一种锅架焊接工装的制作方法
本技术属于锅架制造,尤其涉及一种锅架焊接工装。
背景技术:
1、现有的灶具锅架由底圈和架脚组成,结构简单,制造成本低,对锅具也有较好的支撑作用。
2、在锅架制造过程中,采用机械手抓取底圈和架脚,将架脚架在底圈上,然后采用自动激光焊接设备对架脚与底圈的连接处进行焊接固定,得到锅架;但机械手的结构较为复杂,使用成本较高,且架脚与底圈需要准确定位和夹紧,否则会导致架脚与底圈之间产生位置偏差而影响锅架的成型质量,相应控制机械手完成整套动作的执行程序也更为复杂,控制设备成本较高。
技术实现思路
1、本实用新型目的在于解决现有技术中存在的上述技术问题,提供一种锅架焊接工装,结构新颖,自动化程度高,省力便捷,有效将架脚、底圈进行压固,防止焊接过程中架脚、底圈发生移位,架脚与底圈之间不会发生位置偏差,保证了架脚和底圈的焊接质量,从而提高了锅架的成型质量。
2、为了解决上述技术问题,本实用新型采用如下技术方案:
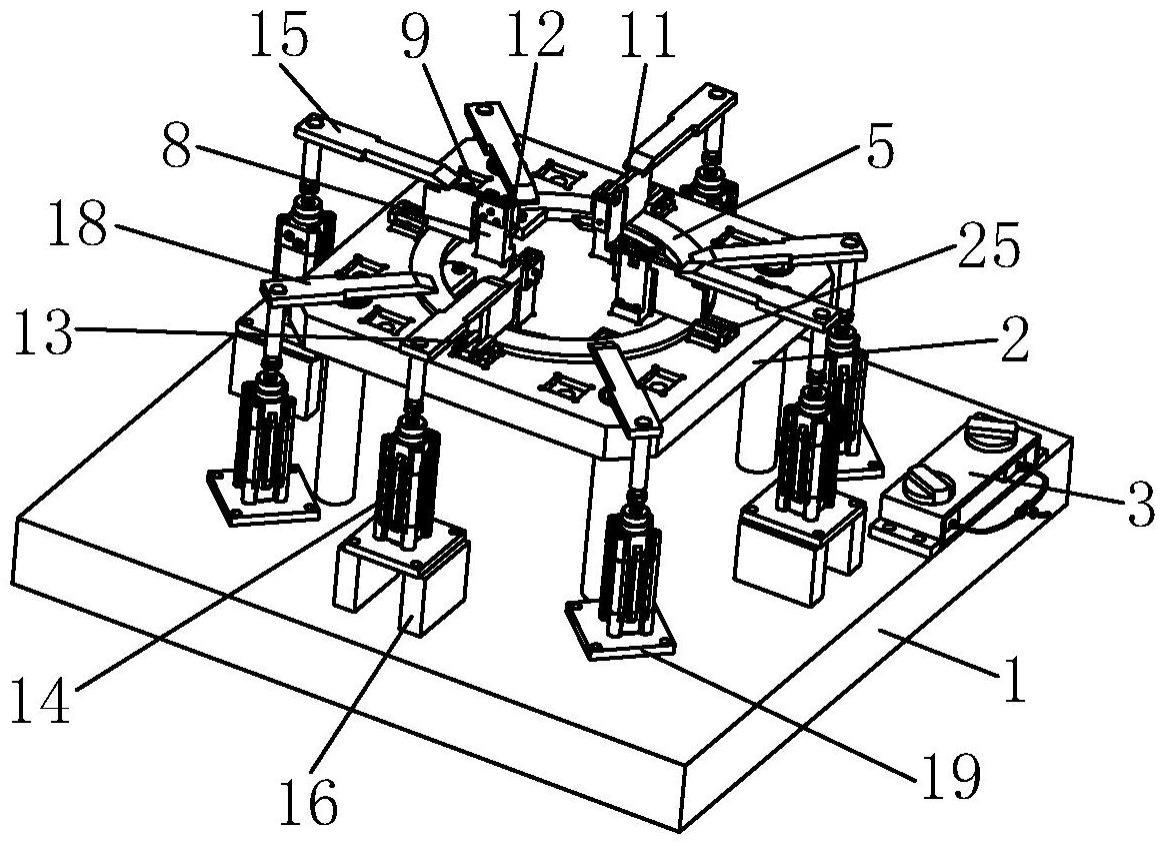
3、一种锅架焊接工装,包括:底盘、工作台和控制器,控制器、工作台设于底盘上,其特征在于:工作台上周向分布有卡座,卡座上开设有卡槽,卡槽用于定位锅架的架脚;底盘上设有压紧机构,控制器电性连接压紧机构,压紧机构将锅架压紧在工作台上。该焊接工装结构新颖,自动化程度高,省力便捷,有效将架脚、底圈进行压固,防止焊接过程中架脚、底圈发生移位,架脚与底圈之间不会发生位置偏差,保证了架脚和底圈的焊接质量,从而提高了锅架的成型质量。
4、进一步,卡座包括第一基座和/或第二基座,第一基座上设有第一卡槽,第一卡槽用于定位锅架的架脚前部,第二基座上设有第二卡槽,第二卡槽用于定位锅架的架脚后部,实现架脚在卡座上的安装定位,降低了操作难度,第一基座配合第二基座限制架脚前后、左右移动,保证了架脚的放置稳定性。
5、进一步,第一基座包括顶部具有缺口的基座部和夹块部,基座部设于工作台上,基座部通过螺栓连接夹块部,夹块部与基座部之间形成第一卡槽,转动螺栓可调整基座部与夹块部的间距,从而灵活改变第一卡槽的宽度,以适用于不同宽度的架脚,适用性强,通过夹块部配合基座部将架脚前部夹持在第一卡槽内,限制架脚左右移动,保证了架脚的放置稳定性。
6、进一步,第一基座通过螺栓连接有挡块,挡块位于第一卡槽的侧开口端以阻挡锅架的架脚前部,该侧开口端为远离第二基座的一端,挡块阻挡架脚向前移动,防止焊接过程中架脚发生移位,导致架脚与底圈之间发生位置偏差而影响了锅架的成型质量;转动螺栓可调整挡块与基座部的间距,以适用于不同长度的架脚,适用性强。
7、进一步,第二基座通过螺栓连接有t型调节块,t型调节块伸入第二卡槽内以阻挡锅架的架脚后部,通过t型调节块阻挡架脚向后移动,配合挡块阻挡架脚向前移动,前后受限,提高了架脚的稳定性,防止焊接过程中架脚发生移位而影响锅架的成型质量;转动螺栓可调整t型调节块伸入第二卡槽内的长度,以适用于不同长度的架脚,适用性强。
