一种圆管夹折弯工具的制作方法
本技术涉及折弯装置,特别是一种圆管夹折弯工具。
背景技术:
1、折弯是将一金属或其他材料在折弯工具上模或下模的压力下,首先经过弹性变形,然后进入塑性变形,在塑性弯曲的开始阶段,板料是自由弯曲的,随着上模或下模对板料的施压,材料与限位型槽内表面逐渐靠紧,同时曲率半径和弯曲力臂也逐渐变小,继续加压直到行程终止,形成形状规则的折弯工件。
2、目前圆管夹成型方式主要有折弯与冲压两种工艺方式,其中折弯工艺耗时长、人工成本高,且需专用设备折弯机,专用设备折弯机的成本高造成投入成本高。
技术实现思路
1、针对上述缺陷,本实用新型的目的在于提出一种圆管夹折弯工具,实现了无需借助专用设备折弯机使圆管夹成型。
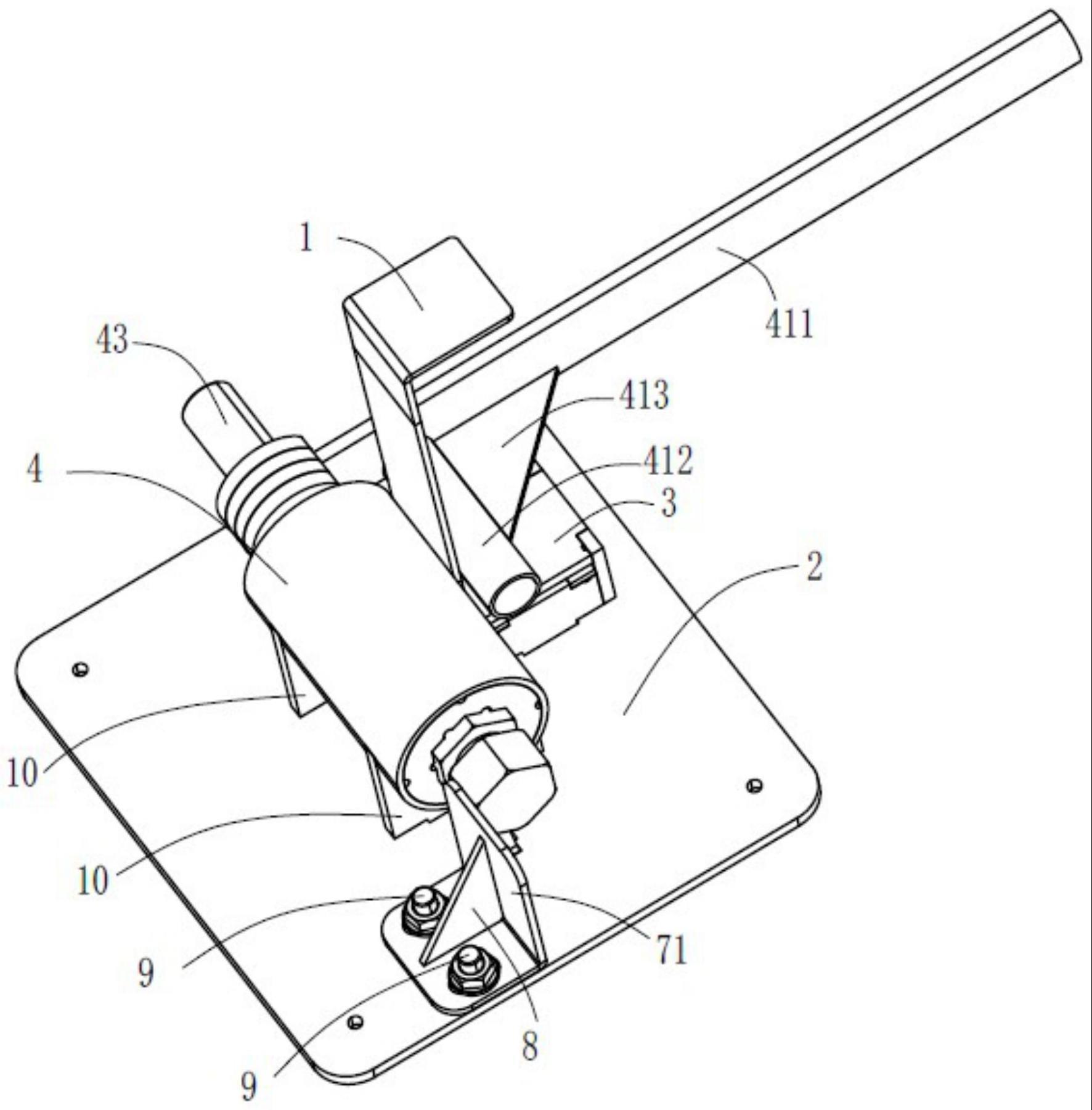
2、为达此目的,本实用新型采用以下技术方案:一种圆管夹折弯工具,用于折弯圆管夹,包括夹主体、锁紧机构和折弯机构,所述锁紧机构包括垫块,所述垫块包括上夹板和下夹板,所述上夹板位于所述下夹板的上方,所述上夹板和所述下夹板用于锁紧所述圆管夹的一端。
3、所述折弯机构包括推拉杆、下模和转轴,所述推拉杆与所述转轴的一端垂直连接,所述转轴穿过所述下模,所述推拉杆包括压管和推拉杆主体,所述压管与所述推拉杆主体垂直连接,所述压管与所述下模的表面的间距为所述圆管夹的厚度。
4、所述夹主体与所述下模、所述锁紧机构连接,所述锁紧机构位于所述下模的一侧。
5、优选的,所述垫块还包括第一侧板、第二侧板和第三侧板,所述第一侧板与所述上夹板、所述下夹板的一侧垂直连接,且所述第一侧板的上方与所述上夹板的顶面齐平。
6、所述第二侧板与所述第一侧板垂直连接,所述第二侧板与所述上夹板、所述下夹板垂直连接,且所述第二侧板的上方与所述上夹板的顶面齐平。
7、所述第三侧板与所述第二侧板、所述下夹板垂直连接,所述第三侧板的上方与所述下夹板的顶面齐平。
8、优选的,还包括限位机构,所述限位机构包括l型夹片和第一三角夹片,所述l型夹片通过螺丝与所述夹主体连接,所述l型夹片的竖直方向一侧与所述转轴的另一端抵接,所述第一三角夹片的直角边与所述l型夹片对应的直角侧相连接。
9、优选的,还包括固定座,所述固定座位于所述下模的下方,所述固定座的上方呈弧形,所述弧形与所述下模相匹配。
10、优选的,所述推拉杆还包括第二三角夹片,所述推拉杆与所述压管形成的夹角处与第二三角夹片的直角边连接。
11、优选的,所述固定座设有支撑片,所述支撑片位于所述固定座的外侧,所述支撑片与所述下模的竖直方向上的中轴线处于同一平面。
