一种电力电子整流模块骨架焊接炉的制作方法
本技术涉及电子电力模块加工装置领域,具体是一种电力电子整流模块骨架焊接炉。
背景技术:
1、电力电子模块有多种类型,以整流模块、逆变(变频)模块、斩波模块等类型最为常见。其中,应用最普遍的当数电力电子整流模块,诸如汽车供电电路、家用电器电路、电瓶车充电器、电焊机电源、各种稳压电源等都离不开它。尽管应用于不同电路的电力电子整流模块的外观不尽相同,但它们的结构却是大同小异的,都是由模块骨架、外壳、电子灌封胶缓冲层、环氧树脂密封层等部分组成。
2、在上述整流模块的四个组成部分中,模块骨架是电力电子整流模块的核心组成部分。模块骨架主要由铜底板、焊接在铜底板上的陶瓷覆铝板(dbc基板)、焊接在陶瓷覆铝板(dbc基板)上的整流硅芯片、焊接在整流硅芯片电极(阴极或阳极)上的引出线等四部分构成。焊接前,通常将该四部分以铜底板作底座,再借助焊接模具将陶瓷覆铝板、整流硅芯片、阴极或阳极引出线等部件搭建成模块骨架待焊接体(以下简称待焊体)。待焊体组装完成后,通过加热焊接将上述各组成部分键合为一体,拆除模具后就得到了模块骨架。
3、待焊体的焊接常在骨架焊接炉上完成,焊接过程中,骨架焊接炉的发热体(通常为电炉丝)对安装在其上方的金属焊接板(常见为铝合金板)加热,当金属焊接板的温度达到待焊体所需焊接温度时,将待焊体移放在金属焊接板上、并使金属焊接板通过待焊体的铜底板对整个待焊体加热。
4、现有技术的电力电子整流模块骨架焊接炉,其金属焊接板为一表面平整的铝合金板。当遇到如图1所示的模具搭建的待焊体(该待焊体由六角头螺栓1穿过模块骨架的铜底板2两端的通孔来建模,铜底板上设有dbc基板3、整流芯片4及电极5,完成装模后,模块骨架的铜底板2会被两端六角头螺栓1的螺栓头及螺栓头上的螺母架空垫高)时,为完成该类待焊体的焊接,就须在金属焊接板与铜底板之间垫上金属垫块,以便金属焊接板能通过金属垫块将热传给铜底板。这种通过放置金属垫块来传热的办法至少存在三个方面的缺陷:一是增大了精准把控焊接温度的难度(焊接温度的把控依赖温控仪表来实施,而温控仪表控制温度的信息,来源于安装在金属焊接板内部的热电偶。而放置在金属焊接板上方的金属垫块上表面的温度通常会低于热电偶反馈的温度)。二是增加了热传递的间接传递过程,会造成待焊体受热不均匀,从而影响焊接质量;三是金属垫块与金属焊接板之间难免存在缝隙,会使热传递过程中热损失增大,从而增加能耗,导致生产成本升高。
技术实现思路
