一种环形零件焊接用的工装夹具及使用其的焊接工作站的制作方法
本技术涉及焊接工装夹具,尤其是涉及一种环形零件焊接用的工装夹具及使用其的焊接工作站。
背景技术:
1、目前,环形零件可以通过铣切工艺进行加工,但由于某些零件材料硬度高、强度高,导致高成本且浪费材料,从而选择通过焊接工艺进行加工,然而由于折弯后的环形零件有圆度和平面度要求,实际进行焊接时比较费时费力。目前生产单位采用的定位夹具的安装可视性差、定位不准,而且在夹紧过程中会产生组件的相对滑移,不能保证环形零件焊接圆度和平面度的要求,焊接后组件几何尺寸偏差大,产品合格率低。
技术实现思路
1、本申请要解决的技术问题是现有的焊接夹具不能满足折弯后的环形零件圆度和平面度要求,导致焊接后组件几何尺寸偏差大,产品合格率低。
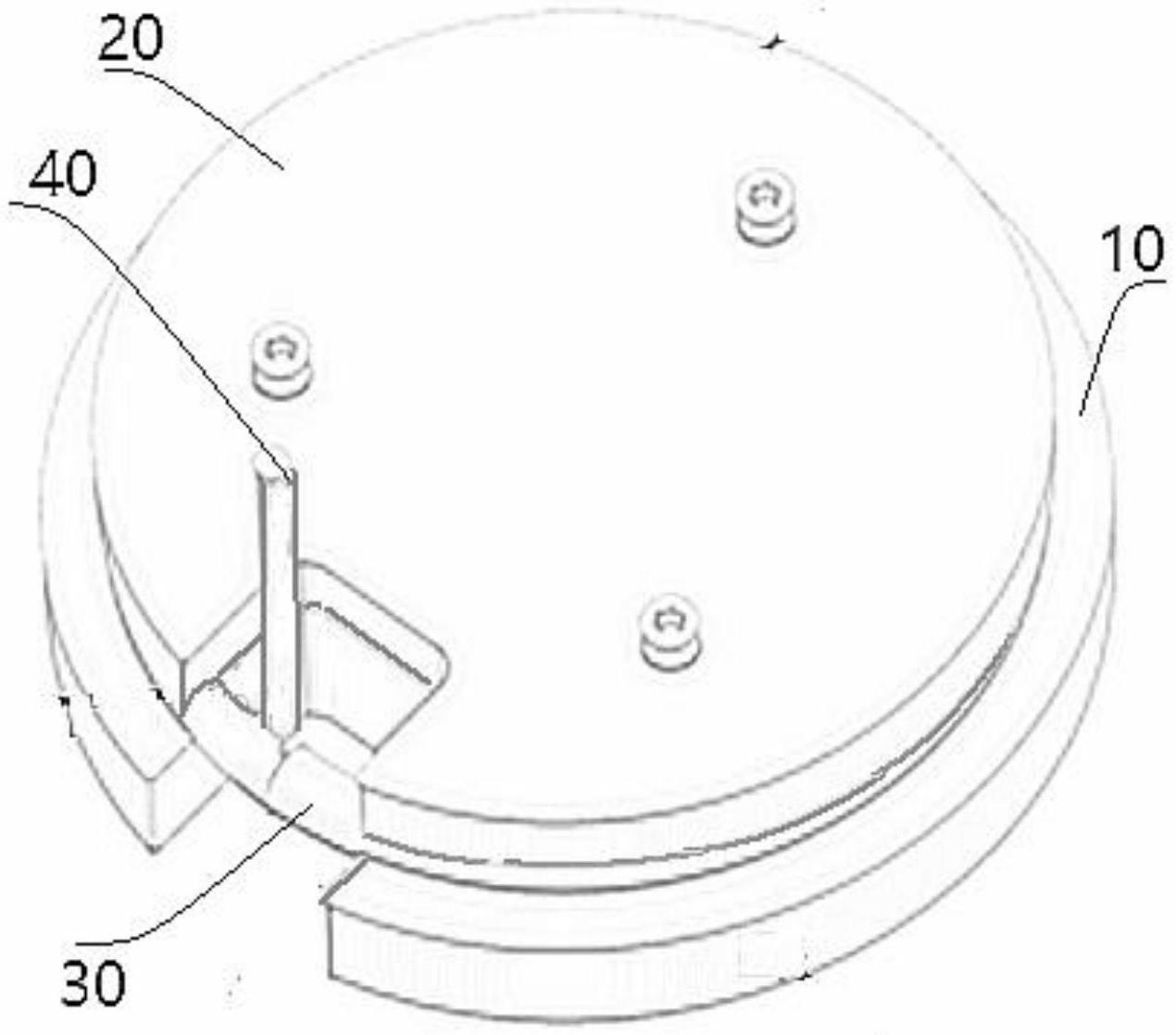
2、为解决上述技术问题,本申请提供了一种环形零件焊接用的工装夹具,包括:支撑基板,支撑基板的表面开设有固定槽,固定槽内部设置有贯穿槽身的焊接口;上压板,固定在支撑基板的上表面,上压板与支撑基板配合锁紧目标零件,上压板上设有与焊接口对应的开口;其中,固定槽的形状与目标零件的形状相适应,目标零件放置于固定槽时,所需焊接处位于焊接口。
3、根据本申请的实施例,支撑基板为边缘开设一u型口的圆形基板,固定槽为与圆形基板同轴设置的环形凹槽,环形凹槽的焊接口与u型口相交。
4、根据本申请的实施例,环形凹槽环绕的基板部设有孔洞,上压板设有与孔洞对应的小孔,连接件插入小孔和孔洞以固定连接圆形基板与上压板。
5、根据本申请的实施例,连接件采用公制m8*1.25螺母及与其配套的螺纹垫片。
6、根据本申请的实施例,上压板上的小孔设有3个,3个小孔连线形成一个等边三角形,相应地,环形凹槽环绕的基板部设有3个孔洞。
7、根据本申请的实施例,u型口的深度不大于圆形基板的半径。
8、根据本申请的实施例,支撑基板一体成型。
9、根据本申请的实施例,固定槽内部、支撑基板上表面和上压板下表面均开设有防滑纹。
10、根据本申请的实施例,支撑基板设置有固定件,该固定件用于将支撑基板固定安装在工装平台上。
11、根据本申请的实施例,上压板的边缘覆盖或包裹住所述目标零件。
12、基于上述的工装夹具,本实用新型还提出一种焊接工作站,焊接工作站具有上述的工装夹具。
13、与现有技术相比,本申请的技术方案具有以下有益效果:
14、1、本申请的底部工装根据环形零件的形状开设有环形凹槽,环形零件的焊缝位置位于环形凹槽开设的凹槽口,可以静准定位,满足环形零件圆度和平面度要求,有效控制焊接变形。