12、上述技术方案中的一个技术方案具有如下有益效果:所述折弯机构的所述下模与实际所需的所述圆管夹的尺寸所匹配,所述圆管夹折弯工具符合施工需求。所述锁紧机构的所述上夹板和所述下夹板将所述圆管夹的一端锁紧,利用杠杆原理,人工旋转所述推拉杆主体,所述压管压过所述圆管夹的部分即与所述下模的弧度一致,从而折弯所述圆管夹。所述压管与所述下模的表面之间保持间距,其间距为所述圆管夹的厚度,此设计有利于所述圆管夹的折弯部分能够被所述折弯机构折弯。所述夹主体将所述锁紧机构和所述折弯机构连接在一起,提供了支撑点,是实现折弯所述圆管夹的重要组成部分。所述一种圆管夹折弯工具结构简单,实现了无需借助专用设备折弯机使所述圆管夹成型。
技术特征:
1.一种圆管夹折弯工具,用于折弯圆管夹,其特征在于:包括夹主体、锁紧机构和折弯机构,所述锁紧机构包括垫块,所述垫块包括上夹板和下夹板,所述上夹板位于所述下夹板的上方,所述上夹板和所述下夹板用于锁紧所述圆管夹的一端;
2.根据权利要求1所述的一种圆管夹折弯工具,其特征在于:所述垫块还包括第一侧板、第二侧板和第三侧板,所述第一侧板与所述上夹板、所述下夹板的一侧垂直连接,且所述第一侧板的上方与所述上夹板的顶面齐平;
3.根据权利要求1所述的一种圆管夹折弯工具,其特征在于:还包括限位机构,所述限位机构包括l型夹片和第一三角夹片,所述l型夹片通过螺丝与所述夹主体连接,所述l型夹片的竖直方向一侧与所述转轴的另一端抵接,所述第一三角夹片的直角边与所述l型夹片对应的直角侧相连接。
4.根据权利要求1所述的一种圆管夹折弯工具,其特征在于:还包括固定座,所述固定座位于所述下模的下方,所述固定座的上方呈弧形,所述弧形与所述下模相匹配。
5.根据权利要求1所述的一种圆管夹折弯工具,其特征在于:所述推拉杆还包括第二三角夹片,所述推拉杆与所述压管形成的夹角处与第二三角夹片的直角边连接。
6.根据权利要求4所述的一种圆管夹折弯工具,其特征在于:所述固定座设有支撑片,所述支撑片位于所述固定座的外侧,所述支撑片与所述下模的竖直方向上的中轴线处于同一平面。
技术总结
一种圆管夹折弯工具。本技术的目的在于提出一种圆管夹折弯工具,用于折弯圆管夹,包括夹主体、锁紧机构和折弯机构,所述锁紧机构包括垫块,所述垫块包括上夹板和下夹板,所述上夹板位于所述下夹板的上方,所述上夹板和所述下夹板用于锁紧所述圆管夹的一端;所述折弯机构包括推拉杆、下模和转轴,所述推拉杆与所述转轴的一端垂直连接,所述转轴穿过所述下模,所述推拉杆包括压管和推拉杆主体,所述压管与所述推拉杆主体垂直连接,所述压管与所述下模的表面的间距为所述圆管夹的厚度;所述夹主体与所述下模、所述锁紧机构连接,所述锁紧机构位于所述下模的一侧,所述一种圆管夹折弯工具结构简单,实现了无需借助专用设备折弯机使所述圆管夹成型。
技术研发人员:李享,张志浩,黄蔚治,刘治东,何凯
受保护的技术使用者:东莞市中盛自动化设备有限公司
技术研发日:20230207
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!