一种利用锻压飞边的起模顶起装置的制作方法
本技术涉及锻压件起模,尤其涉及一种利用锻压飞边的起模顶起装置。
背景技术:
1、一般的采用锻造成型的金属件,在锻造完成后脱料的过程中,半成品的金属会出现三种情况:第一种情况是上冲头会带起成型的金属件脱离下模具进行上移粘在上冲上;第二种情况是上冲头带动成型的金属件脱离下模但并未粘在上冲上;第三中情况是金属件直接粘在下模具上;第一种情况的金属件脱料直接通过上限位板进行硬脱料,上冲在上移的过程中通过上限位板挡住金属件实现脱料,第二种情况已经实现金属件脱离模腔;只有第三中情况的脱料十分麻烦;常用的脱料方式是人工通过工具挑起出下模,然后在拨离下模;这样的脱料方式效率低下,且存在巨大的安全隐患。
技术实现思路
1、本实用新型要解决的技术问题是提供一种利用锻压飞边的起模顶起装置,能够解决一般的金属件在锻造成型粘在下模上,物料脱料不方便的问题。
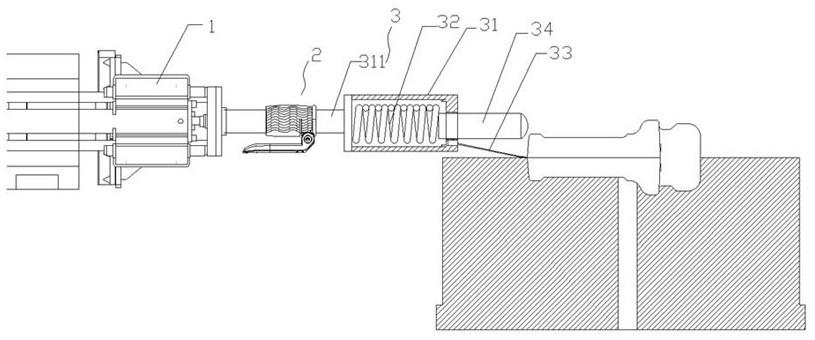
2、为解决上述技术问题,本实用新型的技术方案为:一种利用锻压飞边的起模顶起装置,其创新点在于:包括驱动气缸、连接模块和起模模块;所述起模模块通过连接模块连接在驱动气缸的输出端上;
3、所述连接模块包括连接环、快拆手柄和锁紧耳板;所述连接环上水平设置一弧形缺口;该弧形缺口将连接环分为活动环和固定环,活动环上位于弧形缺口的中间位置沿着竖直方向设置有一连接活动环端面与弧形缺口的纵向槽;所述锁紧耳板具有一对且垂直设置在纵向槽两侧的活动环上;所述锁紧耳板的外表面上为一外楔形面;所述快拆手柄上设置有一对铰接耳板,且铰接耳板的内表面为内楔形面;所述锁紧耳板与快拆手柄上的铰接耳板之间通过销轴连接,且锁紧耳板上的外楔形面与铰接耳板上的内楔形面配合,通过旋转快拆手柄使得活动环的端面进行收紧或松开实现驱动气缸的输出端与起模模块之间快速装卸;
4、所述起模模块包括弹簧限位套筒、压缩弹簧、飞边抬起针和顶销;所述弹簧限位套筒的一端封闭且该封闭端设置有接杆,该接杆通过连接模块与驱动气缸的输出端相连;所述弹簧限位套筒的另一端设置有端盖,端盖上垂直于弹簧限位套筒轴线方向且位于端盖两侧设置有一飞边抬起针安装座,端盖的中心处开有容纳顶销穿过的通孔;所述压缩弹簧设置在弹簧限位套筒内;所述飞边抬起针倾斜设置在飞边抬起针安装座上,且飞边抬起针与弹簧限位套筒的轴线方向平行;所述顶销的一端连接在压缩弹簧上,顶销的另一端穿过端盖上的通孔延伸出弹簧限位套筒的外侧。
5、进一步的,所述连接环上的弧形缺口的长度为连接环外轮廓周长的1/2-3/4。
6、进一步的,所述端盖可进行更换,且不同端盖上的飞边抬起针安装座上的安装的飞边抬起针位置不同。
7、本实用新型的优点在于:
8、1)本实用新型中通过锻造成型的金属件,上模具与下模具之间的缝隙会使得金属件产品存在飞边;通过驱动气缸驱动顶销顶住成型金属件的尾端,倾斜的飞边抬起针嵌入飞边的下表面与下模具的上表面之间;在驱动气缸前移的过程中压缩弹簧积攒弹性势能,倾斜的飞边抬起针逐渐将金属件的尾端抬起,当驱动气缸前移到一定的距离时,弹簧的弹性势能大于金属件首端位于下模具内的阻力,顶销在压缩弹簧的作用下将金属件顶出下模具实现粘在下模具上的金属件脱料,整个过程无需人工操作,提高了下模上金属件的脱料效率。
9、2)本实用新型中起模模块与驱动气缸之间采用连接模块相连,拆卸安装更加便捷,且弹簧限位套筒上的端盖采用可更换式的结构,可针对不同幅宽的金属件飞边进行更换不同的端盖,增强了该起模顶起装置的通用性,使用范围更广。
技术特征:
1.一种利用锻压飞边的起模顶起装置,其特征在于:包括驱动气缸、连接模块和起模模块;所述起模模块通过连接模块连接在驱动气缸的输出端上;
2.根据权利要求1所述的一种利用锻压飞边的起模顶起装置,其特征在于:所述连接环上的弧形缺口的长度为连接环外轮廓周长的1/2-3/4。
3.根据权利要求1所述的一种利用锻压飞边的起模顶起装置,其特征在于:所述端盖可进行更换,且不同端盖上的飞边抬起针安装座上的安装的飞边抬起针位置不同。
技术总结
本技术涉及一种利用锻压飞边的起模顶起装置,其特征在于:包括驱动气缸、连接模块和起模模块;驱动气缸驱动顶销顶住成型金属件的尾端,倾斜的飞边抬起针嵌入飞边的下表面与下模具的上表面之间;在驱动气缸前移的过程,倾斜的飞边抬起针逐渐将金属件的尾端抬起,当弹簧的弹性势能大于金属件首端位于下模具内的阻力,顶销在压缩弹簧的作用下将金属件顶出下模具,整个过程无需人工操作,提高了下模上金属件的脱料效率;起模模块与驱动气缸之间采用连接模块相连,拆卸安装更加便捷,且弹簧限位套筒上的端盖采用可更换式的结构,可针对不同幅宽的金属件飞边进行更换不同的端盖,增强了该起模顶起装置的通用性,使用范围更广。
技术研发人员:蒋建华,刘震,仇建林,沈秋枫
受保护的技术使用者:南通巨能锻压机床有限公司
技术研发日:20230206
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!