15、2、本申请由于上部夹具工装和底部夹具工装相应设有开口作为焊接口,从而可以给焊枪腾出空间,方便焊枪对对接的环形零件进行焊接,不易产生干扰,使焊接难度更小。
技术特征:
1.一种环形零件焊接用的工装夹具,其特征在于,包括:
2.根据权利要求1所述的一种环形零件焊接用的工装夹具,其特征在于,所述支撑基板为边缘开设一u型口的圆形基板,所述固定槽为与所述圆形基板同轴设置的环形凹槽,所述环形凹槽的所述焊接口与所述u型口相交。
3.根据权利要求2所述的一种环形零件焊接用的工装夹具,其特征在于,所述环形凹槽环绕的基板部设有孔洞,所述上压板设有与孔洞对应的小孔,连接件插入所述小孔和孔洞以固定连接所述圆形基板与上压板。
4.根据权利要求3所述的一种环形零件焊接用的工装夹具,其特征在于,所述连接件采用公制m8*1.25螺母及与其配套的螺纹垫片。
5.根据权利要求3所述的一种环形零件焊接用的工装夹具,其特征在于,所述上压板上的小孔设有3个,3个所述小孔连线形成一个等边三角形,相应地,所述环形凹槽环绕的基板部设有3个孔洞。
6.根据权利要求2所述的一种环形零件焊接用的工装夹具,其特征在于,所述u型口的深度不大于所述圆形基板的半径。
7.根据权利要求1所述的一种环形零件焊接用的工装夹具,其特征在于,所述支撑基板一体成型。
8.根据权利要求1所述的一种环形零件焊接用的工装夹具,其特征在于,所述固定槽内部、支撑基板上表面和上压板下表面均开设有防滑纹。
9.根据权利要求1所述的一种环形零件焊接用的工装夹具,其特征在于,所述上压板的边缘覆盖或包裹住所述目标零件。
10.一种焊接工作站,用于焊接工件,其特征在于:焊接工作站具有如权利要求1-9任一项所述的工装夹具。
技术总结
本技术提供了一种环形零件焊接用的工装夹具及使用其的焊接工装站,工装夹具包括:支撑基板,支撑基板的表面开设有固定槽,固定槽内部设置有贯穿槽身的焊接口;上压板,固定在支撑基板的上表面,上压板与支撑基板配合锁紧目标零件,压紧板上设有与焊接口对应的开口;固定槽的形状与目标零件的形状相适应,目标零件放置于固定槽时,所需焊接处位于焊接口。焊接工作站应用了上述工装夹具。本申请的结构简单,设计符合环形零件的圆度和平面度要求,可广泛应用于环形工件的焊接。
技术研发人员:刘甲正
受保护的技术使用者:上海海飞航空装备制造有限公司
技术研发日:20230117
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!