8、进一步,工作台上周向分布有定位块,定位块的外周壁设有弧形定位面,弧形定位面与底圈的内周壁相适配,将底圈的内周壁与定位块的外周壁抵触放置,多个方向的定位块同时限制底圈自由滑动,保证了底圈的放置稳定性,从而防止焊接过程中底圈发生移位而影响锅架的成型质量。
9、进一步,压紧机构包括第一压紧组件和第二压紧组件,第一压紧组件用于将架脚压紧在底圈上,第二压紧组件用于将底圈压紧在工作台上,第一压紧组件将架脚压紧在底圈上,间接通过架脚将底圈压紧工作台上,提高了底圈的放置稳定性,防止焊接过程中架脚、底圈发生移位,架脚与底圈之间不会发生位置偏差,保证了架脚和底圈的焊接质量,从而提高了锅架的成型质量。
10、进一步,第一压紧组件包括第一旋转气缸和第一压爪,第一旋转气缸设于底盘上,第一压爪设于第一旋转气缸的输出端,第一压爪将架脚压紧在底圈上;第二压紧组件包括第二旋转气缸和第二压爪,第二旋转气缸设于底盘上,第二压爪设于第二旋转气缸的输出端,第二压爪将底圈压紧在工作台上,第一旋转气缸、第二旋转气缸可转动,带动第一压爪、第二压爪离开工作台的上方,提供充足的操作空间,不会阻挡锅架,从而不影响锅架在工作台上的安装,第一旋转气缸带动第一压爪做伸缩运动、第二旋转气缸带动第二压爪做伸缩运动,使第一压爪下压住架脚、第二压爪下压住底圈,自动化程度高,省力便捷。
11、进一步,底盘上设有推料机构,控制器电性连接推料机构,推料机构顶升锅架,使锅架向上脱离工作台,从而便于取走锅架,使用方便。
12、进一步,推料机构包括行程气缸和推料柱头,推料柱头设于行程气缸的输出端,行程气缸设于底盘上,工作台上设有供推料柱头通过的固定通孔,行程气缸带动推料柱头上升并穿出固定通孔,将锅架的底圈顶起,从而便于取走锅架,具有结构简单、轻便、易于安装维护等优点。
13、本实用新型由于采用了上述技术方案,具有以下有益效果:
14、使用时,先将底圈的内周壁与定位块的外周壁抵触放置,多个方向的定位块同时限制底圈自由滑动,保证了底圈的放置稳定性,然后将架脚前部卡入到第一基座的第一卡槽内、架脚后部卡入到第二基座的第二卡槽内,使架脚限位在第一基座与第二基座之间;控制器控制第一旋转气缸、第二旋转气缸启动,第一旋转气缸发生转动,带动第一压爪转动至架脚的上方,第二旋转气缸发生旋转,带动第二压爪转动至底圈的上方,然后第二旋转气缸带动第二压爪下降,使第二压爪将底圈压紧在工作台上,第一旋转气缸带动第一压爪下降,使第一压爪将架脚压紧在底圈上,第一基座配合第二基座限制架脚水平移动,同时第一压爪压紧架脚,保证了架脚的放置稳定性,底圈同时受到多个方向上第二压爪的压力,使得架脚、底圈无法自由活动,放置稳定性高,防止焊接过程中架脚、底圈发生移位,架脚与底圈之间不会发生位置偏差,保证了架脚和底圈的焊接质量,从而提高了锅架的成型质量;接着采用自动激光焊接设备对架脚与底圈的连接处进行焊接固定,得到成型的锅架;焊接结束后,第一旋转气缸带动第一压爪上升回位、第二旋转气缸带动第二压爪上升回位,然后第一旋转气缸回转回位、第二旋转气缸回转回位,第一压爪、第二压爪离开工作台的上方,提供充足的操作空间,不会阻挡锅架,从而不影响锅架的拆卸,自动化程度高,省力便捷。
