挂拉式冲针冲压模具上模组,该挂拉式冲针冲压模具上模组包括快拆冲针结构;所述快拆冲针结构包括挂拉式冲针和螺丝;所述上模组还包括固定板,所述固定板上设有固定孔,所述挂拉式冲针设于所述固定孔中,所述固定板底部设有螺丝孔,所述螺丝固定于所述螺丝孔内;所述挂拉式冲针的中部设有冲针固定位;所述冲针固定位包括固定平台;所述挂拉式冲针通过固定平台挂持于所述螺丝上。与现有技术相比,本技术提供的挂拉式冲针冲压模具上模组能够保证生产时的稳定性,降低模具配件的成本,解决大量的人力和物力的浪费,能够有效降本增效。
技术研发人员:张杨坤
受保护的技术使用者:上海奥林汽车配件有限公司
技术研发日:20230119
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!