1、本实用新型提供了一种电力电子整流模块骨架焊接炉,以解决现有技术骨架焊接炉对被螺栓头及螺母架空垫高的待焊体进行焊接时,需要增设金属垫块导致的焊接质量差、能耗高的问题。
2、为了达到上述目的,本实用新型所采用的技术方案为:
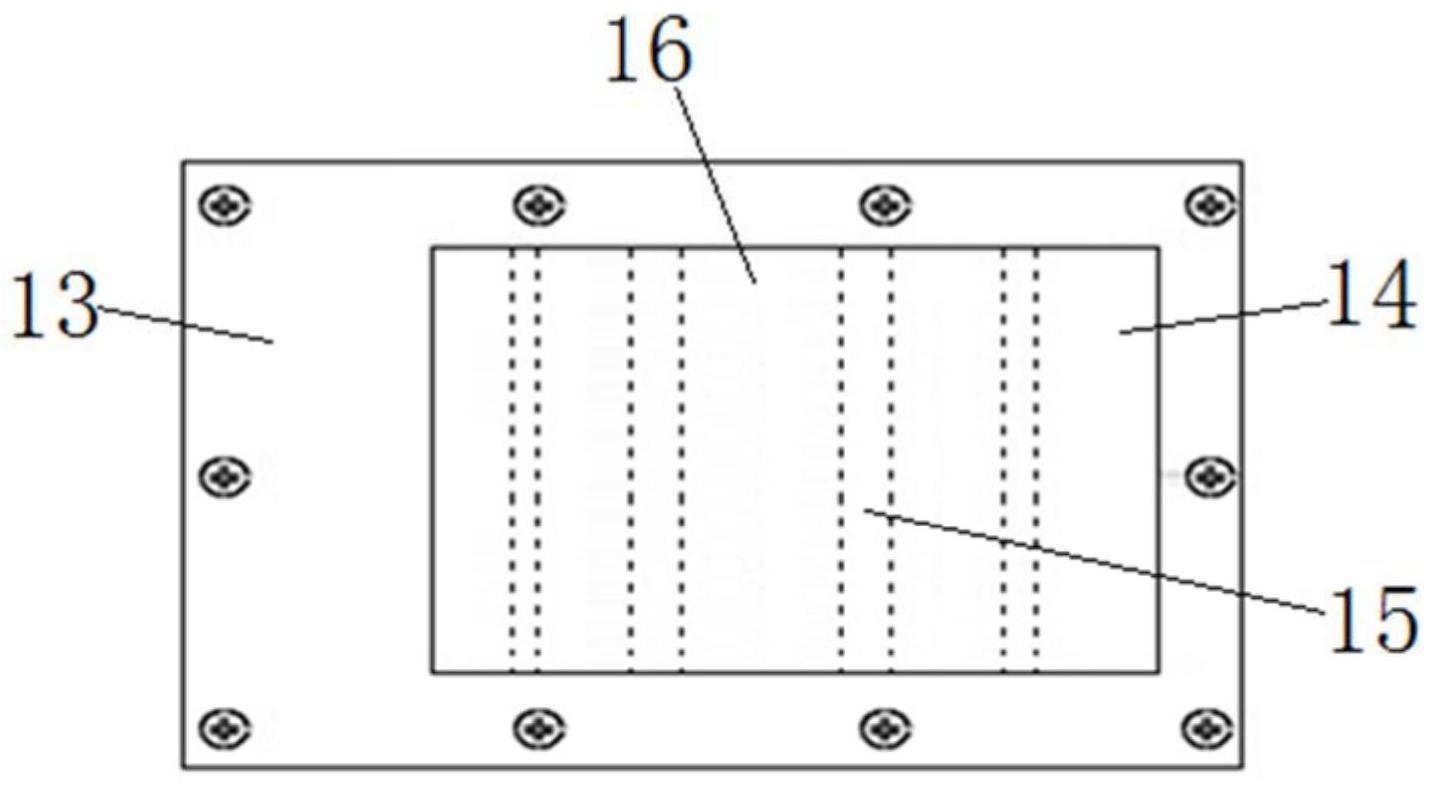
3、一种电力电子整流模块骨架焊接炉,包括用于加热的炉体,所述炉体上设有用于导热的焊接面板,所述焊接面板上设有多道相互平行的凸出部,相邻凸出部之间形成凹槽。
4、进一步的,所述炉体包括围板,围板内设有电加热件、输电控制单元,输电控制单元的电输入端连接电源,输电控制单元的电输出端连接所述电加热件。
5、进一步的,所述焊接面板包括导热底板和设于导热底板上的铝合金焊接板,铝合金焊接板上设有多道所述凸出部。
6、进一步的,其特征在于,相邻凹槽之间间距不同。
7、进一步的,其特征在于,至少一个凸出部中安装有温度检测件。
8、与现有技术相比,本实用新型的有益效果为:
9、本实用新型中,焊接面板的工作面设计多道凸出部,可将待焊体中位于铜底板下方的螺栓头及螺母置于相邻凸出部之间凹槽中,并通过凸出部顶面与铜底板底面接触,由此可实现直接热传递,减少接触缝隙数量,从而提高待焊体受热均匀度,提高焊接质量,降低能耗。
技术特征:
1.一种电力电子整流模块骨架焊接炉,包括用于加热的炉体,所述炉体上设有用于导热的焊接面板,其特征在于,所述焊接面板上设有多道相互平行的凸出部,相邻凸出部之间形成凹槽。
2.根据权利要求1所述的一种电力电子整流模块骨架焊接炉,其特征在于,所述炉体包括围板,围板内设有电加热件、输电控制单元,输电控制单元的电输入端连接电源,输电控制单元的电输出端连接所述电加热件。
3.根据权利要求1所述的一种电力电子整流模块骨架焊接炉,其特征在于,所述焊接面板包括导热底板和设于导热底板上的铝合金焊接板,铝合金焊接板上设有多道所述凸出部。
4.根据权利要求1-3中任意一项所述的电力电子整流模块骨架焊接炉,其特征在于,相邻凹槽之间间距不同。
5.根据权利要求4所述的电力电子整流模块骨架焊接炉,其特征在于,至少一个凸出部中安装有温度检测件。
技术总结
本技术公开了一种电力电子整流模块骨架焊接炉,包括炉体、焊接面板,焊接面板上设有多道相互平行的凸出部。本技术可实现直接热传递,减少接触缝隙数量,从而提高待焊体受热均匀度,提高焊接质量,降低能耗。
技术研发人员:洪忠健,洪藏华
受保护的技术使用者:黄山市恒悦电子有限公司
技术研发日:20230209
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!