技术特征:
1.一种锅架焊接工装,包括:
2.根据权利要求1所述的一种锅架焊接工装,其特征在于:所述卡座包括第一基座和/或第二基座,所述第一基座上设有第一卡槽,所述第一卡槽用于定位锅架的架脚前部,所述第二基座上设有第二卡槽,所述第二卡槽用于定位锅架的架脚后部。
3.根据权利要求2所述的一种锅架焊接工装,其特征在于:所述第一基座包括顶部具有缺口的基座部和夹块部,所述基座部设于所述工作台上,所述基座部通过螺栓连接所述夹块部,所述夹块部与所述基座部之间形成所述第一卡槽。
4.根据权利要求2所述的一种锅架焊接工装,其特征在于:所述第一基座通过螺栓连接有挡块,所述挡块位于所述第一卡槽的侧开口端以阻挡锅架的架脚前部,该侧开口端为远离所述第二基座的一端。
5.根据权利要求2所述的一种锅架焊接工装,其特征在于:所述第二基座通过螺栓连接有t型调节块,所述t型调节块伸入所述第二卡槽内以阻挡锅架的架脚后部。
6.根据权利要求1所述的一种锅架焊接工装,其特征在于:所述工作台上周向分布有定位块,所述定位块的外周壁设有弧形定位面,所述弧形定位面与底圈的内周壁相适配。
7.根据权利要求1所述的一种锅架焊接工装,其特征在于:所述压紧机构包括第一压紧组件和第二压紧组件,所述第一压紧组件用于将架脚压紧在底圈上,所述第二压紧组件用于将底圈压紧在工作台上。
8.根据权利要求7所述的一种锅架焊接工装,其特征在于:所述第一压紧组件包括第一旋转气缸和第一压爪,所述第一旋转气缸设于所述底盘上,所述第一压爪设于所述第一旋转气缸的输出端,所述第一压爪将架脚压紧在底圈上;所述第二压紧组件包括第二旋转气缸和第二压爪,所述第二旋转气缸设于所述底盘上,所述第二压爪设于所述第二旋转气缸的输出端,所述第二压爪将底圈压紧在工作台上。
9.根据权利要求1所述的一种锅架焊接工装,其特征在于:所述底盘上设有推料机构,所述控制器电性连接所述推料机构,所述推料机构顶升锅架,使锅架向上脱离所述工作台。
10.根据权利要求9所述的一种锅架焊接工装,其特征在于:所述推料机构包括行程气缸和推料柱头,所述推料柱头设于所述行程气缸的输出端,所述行程气缸设于所述底盘上,所述工作台上设有供所述推料柱头通过的固定通孔。
技术总结
本技术公开了一种锅架焊接工装,包括:底盘、工作台和控制器,控制器、工作台设于底盘上,工作台上周向分布有卡座,卡座上开设有卡槽,卡槽用于定位锅架的架脚;底盘上设有压紧机构,控制器电性连接压紧机构,压紧机构将锅架压紧在工作台上。本技术结构新颖,自动化程度高,省力便捷,有效将架脚、底圈进行压固,防止焊接过程中架脚、底圈发生移位,架脚与底圈之间不会发生位置偏差,保证了架脚和底圈的焊接质量,从而提高了锅架的成型质量。
技术研发人员:钱豪凯,唐军,过卫国
受保护的技术使用者:嵊州市凯瑞泰灶具配件有限公司
技术研发日:20230114
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!